Установка и пайка SMD элементов
SMD - Surface Mounted Devices - Компоненты для поверхностного монтажа - так расшифровывается эта английская аббревиатура. Они обеспечивают более высокую по сравнению с традиционными деталями плотность монтажа. К тому же монтаж этих элементов, изготовление печатной платы оказываются более технологичными и дешевыми при массовом производстве, поэтому эти элементы получают все большее распространение и постепенно вытесняют классические детали с проволочными выводами.
Монтажу таких деталей посвящено немало статей в Интернете и в печатных изданиях, . Сейчас хочу ее дополнить.
Надеюсь мой опус будет полезен для начинающих и для тех, кто пока с такими компонентами дела не имел.
Выход статьи приурочен , где таких элементов 4 шт., а собственно процессор PCM2702 имеет супер-мелкие ноги. Поставляемая в комплекте печатная плата имеет паяльную маску , что облегчает пайку, однако не отменяет требований к аккуратности, отсутствию перегрева и статики.
Инструменты и материалы
Несколько слов про необходимые для этой цели инструменты и расходные материалы. Прежде всего это пинцет, острая иголка или шило, кусачки, припой, очень полезен бывает шприц с достаточно толстой иголкой для нанесения флюса. Поскольку сами детали очень мелкие, то обойтись без увеличительного стекла тоже бывает очень проблематично. Еще потребуется флюс жидкий, желательно нейтральный безотмывочный. На крайний случай подойдет и спиртовой раствор канифоли, но лучше все же воспользоваться специализированным флюсом, благо выбор их сейчас в продаже довольно широкий.
В любительских условиях удобнее всего такие детали паять при помощи специального паяльного фена или по другому - термовоздушной паяльной станцией. Выбор их сейчас в продаже довольно велик и цены, благодаря нашим китайским друзьям, тоже очень демократичные и доступны большинству радиолюбителей. Вот например такой образчик китайского производства с непроизносимым названием. Я такой станцией пользуюсь уже третий год. Пока полет нормальный.

Ну и конечно же, понадобится паяльник с тонким жалом. Лучше если это жало будет выполнено по технологии «Микроволна» разработанной немецкой фирмой Ersa. Оно отличается от обычного жала тем, что имеет небольшое углубление в котором скапливается капелька припоя. Такое жало делает меньше залипов при пайке близко расположенных выводов и дорожек. Настоятельно рекомендую найти и воспользоваться. Но если нет такого чудо-жала, то подойдет паяльник с обычным тонким наконечником.

В заводских условиях пайка SMD деталей производится групповым методом при помощи паяльной пасты. На подготовленную печатную плату на контактные площадки наносится тонкий слой специальной паяльной пасты. Делается это как правило методом шелкографии. Паяльная паста представляет собой мелкий порошок из припоя, перемешанный с флюсом. По консистенции он напоминает зубную пасту.

После нанесения паяльной пасты, робот раскладывает в нужные места необходимые элементы. Паяльная паста достаточно липкая, чтобы удержать детали. Потом плату загружают в печку и нагревают до температуры чуть выше температуры плавления припоя. Флюс испаряется, припой расплавляется и детали оказываются припаянными на свое место. Остается только дождаться охлаждения платы.
Вот эту технологию можно попробовать повторить в домашних условиях. Такую паяльную пасту можно приобрести в фирмах, занимающихся ремонтом сотовых телефонов. В магазинах торгующих радиодеталями, она тоже сейчас как правило есть в ассортименте, наряду с обычным припоем. В качестве дозатора для пасты я воспользовался тонкой иглой. Конечно это не так аккуратно, как делает к примеру фирма Asus когда изготовляет свои материнские платы, но тут уж как смог. Будет лучше, если эту паяльную пасту набрать в шприц и через иглу аккуратно выдавливать на контактные площадки. На фото видно, что я несколько переборщил плюхнув слишком много пасты, особенно слева.

Посмотрим, что из этого получится. На смазанные пастой контактные площадки укладываем детали. В данном случае это резисторы и конденсаторы. Вот тут пригодится тонкий пинцет. Удобнее, на мой взгляд, пользоваться пинцетом с загнутыми ножками.

Вместо пинцета некоторые пользуются зубочисткой, кончик которой для липкости чуть намазан флюсом. Тут полная свобода - кому как удобнее.
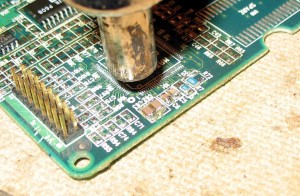
После того как детали заняли свое положение, можно начинать нагрев горячим воздухом. Температура плавления припоя (Sn 63%, Pb 35%, Ag 2%) составляет 178с*. Температуру горячего воздуха я выставил в 250с* и с расстояния в десяток сантиметров начинаю прогревать плату, постепенно опуская наконечник фена все ниже. Осторожнее с напором воздуха - если он будет очень сильным, то он просто сдует детали с платы. По мере прогрева, флюс начнет испаряться, а припой из темно-серого цвета начнет светлеть и в конце концов расплавится, растечется и станет блестящим. Примерно так как видно на следующем снимке.

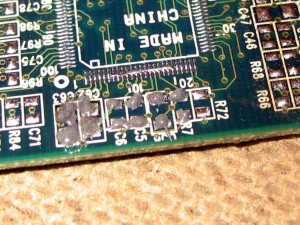
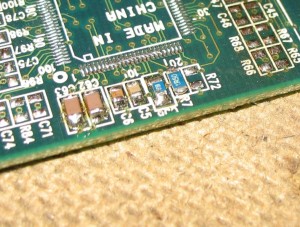
После того как припой расплавился, наконечник фена медленно отводим подальше от платы, давая ей постепенно остыть. Вот что получилось у меня. По большим капелькам припоя у торцов элементов видно где я положил пасты слишком много, а где пожадничал.

Паяльная паста, вообще говоря, может оказаться достаточно дефицитной и дорогой. Если ее нет в наличии, то можно попробовать обойтись и без нее. Как это сделать рассмотрим на примере пайки микросхемы. Для начала все контактные площадки необходимо тщательно и толстым слоем облудить.

На фото, надеюсь видно, что припой на контактных площадках лежит такой невысокой горочкой. Главное чтобы он был распределен равномерно и его количество на всех площадках было одинаково. После этого все контактные площадки смачиваем флюсом и даем некоторое время подсохнуть, чтобы он стал более густым и липким и детали к нему прилипали. Аккуратно помещаем микросхему на предназначенное ей место. Тщательно совмещаем выводы микросхемы с контактными площадками.

Рядом с микросхемой я поместил несколько пассивных компонентов керамические и электролитический конденсаторы. Чтобы детали не сдувались напором воздуха нагревать начинаем свысока. Торопиться здесь не надо. Если большую сдуть достаточно сложно, то мелкие резисторы и конденсаторы запросто разлетаются кто куда.

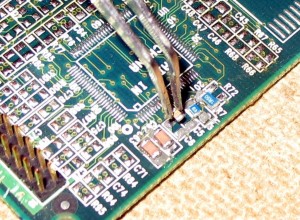
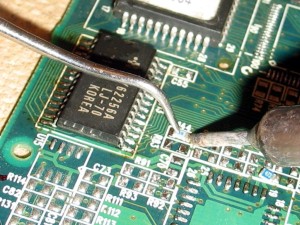
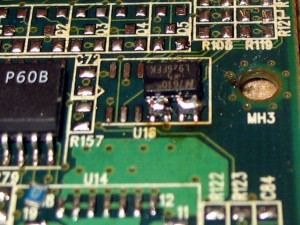
Вот что получилось в результате. На фото видно, что конденсаторы припаялись как положено, а вот некоторые ножки микросхемы (24, 25 и 22 например) висят в воздухе. Проблема может быть или в неравномерном нанесении припоя на контактные площадки или в недостаточном количестве или качестве флюса. Исправить положение можно обычным паяльником с тонким жалом, аккуратно пропаяв подозрительные ножки. Чтобы заметить такие дефекты пайки необходимо увеличительное стекло.
![]()
Паяльная станция с горячим воздухом - это хорошо, скажете вы, но как быть тем, у кого ее нет, а есть только паяльник? При должной степени аккуратности SMD элементы можно припаивать и обычным паяльником. Чтобы проиллюстрировать эту возможность припаяем резисторы и пару микросхем без помощи фена одним только паяльником. Начнем с резистора. На предварительно облуженные и смоченные флюсом контактные площадки устанавливаем резистор. Чтобы он при пайке не сдвинулся с места и не прилип к жалу паяльника, его необходимо в момент пайки прижать к плате иголкой.

Потом достаточно прикоснуться жалом паяльника к торцу детали и контактной площадке и деталь с одной стороны окажется припаянной. С другой стороны припаиваем аналогично. Припоя на жале паяльника должно быть минимальное количество, иначе может получиться залипуха.
Вот что у меня получилось с пайкой резистора.

Качество не очень, но контакт надежный. Качество страдает из за того, что трудно одной рукой фиксировать иголкой резистор, второй рукой держать паяльник, а третьей рукой фотографировать.
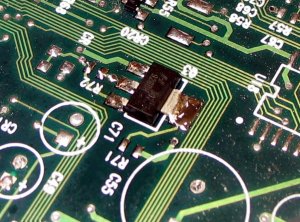
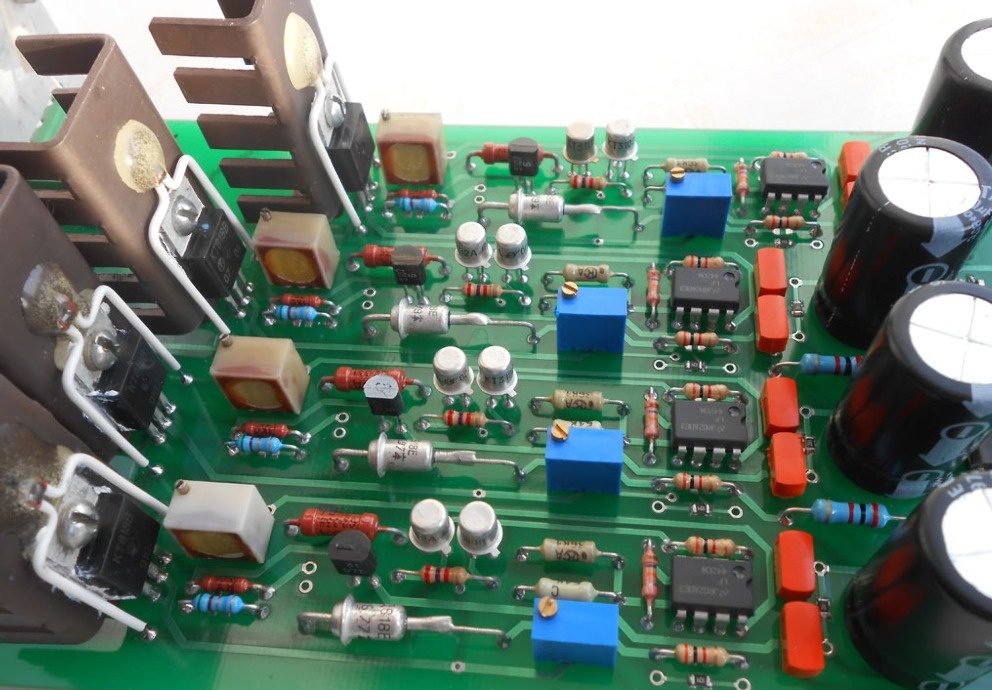
Транзисторы и микросхемы стабилизаторов припаиваются аналогично. Я сначала припаиваю к плате теплоотвод мощного транзистора. Тут припоя не жалею. Капелька припоя должна затечь под основание транзистора и обеспечить не только надежный электрический контакт, но и надежный тепловой контакт между основанием транзистора и платой, которая играет роль радиатора.

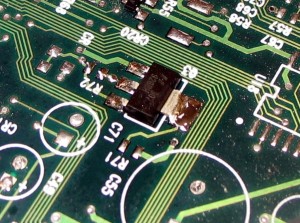
Во время пайки можно иголкой слегка пошевелить транзистор, чтобы убедиться что весь припой под основанием расплавился и транзистор как бы плавает на капельке припоя. К тому же лишний припой из под основания при этом выдавится наружу, улучшив тепловой контакт. Вот так выглядит припаянная микросхема интегрального стабилизатора на плате.
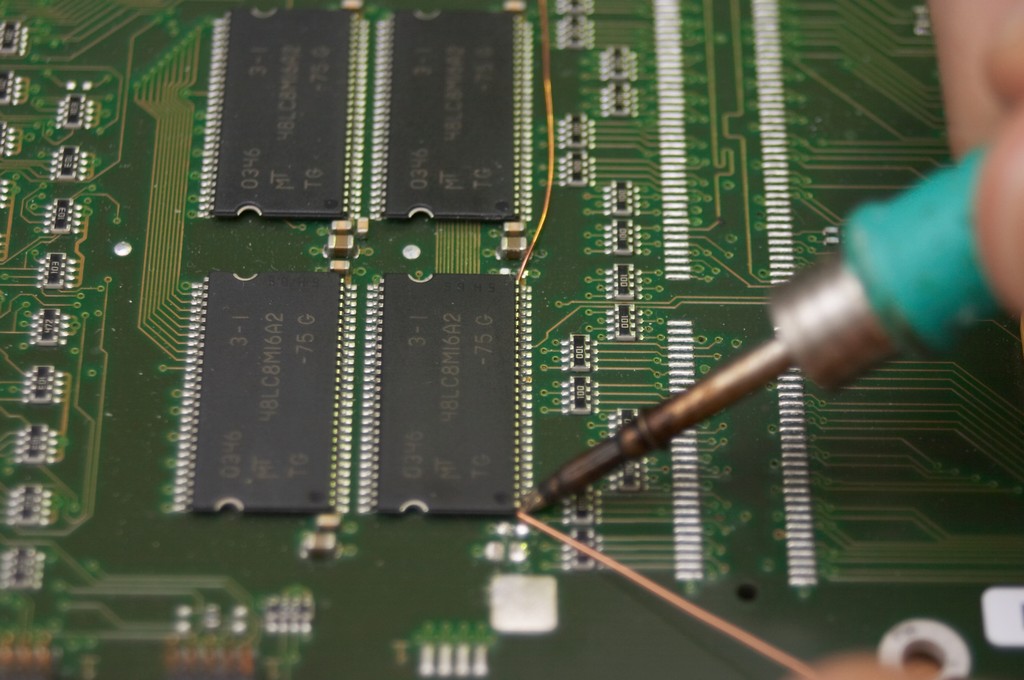
Теперь надо перейти к более сложной задаче - пайке микросхемы. Первым делом, опять производим точное позиционирование ее на контактных площадках. Потом слегка «прихватываем» один из крайних выводов.

После этого нужно снова проверить правильность совпадения ножек микросхемы и контактных площадок. После этого таким же образом прихватываем остальные крайние выводы.

Теперь микросхема никуда с платы не денется. Осторожно, по одной припаиваем все остальные выводы, стараясь не посадить перемычку между ножками микросхемы.
Многие задаются вопросом, как правильно паять SMD-компоненты. Но перед тем как разобраться с этой проблемой, необходимо уточнить, что же это за элементы. Surface Mounted Devices – в переводе с английского это выражение означает компоненты для поверхностного монтажа. Главным их достоинством является большая, нежели у обычных деталей, монтажная плотность. Этот аспект влияет на использование SMD-элементов в массовом производстве печатных плат, а также на их экономичность и технологичность монтажа. Обычные детали, у которых выводы проволочного типа, утратили свое широкое применение наряду с быстрорастущей популярностью SMD-компонентов.
Ошибки и основные принцип пайки
Некоторые умельцы утверждают, что паять такие элементы своими руками очень сложно и довольно неудобно. На самом деле, аналогичные работы с ТН-компонентами проводить намного труднее. И вообще эти два вида деталей применяются в различных областях электроники. Однако многие совершают определенные ошибки при пайке SMD-компонентов в домашних условиях.
SMD-компоненты
Главной проблемой, с которой сталкиваются любители, является выбор тонкого жала на паяльник. Это связано с существованием мнения о том, что при паянии обычным паяльником можно заляпать оловом ножки SMD-контактов. В итоге процесс паяния проходит долго и мучительно. Такое суждение нельзя считать верным, так как в этих процессах существенную роль играет капиллярный эффект, поверхностное натяжение, а также сила смачивания. Игнорирование этих дополнительных хитростей усложняет выполнение работы своими руками.

Пайка SMD-компонентов
Чтобы правильно паять SMD-компоненты, необходимо придерживаться определенных действий. Для начала прикладывают жало паяльника к ножкам взятого элемента. Вследствие этого начинает расти температура и плавиться олово, которое в итоге полностью обтекает ножку данного компонента. Этот процесс называется силой смачивания. В это же мгновение происходит затекание олова под ножку, что объясняется капиллярным эффектом. Вместе со смачиванием ножки происходит аналогичное действие на самой плате. В итоге получается равномерно залитая связка платы с ножками.
Контакта припоя с соседними ножками не происходит из-за того, что начинает действовать сила натяжения, формирующая отдельные капли олова. Очевидно, что описанные процессы протекают сами по себе, лишь с небольшим участием паяльщика, который только разогревает паяльником ножки детали. При работе с очень маленькими элементами возможно их прилипание к жалу паяльника. Чтобы этого не произошло, обе стороны припаивают по отдельности.
Пайка в заводских условиях
Этот процесс происходит на основе группового метода. Пайка SMD-компонентов выполняется с помощью специальной паяльной пасты, которая равномерно распределяется тончайшим слоем на подготовленную печатную плату, где уже имеются контактные площадки. Этот способ нанесения называется шелкографией. Применяемый материал по своему виду и консистенции напоминает зубную пасту. Этот порошок состоит из припоя, в который добавлен и перемешан флюс. Процесс нанесения выполняется автоматически при прохождении печатной платы по конвейеру.
Заводская пайка SMD-деталей
Далее установленные по ленте движения роботы раскладывают в нужном порядке все необходимые элементы. Детали в процессе передвижения платы прочно удерживаются на установленном месте за счет достаточной липкости паяльной пасты. Следующим этапом происходит нагрев конструкции в специальной печи до температуры, которая немного больше той, при которой плавится припой. В итоге такого нагрева происходит расплавление припоя и обтекание его вокруг ножек компонентов, а флюс испаряется. Этот процесс и делает детали припаянными на свои посадочные места. После печки плате дают остыть, и все готово.
Необходимые материалы и инструменты
Для того чтобы своими руками выполнять работы по впаиванию SMD-компонентов, понадобится наличие определенных инструментов и расходных материалов, к которым можно отнести следующие:
- паяльник для пайки SMD-контактов;
- пинцет и бокорезы;
- шило или игла с острым концом;
- припой;
- увеличительное стекло или лупа, которые необходимы при работе с очень мелкими деталями;
- нейтральный жидкий флюс безотмывочного типа;
- шприц, с помощью которого можно наносить флюс;
- при отсутствии последнего материала можно обойтись спиртовым раствором канифоли;
- для удобства паяния мастера пользуются специальным паяльным феном.

Пинцет для установки и снятия SMD-компонентов
Использование флюса просто необходимо, и он должен быть жидким. В таком состоянии этот материал обезжиривает рабочую поверхность, а также убирает образовавшиеся окислы на паяемом металле. В результате этого на припое появляется оптимальная сила смачивания, и капля для пайки лучше сохраняет свою форму, что облегчает весь процесс работы и исключает образование «соплей». Использование спиртового раствора канифоли не позволит добиться значимого результата, да и образовавшийся белый налет вряд ли удастся убрать.

Очень важен выбор паяльника. Лучше всего подходит такой инструмент, у которого возможна регулировка температуры. Это позволяет не переживать за возможность повреждения деталей перегревом, но этот нюанс не касается моментов, когда требуется выпаивать SMD-компоненты. Любая паяемая деталь способна выдерживать температуру около 250–300 °С, что обеспечивает регулируемый паяльник. При отсутствии такого устройства можно воспользоваться аналогичным инструментом мощностью от 20 до 30 Вт, рассчитанным на напряжение 12–36 В.
Использование паяльника на 220 В приведет к не лучшим последствиям. Это связано с высокой температурой нагрева его жала, под действием которой жидкий флюс быстро улетучивается и не позволяет эффективно смачивать детали припоем.
Специалисты не советуют пользоваться паяльником с конусным жалом, так как припой трудно наносить на детали и тратится уйма времени. Наиболее эффективным считается жало под названием «Микроволна». Очевидным его преимуществом является небольшое отверстие на срезе для более удобного захвата припоя в нужном количестве. Еще с таким жалом на паяльнике удобно собирать излишки пайки.

Использовать припой можно любой, но лучше применять тонкую проволочку, с помощью которой комфортно дозировать количество используемого материала. Паяемая деталь при помощи такой проволочки будет лучше обработана за счет более удобного доступа к ней.
Как паять SMD-компоненты?
Порядок работ
Процесс пайки при тщательном подходе к теории и получении определенного опыта не является сложным. Итак, можно всю процедуру разделить на несколько пунктов:
- Необходимо поместить SMD-компоненты на специальные контактные площадки, расположенные на плате.
- Наносится жидкий флюс на ножки детали и нагревается компонент при помощи жала паяльника.
- Под действием температуры происходит заливание контактных площадок и самих ножек детали.
- После заливки отводится паяльник и дается время на остывание компонента. Когда припой остыл - работа выполнена.
Процесс пайки SMD-компонентов
При выполнении аналогичных действий с микросхемой процесс пайки немного отличается от вышеприведенного. Технология будет выглядеть следующим образом:
- Ножки SMD-компонентов устанавливаются точно на свои контактные места.
- В местах контактных площадок выполняется смачивание флюсом.
- Для точного попадания детали на посадочное место необходимо сначала припаять одну ее крайнюю ножку, после чего компонент легко выставляется.
- Дальнейшая пайка выполняется с предельной аккуратностью, и припой наносится на все ножки. Излишки припоя устраняются жалом паяльника.

Как паять при помощи фена?
При таком способе пайки необходимо смазать посадочные места специальной пастой. Затем на контактную площадку укладывается необходимая деталь - помимо компонентов это могут быть резисторы, транзисторы, конденсаторы и т. д. Для удобства можно воспользоваться пинцетом. После этого деталь нагревается горячим воздухом, подаваемым из фена, температурой около 250º C. Как и в предыдущих примерах пайки, флюс под действием температуры испаряется и плавится припой, тем самым заливая контактные дорожки и ножки деталей. Затем отводится фен, и плата начинает остывать. При полном остывании можно считать пайку оконченной.

Современный этап развития ЭА характеризуется все более широким применением новейшей элементной базы – поверхностно – монтируемых элементов: безвыводных «чипо-вых» резисторов и конденсаторов, миниатюрных корпусов БИС, пластмассовых и керамических кристаллоносителей и др., что позволяет отказаться от плат с металлизированными отверстиями, упростить установку элементов, повысить надежность электронных блоков. Технология поверхностного монтажа (SMT) получила официальное признание в 1985 г. и имеет следующие преимущества:
конструктивны е:
– повышение плотности компоновки элементов в 4- 6 раз;
– снижение массогабаритных показателей в 3-5 раз;
– повышение быстродействия и помехозащищенности элементов за счет
отсутствия выводов;
– повышение виброустойчивости и вибропрочности блоков в 2 раза;
– повышение надежности блоков за счет уменьшения количества метал
лизированных отверстий, являющихся потенциальным источником дефектов;
технологические :
– автоматизация сборки и монтажа элементов и повышение производительности труда в десятки раз;
– исключение операций подготовки выводов и соответствующего оборудования;
– сокращение производственных площадей на 50 %;
– уменьшение затрат на материалы.
Недостатки :
– ограниченная номенклатура поверхностно-монтируемых элементов;
– высокая стоимость;
– затрудненность отвода тепла;
– сложность контроля и ремонта.
При поверхностном монтаже применяют следующие виды корпусов:
– простые корпуса для пассивных компонентов: прямоугольной формы, например резисторов и конденсаторов;
– типа MELF (Metal Electrode Face Bonded) с вмонтированными электродами в виде металлизированных торцов;
– сложные корпуса для многовыводных полупроводниковых приборов:
– малогабаритный транзисторный (Small Outline Transistor – SOT);
– малогабаритный (Small Outline – SO) для интегральных схем;
– увеличенный малогабаритный (Small Outline Large – SOL) для интегральных схем;
– пластмассовые кристаллоносители с выводами (Plastic Leaded Chip Carrier - PLCC);
– безвыводные керамические кристаллоносители (Leadless Ceramic Chip Carrier – LCCC);
– керамические кристаллоносители с выводами (Leaded Ceramic Chip Carrier - LDCC);
– различные нестандартные корпуса для компонентов неправильной формы, например индуктивностей и переключателей.
Большая часть чип-резисторов изготавливается методами толстопленочной технологии, которая включает отжиг смесей оксидов металлов и керамики (или стекла), нанесенных на керамические подложки с применением, например, шелкографии. Аналогично изготавливаются контактные площадки резисторов. Резисторы нередко покрываются пассивирующим слоем стекла. После лазерной подгонки и покрытия эпоксидным составом подложки разрезаются на отдельные чип-резисторы.
В корпусах типа MELF изготавливают кремниевые диоды, высокочастотные катушки индуктивности с постоянной индуктивностью, танталовые конденсаторы, металлопленочные резисторы и устройства защиты от перенапряжений, но в наибольших объемах производятся постоянные керамические конденсаторы и графитовые пленочные резисторы.
Транзисторный мини-корпус SOT применяется для корпусирования дискретных полупроводниковых приборов: одиночных биполярных и полевых транзисторов, диодов, стабилитронов и др. Корпус ТО-236 применяют для корпусирования кристаллов, имеющих площадь до 19,35 мм 2 и рассеиваемую мощность 200 мВт, а второй корпус, ТО-243, рассчитан на кристаллы площадью 38,7 мм 2 , мощностью до 500 мВт при 25˚С. Оба корпуса с тремя выводами очень просты по конструкции: у ТО-236 выводы поочередно отходят от каждой из сторон корпуса, в то время как у ТО-243 они расположены по одну сторону корпуса, а центральный вывод – увеличенного размера для лучшего отвода тепла.
Интегральная схема в мини-корпусе SOIC/SOL напоминает уменьшенный вариант традиционного корпуса с двухрядным расположением ленточных выводов (типа DIP). Обычно мини-корпуса поставляются в 8, 14 и 16-выводном исполнении, при этом выводы имеют форму крыла чайки и расположены с шагом 1,27 мм (рис. 5.14, а). Большим преимуществом этого корпуса являются улучшенные массогабаритные характеристики по сравнению с его аналогом DIP: он на 70 % меньше по объему, на 30 % меньше по высоте, а масса такого корпуса составляет лишь 10 % массы его более крупного аналога. Кроме того, мини-корпус имеет лучшие электрические характеристики, определяющие скорость прохождения сигнала. Для переработки топологии обычной схемы на DIP-корпусах в вариант с использованием SOIC/SOL-корпусов нужно внести лишь небольшие изменения, так как разводка выводов одинакова, но общий размер платы может быть уменьшен.
Рис. 5.14. Типы корпусов микросхем.
Стандартный мини-корпус типа SO (рис. 5.14, б) имеет ширину 3,81 мм; существует также совершенно аналогичный корпус, называемый увеличенным вариантом – SOL, который имеет ширину 7,62 мм. Количество выводов у этих корпусов колеблется от 16 до 28.
Пластмассовый кристаллоноситель с выводами (PLCC) размещенными по всем четырем сторонам корпуса, обеспечивает большую плотность соединений и представляет собой почти правильный квадрат с количеством выводов от 18 до 84 (рис.5.14, в). Шаг выводов у PLCC обычно составляет 1,27 или 0,635 мм, однако для некоторых сложных СБИС применяется также шаг 0,508 мм.
Корпус PLCC характеризуется наличием одного ряда выводов по периферии. Варианты конструкции PLCC с числом выводов до 52 имеют, как правило, гибкие J-образные выводы, загибаемые под корпус при монтаже.
Наиболее распространенным типом керамических корпусов для поверхностного монтажа является LCCC – безвыводной керамический кристаллоноситель. Конструктивно LCCC состоит из трех основных элементов: металлизированного керамического основания, металлической крышки и герметизирующего материала, чаще всего специального припоя. В углах корпуса отсутствуют контактные площадки, корпус имеет два ориентирующих ключа: один из них для оптического считывания, другой – в виде угловой фаски. Эти корпуса выбираются для ответственных применений, например в военной технике, аппаратуре связи и аэрокосмической технике, поскольку они могут быть высокогерметичными. Однако LCCC имеют существенные недостатки. Главным из них является рассогласование температурных коэффициентов расширения (ТКР) корпуса и стандартной стекло-эпоксидной платы, которое способствует образованию и развитию дефектов в местах пайки при жестком термоциклировании или высоком уровне рассеиваемой мощности. Кроме того, эти корпуса относительно дороги в производстве.
Керамические кристаллоносители с выводами (LDCC/CCC) позволяют решать проблему согласования ТКР, хотя они дороже, конструктивно более сложны и пригодны лишь для военных и других ответственных применений, где стоимость не является основным критерием выбора компонентов.
Корпус PGA имеет тонкие штыревые выводы, расположенные в матричном порядке (рис.5.14, г).
Бескорпусные элементы, предназначенные для поверхностного монтажа, поставляются на пластиковых лентах, смотанных в катушки, в специальных трубчатых магазинах или россыпью. Для их установки на ПП используются автоматические укладчики. Станок М-2501 содержит магазинный питатель для подачи плат, систему позиционирования, блок поворота платы, вакуумный захват, модуль ультрафиолетового отверждения клея, которым крепится компонент, и магазинный накопитель собранных изделий. Подача компонентов производится по программе с 60 катушек. Для исключения повреждения активных элементов во время транспортирования в диэлектрический материал ленты при формовании вводят углеродный наполнитель, обладающий антистатическим свойством.
Более универсальным является автомат МС-30 фирмы Excellon Micronetics (США). Он может манипулировать с любыми выпускаемыми для поверхностного монтажа компонентами. Компоненты подаются к позициям вакуумного захвата на катушках, в магазинах или россыпью с вибробункера. В автомате предусмотрены три режима работы. В первом вакуумная головка захватывает компонент, прокатывает его по барабану, покрытому паяльной пастой или эпоксидной смолой, и устанавливает на требуемое место на плате. Во втором режиме производится то же самое с двукратным намазыванием, а в третьем – только захват и установка элемента.
В станке модели Microplacer фирмы МТ1 (США) компоненты захватываются приспособлением, в котором программируется давление захвата, и оно определяет габариты компонента, обеспечивая функции контроля размеров. В приспособлении имеется также центрирующий механизм, который делает менее критичными ориентацию и точное размещение компонента в питателе. Система оптического распознавания просматривает в режиме сканирования все собираемые платы, выделяя дефектные.
Автоматические укладчики для поверхностного монтажа компонуются модулями, выполняющими другие функции, и модулями перемещения плат. Наиболее совершенным является оборудование фирмы Universal (США). В нем позиционируют сразу две платы, и пока на одну наносится точно дозированное количество клея, на второй производится установка компонента. Устанавливаемые компоненты подвергаются операционному контролю и при отклонении параметра заменяются исправными.
Монтаж на поверхности может быть выполнен в трех различных вариантах. Первый предусматривает размещение на верхней стороне платы только компонентов, монтируемых в сквозные отверстия, а на нижней – компонентов для поверхностного монтажа. Соединение элементов с платой осуществляется путем пайки волной припоя. Однако обычная волна припоя оказывается неэффективной для монтажа микрокорпусов, так как припой не может подтекать под них и достигнуть экранированных или металлизированных контактных площадок. Применение двойной волны, поступающей из двух резервуаров, позволяет обеспечить полный охват припоем металлизированных участков по всему периметру. Вторичная волна также удаляет избыток припоя с монтажных соединений.
В случае смешанного расположения компонентов на каждой стороне платы (второй вариант) ТП сборки усложняется (рис.5.15). Сначала монтируют компоненты в микрокорпусах оплавлением припоя, а затем волной припоя – остальные. Для оплавления припоя применяют индивидуальный или групповой инструмент (рис.5.16). Он захватывает микрокорпус (а), опускается на плату (б) и расплавляет припой на контактных площадках (в). После этого инструмент поднимается (г).
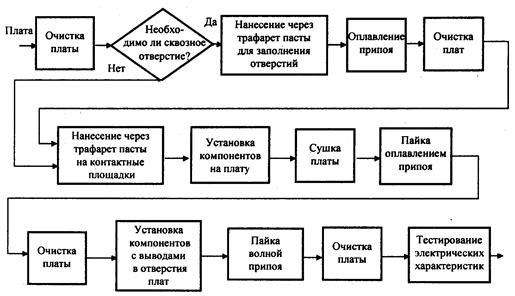
Рис.5.15.Схема сборки и монтажа ПП при смешанном расположении компонентов
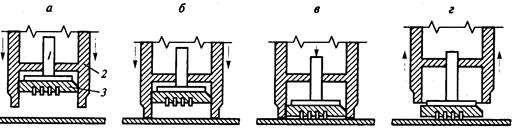
Рис. 5.16.Монтаж микрокорпуса на плату специальным инструментом:
1 - толкатель, 2 - инструмент; 3 - микрокорпус
Толкатель удерживает элемент до тех пор, пока не наступит кристаллизация припоя. В инструменте с высокой точностью поддерживается температура, чтобы исключить перегрев кристалла в микрокорпусе. С помощью инструмента можно проводить также и ремонтные работы.
Третий вариант предусматривает установку элементов только на поверхность ПП различными методами пайки.
Промышленность выпускает широкий спектр компонентов для поверхностного монтажа печатных плат (smd компонентов). Формы, размеры и материалы, smd компонентов, постоянно меняются, поставщики предлагают все новые модели, чтобы удовлетворить требованиям миниатюризации, функциональности и надежности. Чаще всего поверхностный smd монтаж используется для пассивных устройств или «чипов» (кристаллов) - резисторов, конденсаторов, индуктивностей и дросселей. Чип-конденсаторы и резисторы часто имеют четырехзначный код маркировки в котором зашифрован типоразмер smd компонента , например, 1825, 1210 или 0804. Первые две цифры обозначают длину компонента, которой является расстояние между выводами (контактами) в сотых долях дюйма. Две вторые цифры относятся к ширине smd компонента также в сотых долях дюйма (для пассивных устройств существует аналогичная кодовая маркировка, основанная на метрической системе [мм], фактические значения очень близки к английским значения и могут быть источником путаницы, особенно при сотрудничестве с зарубежными компаниями). Таким образом, конденсатор типоразмера 1825 имеет длину 0,18 дюйма (4,6 мм) и ширину 0,25 дюйма (6,3 мм). На рисунке 1 представлена фотография пассивных чип-резисторов, различных типоразмеров. Чип-резисторы, как правило, очень надежны и, следовательно, относительно защищены от повреждений во время сборки по технологии поверхностного монтажа. Многослойные smd конденсаторы чувствительны к температуре и, следовательно, более склонны к образованию трещин при , особенно в условиях быстрой смены температур.
Рисунок 1 — Чип-резисторы различных типоразмеров
Чип-резистор имеет алюмокерамическое основание, на который нанесена тонкая пленка резистивного элемента. Поверх резистивного элемента на его концах и частично в нижней части расположены проводящие элементы, которые и припаиваются к печатной плате. Проводящие элементы состоят из термостойкой толстой пленки на основе Ag, никелевого или медного барьерного слоя и гальванически нанесенного покрытия из Sn, Sn-Pb или Au.
Чип-конденсаторы изготавливают из специальной оксидной керамики, в них чередуются слои керамики и тонкие слои пленки, что обеспечивает определенное значение емкости устройства. Это конденсатор многослойного тонкопленочного (MLTF) типа. Второй тип конденсаторов имеет электроды на верхней и нижней поверхностях однородного «блока» из керамики. Керамика, используемая для изготовления чип-конденсаторов более хрупкая, чем алюминиевая металлокерамика чип-резисторов. Слоистая конструкция MLTF-конденсаторов делает их более чувствительными к механическим и тепловым ударам. В чип-конденсаторах используются аналогичные металлические проводящие слои, которые припаиваются к печатной плате, как было описано ранее для резисторов. Пример керамических чип-конденсаторов приведен на рисунке 2.

Рисунок 2 — Керамические чип-конденсаторы
Чип-индуктивности выпускают двух типов. Индуктивности для smd монтажа состоят из тонкой медной проволоки, намотанной на сердечник из оксида алюминия. Размеры сердечника и число обмоток определяют величину индуктивности. Вторым видом являются тонкопленочные smd индуктивности. В них на сердечнике из оксида алюминия размещена обмотка из проводящей пленки (несмотря на значительно более простое изготовление тонкопленочных smd индуктивностей, они имеют ограниченный диапазон значений). Пример керамических чип-индуктивностей приведен на рисунке 3.
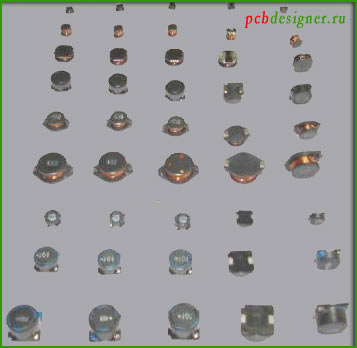
Рисунок 3 — Примеры чип-индуктивностей
Примерно 40 % поверхностно-монтируемых (smd) пассивных компонентов изделия составляют чип-конденсаторы . Их миниатюризация имеет решающее значение для уменьшения размера и массы электронного изделия. Для портативной электроники (например, мобильных телефонов, КПК и пейджеров) обычно используются smd конденсаторы типоразмером от 0603 до 0402 и 0201.
Некоторые диоды и все активные устройства поставляются в различных корпусах с периферическими и матричными выводами. Диоды и транзисторы, как правило, имеют SO-корпуса : соответственно SOD-корпуса для диодов и SOT-корпуса для транзисторов . Корпус (package) изготавливают из термостойкого пластика. У SOD-package два вывода, у SOT-package соответственно три. Ножки элементов сделаны из прочных медных или железных сплавов и имеют форму «крыла чайки». Для больших активных устройств требуется больше ножек. Эти элементы имеют SOIC-корпуса с выводами малой длины в виде крыла чайки, которые выступают с обеих сторон длинной стороны smd элемента.
Выводы типа «крыло чайки» очень прочны и расположены с шагом 1,27 мм (50 mil), или 0,635 мм (20 mil). Шагом называется расстояние между центральными осями двух соседних выводов.
Дальнейшее увеличение количества ножек реализовано путем их размещения по всем четырем сторонам smd корпуса. Ножки сделаны в форме крыла чайки или имеют J-образную форму. J-конфигурация снижает площадь контактной площадки благодаря изгибу вывода внутрь, под smd корпус. Как и выводы типа «крыло чайки», J-образные выводы очень прочны и расположены с шагом 1,27 мм (50 mil) и 0,635 мм (20 mil).
Элементы для поверхностного монтажа шагом меньше 0,635 мм, начиная с 0,5 мм и 0,4 мм, называются smd компонентами с мелким шагом выводов. Мелкие ножки у surface mounted devices соответственно более хрупкие, поэтому они легко повреждаются во время обработки и монтажа по . Кроме того, к компланарности выводов smd корпусов с мелким шагом предъявляются более строгие требования. Компланарными называются выводы элементов для поверхностного монтажа, монтируемых по surface-mount technology, нижние стороны которых на выходе из корпуса лежат в одной плоскости. Если ножки некомпланарные, например, одна расположен выше общей плоскости, то она, вероятнее всего, окажется не припаянной из-за малого количество паяльной пасты, используемой для пайки таких мелких выводов. Если же ножка smd компонента окажется слишком низко, то она будет повреждена во время установки компонента. Кроме того, она может стереть точку пасты, что приведет к некачественному соединению или короткому замыканию с соседним выводом после поверхностного монтажа.
Второй тип компоновки микросхем для поверхностного монтажа с периферическими выводами – это безвыводной керамический кристаллодержатель (LCCC). Эта компоновка подразумевает наличие керамических материалов; а ножки элемента по форме напоминают зубцы, они расположены на всех четырех сторонах корпуса. Ножки smd компонентов покрыты никелевым слоем, поверх которого нанесен слой золота, именно он и подвергается пайке. Никелевый и золотой слои нанесены и снизу (на основание ножки). LCCC микросхемы можно устанавливать только на подложку с таким же или более низким температурным коэффициентом линейного расширения, т.е. температурные коэффициенты линейного расширения подложки печатной платы и керамического кристаллодержателя должны быть примерно равны. В противном случае паянные соединения элементов поверхностного монтажа быстро разрушатся под действием термомеханической усталости в условиях даже незначительных циклических колебаний температуры.
Корпуса с матричными выводами - это BGA, CSP, LGA, DCA/FC (пример BGA микросхемы для поверхностного монтажа приведен на рисунке 4), а также керамические корпуса с тугоплавкими столбиковыми выводами (CCGA). Общей характеристикой этих элементов является то, что пайке подвергаются ряды шариков припоя с нижней стороны корпуса, а не периферические выводы или зубцы. Разница между BGA- и CSP-корпусами в том, что у последних размеры компаунда для опрессовывания должны быть в 1,2 раза меньше соответствующих размеров кристалла. На размеры BGA-корпусов никакие ограничения не накладываются.

Рисунок 4 — Пример микросхемы в BGA-корпусе
Типичный размер шага составляет 1,27 мм и 1,0 мм для BGA- и CSP-корпусов, соответственно. Здесь шагом называется расстояние между центральными осями любых двух шариков или контактных площадок. Таким образом, требования к точности совмещения для матричных корпусов с применением технологии поверхностного монтажа не являются очень строгими. Кроме того, при пайке smd элементов расплавляется достаточное количество припоя, чтобы под действием силы поверхностного натяжения припоя обеспечить самостоятельное совмещение корпуса компонента и контактной площадки печатной платы . Однако, когда количество шариков достигает нескольких тысяч, необходимо уменьшать как размер шариков, так и шаг между ними, что в свою очередь приводит к уменьшению допусков на установку компонентов. Такая же картина наблюдается и в случае DCA-корпусов, в которых размер шариков припоя и шаг между ними, как правило, равны соответственно 0,10 мм и 0,25 мм.
Микросхемы с CCGA-компоновкой являются вариантом BGA , в которых шарики припоя были заменены столбиками из припоя. Столбики позволяют устанавливать керамический корпус на печатную плату из органических слоистых материалов со значительным температурным коэффициентом линейного расширения, поскольку они способны уменьшить высокие напряжения, создаваемые в результате различных величин теплового расширения двух материалов. Столбики изготавливают из тугоплавких свинцовых сплавов (на-пример, 95 % РЬ и 5 % Sn или 90 %РЬ и 10 % Sn), которые не плавятся при пайке эвтектическими оловянно-свинцовыми припоями. На столбики иногда наматывают медную проволоку, чтобы увеличить их надежность, поскольку обнаженные столбики подвержены повреждениям во время обработки и установки на печатную плату.
Ускоренное развитие технологии поверхностного монтажа (SMT-технологии) компонентов вызвало необходимость создания нестандартных корпусов и конфигураций выводов smd компонентов, что привело к разработке устройств сложной формы. Примерами компонентов сложной формы являются поверхностно-монтируемые переключатели и разъемы, а также множество типов индуктивностей (рисунок 2), светодиодов и трансформаторов. Как правило, так называемые поверхностно-монтируемые разъемы фактически могут быть установлены по смешанной технологии, частично в сквозные отверстия, обеспечивая механическую прочность, необходимую для установки и удаления кабеля, а их поверхностно-монтируемые выводы обеспечивают электрическое соединение (при монтаже в отверстия межсоединения получают путем PIP-технологии или ).
С поверхностным монтажом smd компонентов сложной формы связано множество проблем . Во-первых, необходимо предусмотреть точные размеры контактных площадок на печатной плате. Кроме того, нужны , чтобы обеспечить правильное количество паяльной пасты при печати. Для обработки таких компонентов может потребоваться специальная настройка инструментов автоматического установщика поверхностно монтируемых изделий. И, наконец, smd компоненты сложной формы, как правило, больше и тяжелее. Поэтому вполне возможно, что они не будут самостоятельно совмещаться с контактными площадками платы во время .
Переход на оказал существенное влияние на характеристики поверхностно-монтируемых изделий . Для соответствия бессвинцовой технологии пассивных устройств и элементов с периферическими выводами традиционное гальваническое оловянно-свинцовое покрытие было заменено покрытием из чистого олова. Использование оловянных покрытий создает проблемы оловянных усов, которые потенциально способны вызвать короткие замыкания в процессе эксплуатации индуктивностей. Оловянно-свинцовые сплавы в шариках припоя BGA-, CSP- и DCA-корпусов, имеющие температуру плавления 183 °С, заменяются сплавами Sn-Ag-Cu с температурой плавления 217 °С. В случае DCA/FC- и CCGA-корпусов для изготовления шариков и столбиков припоя используются сплавы с высоким содержанием РЬ, которые не расплавляются во время smd пайки припоями Sn-Ag-Cu, используемыми для получения межсоединений второго уровня.
Установка и пайка SMD элементов в домашних условия — в наше время все большую популярность приобретает сборка электронных устройств именно на компонентах SMD, предназначенных для установки на поверхность платы. Такая технология монтажа обусловлена максимально плотной компоновкой деталей, да и в плане экономики является технологически дешевым производством. В интернете можно найти множество статей посвященных методам монтажа таких электронных компонентов, но у каждого радиолюбителя есть свои способы работы с СМД-деталями, так и я в своей статье хочу поделится своими навыками в проведении поверхностного монтажа электронных деталей как с начинающими радиолюбителями, так и с теми куму еще не доводилось работать с SMD.
Внимание! Все картинки кликабельны.
Необходимые инструменты и материалы
Немного об инструментах и материалах, которые потребуются в процессе работы. Обязательно должен быть хороший пинцет, иголка (можно от шприца), для нанесения флюса потребуется шприц с толстой иглой, кусачки, легкоплавкий припой, а так как сами детали миниатюрные и не вооруженным глазом с ними затруднительно работать, поэтому потребуется еще увеличительное стекло. А в идеале не плохо бы иметь у себя прибор такой как налобная лупа, например вот такой марки: MG81001-3LED — это увеличительное стекло с набором трехмерных линз и встроенной светодиодной подсветкой. И еще обязательным материалом должен быть у вас жидкий флюс, например F-3 или самостоятельно приготовленный из порошка чистой канифоли и спирта, но все же рекомендуется пользоваться флюсами промышленного производства, в продаже их выбор огромен.

В бытовых условиях паять SMD-детали предпочтительнее всего горячим воздухом, для этого существуют специальные паяльные станции, а вместо обычного паяльника установлен электрический фен. Такое оборудование сейчас в продаже присутствует то же в большом количестве, а если китайского производства, то и цены невысокие. Вот здесь на фото показан такой китайский прибор, название трудно произносится, но работает эта станция уже около трех лет и пока безотказно.

Естественно нужен будет не большой паяльник с тонким наконечником, куда без него? Преимущество здесь отдается набору паяльных жал «Микроволна», изготовленных по технологии немецкой фирмой Ersa c 80-летним стажем. В наборе имеются жало разнообразных форм и назначений, более распространенная конструкция это жало с внутренним углублением, в котором скапливается дозированное количество припоя и удобно при работе с деталями плотной компоновки, а так же уменьшается вероятность залипания между близко расположенными выводами микросхем. Обязательно приобретите такой набор сменных паяльных жал, который намного облегчит вам пайку. В случаи если вы пока не обзавелись такими наконечниками, то можно паять и обычным тонким конусным жалом.

На заводских конвейерах монтаж SMD деталей производится методом нанесение на плату специальной пасты, затем с помощь роботов размещаются компоненты на свои установочные места, тем самым прилипая к паяльной пасте и по конвейеру отправляются в термическую печь, В печи происходит нагрев плат до заданной температуры. В процессе нагрева, флюс из паяльной пасты испаряется, а припой расплавляясь образует надежное контактное соединение детали с печатной платой.

Отталкиваясь от заводских технологий можно попытаться воспроизвести эти работы в условиях домашней мастерской. Паяльную пасту сейчас приобрести думаю не составит труда, так как она имеется в магазинах электроники и на радио-рынках в широком ассортименте. Что бы наносить пасту на плату в дозированном количестве, нужно воспользоваться тонкой иголкой от шприца. Я думаю наиболее подходящим вариантом будет применение самого шприца, в который набирается паста, а потом выдавливается на контактные площадки платы. На фото показано как не надо делать, то есть выдавлено слишком большое количество пасты, особенно в левой части платы.
Тем не менее продолжаем работу по установке компонентов. На площадки с нанесенной пастой размещаем детали, на данный момент это конденсаторы и резисторы. На этой стадии компоновки без пинцета никак не обойтись, при чем пинцет должен быть желательно с загнутыми концами, мне например таким удобнее пользоваться.
Для одноразовой установки деталей можно конечно обойтись и без пинцета, скажем взять зубочистку, а ее кончик смазать каким то липким веществом, можно тем же флюсом, то вполне возможно установить компонент на площадку. Здесь просто кто как приспособиться.
После завершения компоновки деталей и установки их на предназначенные места, начинается процесс нагревания горячим воздухом. Легкоплавкий припой начинает плавится при температуре +178°С, а значение температуры горячего воздуха нужно устанавливать регулятором на паяльной станции в пределах +250°С, затем расположив наконечник фена на расстоянии примерно 100 мм, начинать осторожно греть плату при этом постепенно приближая сопло фена ближе к плате. Нужно быть внимательнее с давлением горячего воздушного потока, в случаи его сильного напора, велика вероятность сдувания всех деталей с платы. Так же как и в промышленном производстве, в нагревательной печи флюс испаряется при нагреве, а припой расплавляясь меняет свой цвет, и постепенно из темного превращается в светлый и блестящий. На снимке ниже показан именно момент его расплавление.
После завершения расплавления припоя, сопло фена нужно медленно отвести от поверхности печатной платы, тем самым дать возможность ей остыть. На фото показано, что в итоге вышло. Исследования показали: большие капли припоя в торцах деталей говорят о том, что пасты в этих местах избыточно, а где мало припоя — значит было мало пасты.
Может такое случиться, что в вашем регионе паяльная паста отсутствует или она для вас слишком дорогая, то есть вариант пайки без применения пасты. Этот способ будет показан на фото, а в качестве примера послужит микросхема. Вначале нужно на все площадки, куда будут устанавливаться компоненты, покрыть толстым слоем припоя, то есть применить лужение.

На снимках должно быть видно, контактные площадки покрыты припоем так, что они образуют некий бугорок. Здесь одним из важных условий является равномерное нанесение припоя на все площадки, то есть бугорки по высоте должны быть одинаковы.После того как вы произвели лужение, на места установки элементов капаем из шприца немного флюса и немного подождем пока он загустеет. В таком состоянии к флюсу легче будут прилипать SMD-детали. С особой аккуратностью с помощью пинцета устанавливаем микросхему на отведенное для нее место. Совместить выводы микросхемы с площадками на плате, это уже дело принципа.

Вблизи микросхемы я расположил некоторое количество пассивных элементов, керамические и полярные конденсаторы. Что бы избежать выпадания деталей с платы под воздействием горячей струи воздуха от фена, начинаем греть плату как уже писалось выше, с некоторым удалением сопла фена от поверхности деталей. Главное не торопитесь с прогревом, не аккуратное движение струей воздуха и мелкие детали все разлетятся.

Вот посмотрите, что вышло в результате этих действий. На снимке видно, что емкости припаяны, как и должно быть, а вот несколько ножек микросхемы, обозначенные красным цветом не припаялись. Это брак может быть вызван несколькими причинами, такие как недостаточно припоя на площадках или мало было нанесено флюса. Исправляется это обыкновенным паяльником с тонким конусным наконечником. Нужно опять добавить немного флюса на площадку и пропаять с добавлением припоя. Для предупреждения таких дефектов нужно всегда пользоваться лупой.

У тех радиолюбителей, у кого нет паяльной станции можно обходится, как было сказано выше, простым паяльником. Ниже, на картинках показаны примеры пайки резисторов и две микросхемы при помощи паяльника. В качестве первого примера будет резистор. На заранее подготовленные контактные площадки, то есть уже с нанесенным на них припоем и флюсом устанавливаем резистор. Чтобы избежать его сдвига во время пайки, его нужно прижать шилом или иглой.
Далее хватает кратковременного прикосновения жалом паяльника вывода детали на площадке и компонент тут же будет припаян. Старайтесь набирать припой жалом паяльника не очень много, иначе из-за излишек может произойти затекание припоя относительно соседних выводов или дорожек.
Вот здесь результат пайки резистора

Качество конечно оставляет желать лучшего, но зато надежно. Снижение качества пайки происходит из-за неудобства одновременно паять, прижимать резистор и делать фото, то есть проблема в отсутствии «третьей руки».
Остальные электронные компоненты припаиваются аналогичным способом. Что касается меня, то вначале я припаиваю к контактной площадке основание мощного транзистора, при этом припой не экономлю. Части припоя необходимо затечь под корпус полупроводника, что создаст дополнительный надежный электрический и тепловой контакт.

Что бы не было сомнений в надежности пайки, то когда начинаете паять деталь, пошевелите иглой корпус транзистора, он должен немного скользить, это доказывает что припой под корпусом полностью расплавился, а излишки выдавятся наружу, тем самым улучшая тепловой контакт. На снимке показана уже запаянная микросхема стабилизатора.

После припайки одной ножки, нужно еще раз проверить точность установки микросхемы и совпадения ее ножек с площадками, а затем уже паяем остальные выводы по краям.

Теперь микросхема надежно закреплена с четырех сторон. Соблюдая осторожность паяем остальные ножки, при этом следите за тем, чтобы не сделать перемычек припоем между выводами микросхемы.

Вот на этом этапе работы очень поможет наконечник для паяльника «микроволна», о нем говорилось в начале статьи. Используя это жало, можно без особого труда паять сборки микросхем с большим количеством выводов, достаточно легким способом, просто вести наконечником паяльника вдоль ножек микросхемы. Перемычки между выводами бывают очень редко, а время пайки чипа с более чем полсотни ножек на одной стороне занимает около минуты. Вот такое это удивительное жало. Ну, а если у вас его нет то делайте работу простым коническим наконечником, но очень аккуратно.

Если произошел такой неприятный момент как спаивание нескольких выводов микросхемы вместе, а только одним паяльником убрать эти перемычки всегда проблематично.
То тогда убрать их можно с помощью отрезка оплетки, взятого от экранированного провода. Оплетку необходимо поместить в емкость с флюсом, что бы она пропиталась, а потом приложить на проблемное место с наплывом припоя и паяльником через эту оплетку разогреть припой.

Весь лишний припой впитается в оплетку, а площадка и зазор между выводами микросхемы останутся чистыми и свободными от ненужного залипания.

В конце статьи остается надеяться, что этот пост хотя бы немного был полезен для вас. А качество фотоснимков не вызвало у вас раздражения, так как фото делались одновременно с пайкой. Удачи всем в делах электронных!
 (1 оценок, в среднем: 5,00 из 5)
(1 оценок, в среднем: 5,00 из 5)

