Изготовление катушек на заказ. Технология изготовления катушек. Каркасные и бескаркасные катушки
30.03.2015
Катушки полюсов, выступающие в электрической машине в качестве обмоток возбуждения, подразделяются на два основных типа:
- катушки полюсов синхронных машин;
- катушки главных и дополнительных полюсов машин постоянного тока.
Исходя из специфики схемы включения различают следующие виды катушек полюсов с обмоткой:
- шунтовые (с параллельной обмоткой);
- сериесные (с последовательной обмоткой);
- компаундные (со смешанной обмоткой).
Производство катушек с параллельной обмоткой осуществляется из прямоугольного или круглого изолированного провода; изготовление катушек с последовательной обмоткой - из неизолированного прямоугольного. Компаундные катушки представляют собой комбинацию из двух раздельно намотанных катушек (с последовательной и параллельной обмоткой), которые собираются вместе, изолируются и обрабатываются пропиткой. В зависимости от завода изготовителя и его технического регламента, условия по перемотке электродигателя следует выполнять точно в срок.
Каркасные и бескаркасные катушки
Катушки главных полюсов - как с последовательной, так и с параллельной намоткой - являются каркасными. Они наматываются на стальной каркас и на нем насаживаются на сердечник полюса. Перед намоткой каркас вручную изолируется несколькими слоями микафолия, после чего на нем укрепляется выводная пластина, которая припаяна к началу обмоточного провода.
По завершении намотки катушки сушатся и пропитываются, далее - покрываются лаком и вновь подвергаются просушке (на открытом воздухе).
Бескаркасные катушки относятся к катушкам дополнительных полюсов. Намотка изделий осуществляется на специальные деревянные или стальные шаблоны, служащие исключительно для этой операции. При ремонте электрических машин деревянные используются при намотке катушек малых машин, стальные - средних и больших. Для предотвращения истирания корпусной изоляции катушки о поверхность сердечника полюса между катушкой и сердечником вставляется специальный фланец из металла или картона.
После намотки бескаркасные катушки подвергаются тому же набору операций (сушка, пропитка, лакирование, сушка). В электрических машинах используются преимущественно бескаркасные катушки.
Компания «ПромЭлектроРемонт» оказывает с использованием как каркасных катушек, так и бескаркасных.
Предприятие «Точность» осуществляет изготовление высокоточных катушек, а также других моточных изделий с диаметром провода 0,01-0,5 мм и наружным диаметром обмотки до 450 мм. Такие элементы применяются в радиотехнической, электронной промышленности.
Техническое оснащение производства позволяет сохранять заданное число витков с точностью до витка и оперативно изготавливать продукцию крупными и мелкими партиями.
Намотка катушек на заказ возможна при наличии конструкторской документации: электрической схемы, сборочного чертежа или эскиза изделия.
Намоточные станки «Метеор»
Для работы с моточными изделиями применяются высокотехнологичные швейцарские станки «Метеор»: они отвечают всем необходимым требованиям, предъявляемым к оборудованию подобного типа.
Намоточный станок «МЕТЕОР» обладает следующими характеристиками:
- Он способен производить намотку катушек на заказ с точностью +1 виток;
- Подходит для рядовой, секционной и иных типов намотки;
- Общее число витков достигает 15 000;
- Ширина обмотки в диапазоне от 0,2 до 70 миллиметров;
- Диаметр проволоки составляет 0,01-0,5 мм;
- Наружный диаметр обмотки колеблется в пределах 50 мм.
Встроенный привод позволяет настраивать режим намотки в зависимости от типа изделия и легко перепрограммировать его на необходимые показатели. Конструкция станка рассчитана на обеспечение максимальной точности намотки и стабильности работы. Высокая производительность обеспечивает оперативность выполнения заказа вне зависимости от величины партии, а также снижение себестоимости конечного продукта.
Все это позволяет заказчикам ООО «Точность» получать все преимущества гибкой ценовой политики компании.
ООО «Точность» - это современное производство радиотехнических катушек и моточных изделий для часов, электроники и сложного промышленного оборудования. Наш высокий профессионализм и многолетний опыт работы – гарантия того, что вам понравится результат нашего сотрудничества!
Получить консультацию специалиста или оставить заявку можно по телефону
ОАО «ЭЛТЕЗА» предлагает профессиональную намотку катушек трансформаторов в Москве, с полноценной гарантией качества. Наши производственные мощности состоят из парка специализированных станков, численностью 20 единиц, что позволяет нам оперативно справляться с самыми крупными заказами и всегда гарантировать качество и соблюдать сроки выполнения работ. Опытный, высококвалифицированный персонал является основой успешности нашей деятельности и способен быстро решить любые проблемы, которые могут появиться в процессе выполнения работ.
Профессиональная намотка катушек трансформаторов
Намотка трансформаторных катушек – это работа, требующая высокой точности и аккуратности при выполнении. Малейшая неточность здесь может привести к нарушению функциональности, работоспособности и эксплуатационных характеристик оборудования. Наша компания выполнит намотку трансформаторных и дроссельных, катушек и др. моточные изделия на оборудовании СРН-0,5 с применением специального провода диаметром от 0,1 до 1,4 мм. Высокая производительность нашей компании обеспечивается превосходными производственными мощностями и опытным персоналом, который сможет оперативно выполнить любые объемы предполагаемых работ. Заказывая у нас намотку трансформаторных катушек, вы сможете быть абсолютно уверенные в качестве выполняемых работ и рассчитывать на стопроцентный результат при выполнении любых заказов.
Профессиональные услуги ОАО «ЭЛТЕЗА»
Выполняемая нами намотка катушек трансформаторов полностью соответствует актуальным стандартам качества и является основой популярности данной услуги. Наши сотрудники всегда будут рады предложить наиболее выгодные цены и прочие условия выполнения работы, которые станут основой длительного взаимовыгодного сотрудничества. Обращайтесь к нашим менеджерам или звоните по телефонам на сайте. С нами всегда можно договориться о выполнении работы на самых выгодных финансовых условиях.
Страница 44 из 71
Применяемые катушки напряжения бывают включающими, отключающими, удерживающими, выдержки времени, тормозными и др.; по роду тока - постоянного тока и переменного тока; по конструктивно-технологическому признаку катушки напряжения делятся на каркасные и бескаркасные. Каркасные катушки имеют одно- и двухсекционное исполнения.
Бескаркасные катушки более просты в изготовлении, но имеют пониженную теплоотдающую способность, сниженную механическую прочность изоляции, не имеют конструктивных элементов, обеспечивающих их надежное крепление к тем или иным частям аппаратов. Основные технологические операции следующие: заготовительные операции, намотка, пропитка и сушка обмотки или компаундирование, отделочные операции, пооперационный контроль с промежуточными и конечными испытаниями обмотки.
В объем заготовительных операций входят: комплектация намотки каркасами (для каркасного исполнения) и обмоточным проводом; подбор изоляционных материалов в соответствии со спецификациями сборочных чертежей катушек; подготовка выводов - жестких или мягких и прочих материалов, необходимых при обмоточных работах, обычно предусматриваемых в технологической документации на обмоточные работы.
Бумагу, применяемую для межслойной изоляции с целью увеличения проникающей способности пропиточного лака и компаунда, перфорируют пробивкой в шахматном порядке круглых отверстий. Нарезку на узкие полосы бумаги, миканита, картона и других листовых изоляционных и прокладочных материалов производят обычно при помощи рычажных ножниц.
Все заготовленные материалы до поступления на обмоточный участок проходят приемку ОТК.
Изготовление каркасов катушек.
На рис. 3-35 приведено одно из исполнений каркаса катушки сборной конструкции.
Гильза 1 изготовляется гнутой из стальной оцинкованной жести с фиксированным торцевым зазором 2-3 мм; изоляция 5 выполняется опрессовкой и запечкой из гибкого миканита или стеклоткани на основе термореактивной смолы. Шайбы 2, 3 и 6 изготовляются штамповкой. При сборке каркаса с насадкой шайб на гильзу 1 шайбы 3 подклеивают к шайбам 2 и 6 изоляционным лаком. Крепление торцевых шайб 2 производят отгибкой в приспособлении усиков 7 гильзы 1. Угловой изоляцией 4 служит намотанная в несколько слоев с проклейкой изоляционным лаком лента из лакоткани, предварительно надрезанная с одной стороны до половины ее ширины с шагом в 5-8 мм.
Сборные каркасы изготовляются из изолитовых гильз и гетинаксовых торцевых шайб путем склеивания.
Каркасы катушек, изготовляемые из пластмасс, отличаются рядом преимуществ перед сборными каркасами; изготовление их менее трудоемко; они более монолитны; имеют стабильные размеры и высокие изоляционные свойства; при применении пресс-материала марки АГ-4 каркасы обладают высокой механической прочностью.
На каркасах катушек предусматриваются специальные отростки, при помощи которых катушки крепятся к магнитопроводу.
Изготовление бескаркасных катушек.
Заданные чертежные размеры внутренних отверстий бескаркасных катушек и их торцов целиком определяются формой и размерами оправок. Их изготовляют разборными с припуском размеров, учитывающих последующее наложение основной изоляции внутренних отверстий и торцов катушек.
Основная изоляция бескаркасных катушек состоит из раскроя листового изоляционного материала (гибкого миканита, пленкокартона, стеклослюдинитофолия и др.), обеспечивающего заданный уровень изоляции обмотки катушек от заземленных или разнополярных металлических частей аппаратов.
Монолитность бескаркасных катушек обеспечивается межрядовыми прокладками конденсаторной или другой бумаги с подгибкой краев под первые витки последующих рядов, несколькими стяжками витков обмотки хлопчатобумажной лентой, наружной бандажировкой катушек и, наконец, пропиткой или компаундировкой их обмоток.
Намотка катушек.
Наибольшее распространение получили полуавтоматические станки открытой намотки многорядовых обмоток. Особенность конструкции этих станков состоит в обеспечении строгой согласованности между вращением шпинделя с каркасом или оправкой катушки и движением раскладывающего устройства с проводоводителем, снабженным реверсирующим устройством.
Величины намоточных станков с электроприводом различают по максимальным диаметрам обмоток обрабатываемых ими катушек, длинами последних и диаметрами обмоточных проводов.
При обмотке на полуавтоматических станках на долю ручных операций приходится: установка каркаса или оправки на станок; работы, связанные с изготовлением начальных и конечных выводов обмоток катушек; регулировка натяжения обмоточного провода с настройкой проводоводителя; пайка проводов; изолирование оголенных мест обмотки; закрепление выводов обмотки.
К автоматическим операциям относятся: раскладка обмоточного провода; реверс укладчика рядов; подача межрядовых бумажных прокладок; остановка станка при обрыве провода и при достижении заданного числа витков обмотки.
При массовом производстве начинают внедряться высокопроизводительные многоместные одношпиндельные (рис. 3-36, а), многошпиндельные (рис. 3-36, б) и многопозиционные обмоточные станки.
На рис. 3-37 изображена принципиальная схема шестипозиционного намоточного автомата карусельного типа для намотки каркасных катушек. Автомат имеет шесть шпинделей 3, равномерно расположенных на поворотном столе 1. 
На первой позиции из магазина с каркасами подающее устройство 4 устанавливает на шпиндель 3 каркас катушки. Шпиндели установлены на планшайбах 2. После поворота стола на позиции II происходит намотка катушки шпулей 5 с проводом и механизмом регулирования натяжения, на позиции III происходит закрепление выводов катушки с помощью склеивающего приспособления 6; на позиции IV-контроль обмотки на наличие короткозамкнутых витков приставкой 7; на позиции V - удаление бракованных катушек; на позиции VI - снятие годных катушек со шпинделя.
При крупносерийном и массовом производстве перспективным направлением является применение высокопроизводительных специализированных намоточных станков и намоточных станков с программным управлением вместо универсальных.
Намоточные работы заканчиваются приемкой ОТК с замером сопротивления обмоток, качества выводов, бандажировки, проверкой предварительных геометрических размеров. Обмотка катушек переменного тока подлежит проверке на отсутствие короткозамкнутых витков.
Clone PI-W и, вот, дело дошло до изготовления поисковой моно-катушки. А так как в настоящее время я испытываю некоторые финансовые затруднения, то передо мной стояла непростая задача - сделать катушку самому из максимально дешевых материалов.
Забегая вперед, сразу скажу, что с задачей я справился. В итоге у меня получился вот такой датчик:
Кстати говоря, получившаяся катушка-кольцо отлично подойдет не только для Clone, но и практически для любого другого импульсника (Кощей, Tracker, Пират).
Рассказывать буду очень подробно, так как дъявол зачастую кроется в деталях. Тем более, что коротких историй изготовления катушек в инете пруд пруди (типо, берем вот это, тут отрезаем, обматываем, склеиваем и готово!) А начинаешь делать сам и оказывается, что о самом важном упомянули вскользь, а кое о чем вообще забыли сказать... И получается, что все сложнее, чем казалось в самом начале.
Здесь такого не будет. Готовы? Поехали!
Задумка
Проще всего для самостоятельного изготовления мне показалась такая конструкция: берем диск из листового материала толщиной ~4-6 мм. Диаметр этого диска определяется диаметром будущей обмотки (в моем случае он должен быть равен 21 см).
Затем к этому блинчику с обоих сторон приклеиваем два диска чуть большего диаметра, чтобы получилась как бы шпулька для намотки проволоки. Т.е. такая сильно увеличенная по диаметру, но сплюснутая по высоте катушка.
Для наглядности попробую изобразить это на чертеже:
Надеюсь, основная задумка ясна. Просто три диска, склеенные между собой по всей площади.
Выбор материала
В качестве материала я планировал взять оргстекло. Оно отлично обрабатывается и клеится дихлорэтаном. Но, к сожалению, так и не смог найти его забесплатно.
Всякие колхозные материалы типа фанеры, картона, крышек от ведер и т.п. я сразу отбросил, как непригодные. Хотелось чего-то прочного, долговечного и желательно водонепроницаемого.
И тогда мой взор обратился к стеклоткани...
Ни для кого не секрет, что из стеклоткани (или из стекломата, стеклохолста) делают все, что душе угодно. Даже моторные лодки и бамперы для автомобилей. Ткань пропитывают эпоксидной смолой, придают ей нужную форму и оставляют до полного отвердения. Получается прочный, водостойкий, легкообратываемый материал. А это как раз то, что нам нужно.
Итак, нам нужно сделать три блинчика и уши для крепления штанги.
Изготовление отдельных частей
Блины №1 и №2
Расчеты показали, что для получения листа толщиной 5.5 мм нужно взять 18 слоев стеклоткани. Чтобы снизить расход эпоксидки, стеклоткань лучше заранее нарезать кружочками требуемого диаметра.
Для диска диаметром 21 см как раз хватило 100 мл эпоксидной смолы.
Каждый слой нужно тщательно промазать, а затем всю стопку положить под пресс. Чем больше будет давление, тем лучше - лишняя смола выдавится, масса конечного изделия станет чуточку меньше, а прочность чуточку больше. Я нагрузил сверху примерно сотню килограмм и оставил до утра. На следующий день получился вот такой блинчик:
Это самая массивная часть будущей катушки. Весит он - будь здоров!
Потом расскажу, как за счет этой запчасти можно будет ощутимо снизить массу готового датчика.
Точно таким же образом был сделан диск диаметром 23 см и толщиной 1.5 мм. Его масса - 89 г.
Блин №3
Третий диск клеить не пришлось. В моем распоряжении оказался лист стеклотекстолита подходящего размера и толщины. Это была печатная плата от какого-то древнего устройства:
К великому сожалению, плата была с металлизированными отверстиями, поэтому пришлось потратить какое-то время на их высверливание.
Я решил, что это будет верхний диск, поэтому проделал в нем отверстие под ввод кабеля.
Уши для штанги
Остатков текстолита как раз хватило на уши для крепления корпуса датчика к штанге. Выпилил по два кусочка на каждое ухо (чтобы было прочно!)
В ушах надо сразу же просверлить отверстия под пластиковый болт, так как потом будет очень неудобно этим заниматься.
Кстати, это крепежный болт для стульчака унитаза.
Итак, все составляющие нашей катушки готовы. Осталось все это склеить в один большой бутерброд. И не забыть завести внутрь кабель.
Сборка в одно целое
Сначала верхний диск из дырявого стеклотекстолита склеил со средним блинчиком из 18 слоев стеклоткани. На это ушло буквально несколько миллилитров эпоксидки - этого хватило, чтобы промазать обе склеиваемые поверхности по всей площади.


Монтаж ушей
С помощью лобзика пропилил пазы. В одном месте, естественно, слегка перестарался:
Чтобы ухи хорошо легли, сделал небольшой скос на краях пропилов:
Теперь надо было решить, какой вариант лучше? Уши-то можно поставить по-разному...
Катушки промышленного производства чаще сделаны по правому варианту, мне же больше нравится левый. Я вообще частенько принимаю левые решения...
По идее, правый способ лучше сбалансирован, т.к. крепление штанги оказывается ближе к центру тяжести. Но далеко не факт, что после облегчения катушки, ее центр тяжести не сместится в ту или иную сторону.
Левый способ крепления чисто визуально выглядит приятнее (ИМХО), к тому же в этом случае общая длина металлоискателя в сложенном виде будет на пару сантиметров меньше. Для того, кто планирует возить прибор в рюкзаке, это может оказаться важным.
В общем, я свой выбор сделал и приступил к вклеиванию. Обильно намазал бокситкой, надежно зафиксировал в нужном положении и оставил застывать:
После застывания, все торчащее с обратной стороны сошкурил наждачкой:

Ввод кабеля
Затем с помощью круглого надфиля подготовил канавки для проводников, завел соединительный кабель через отверстие и вклеил его намертво:

Для предотвращения сильных перегибов, кабель в месте ввода нужно было как-то усилить. Для этих целей я заюзал, невесть откуда взявшуюся у меня, вот такую резиновую фигнюшку:
Короче, настругал немного стеклоткани:
и круто замешал ее с бокситкой с добавлением пасты от шариковой ручки. Получилась вязкая субстанция, похожая на мокрые волосы. Таким составом можно замазывать любые щели без проблем:
Кусочки стекловолокна придают шпатлевке необходимую вязкость, а после застывания обеспечивают повышенную прочность клеевого шва.
Чтобы смесь как следует уплотнилась, а смола пропитала витки провода, обмотал все это изолентой в натяг:
Изолента должна быть обязательно зеленой или, на худой конец, синей.
После того, как все хорошенько застыло, мне стало интересно, насколько прочной получилась конструкция. Оказалось, что катушка спокойно выдерживает мой вес (около 80 кг).
На самом деле такая сверхпрочная катушка нам не нужна, гораздо важнее ее вес. Слишком большая масса датчика обязательно даст о себе знать болью в плече, особенно, если вы планируете вести длительный поиск.
Облегчайзинг
Чтобы уменьшить вес катушки, было решено выпилить некоторые участки конструкции:
Данная манипуляция позволила скинуть 168 грамм лишнего веса. При этом прочность датчика практически не уменьшилась, в чем можно убедиться благодаря данному видео:
Теперь задним умом понимаю, как можно было изготовить катушку еще немного легче. Для этого надо было заранее наделать больших отверстий в среднем блинчике (перед тем, как все склеивать). Что-то типа такого: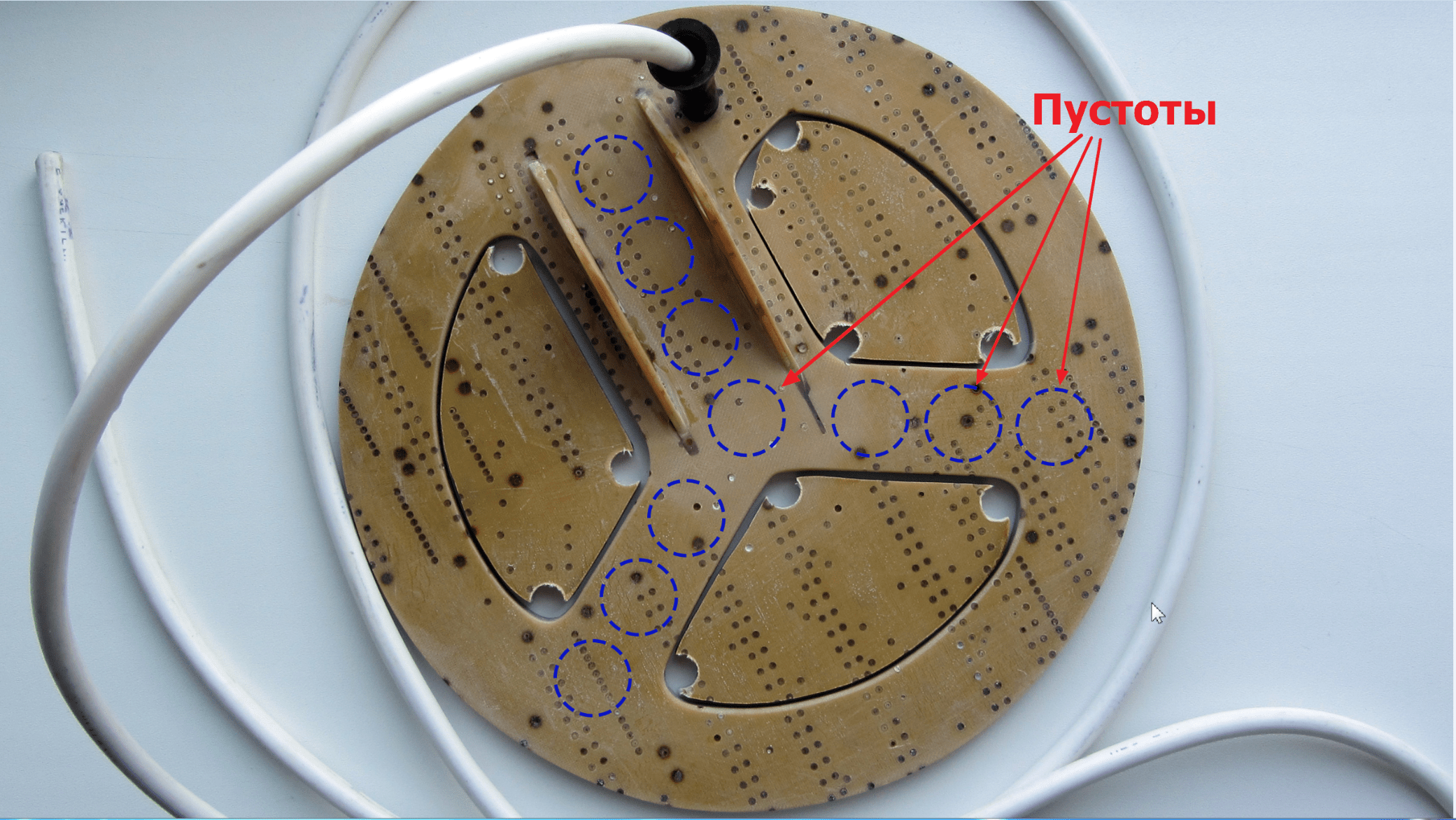
Пустоты внутри конструкции почти не сказались бы на прочности, но зато снизили бы общую массу еще грамм на 20-30. Сейчас, конечно, уже поздняк метаться, но на будущее учту.
Еще один путь облегчения конструкции датчика - уменьшить ширину наружного кольца (где уложены витки провода) миллиметров на 6-7. Конечно, это можно сделать и сейчас, но пока нет такой необходимости.
Финишная окраска
Нашел отличную краску для стеклотекстолита и изделий из стекловолокна - эпоксидная смола с добавлением красителя нужного цвета. Так как вся конструкция моего датчика изготовлена на основе бокситки, то краска на основе смолы будет иметь отличную адгезию, и ляжет как родная.
В качестве красителя черного цвета применил алкидную эмаль ПФ-115, добавляя ее до получения нужной укрывистости.
Как показала практика, слой такой краски держится очень прочно, а выглядит так, будто изделие обмакнули в жидкий пластик:

При этом цвет может быть любым в зависимости от используемой эмали.
Итоговая масса поисковой катушки вместе с кабелем после покраски - 407 г
Кабель отдельно весит ~80 грамм.
Проверка
После того, как наша самодельная катушка для металлоискателя была полностью готова, надо было проверить ее на отсутствие внутреннего обрыва. Самый простой способ проверки - тестером измерить сопротивление обмотки, которое в норме должно быть очень низким (максимум 2.5 Ома).
В моем случае сопротивление катушки вместе с двумя метрами соединительного кабеля оказалось в районе 0.9 Ом.
К сожалению, таким простым способом не получится выявить межвитковое замыкание, поэтому приходится рассчитывать на свою аккуратность при намотке. Замыкание, если оно есть, сразу же проявит себя после запуска схемы - металлоискатель будет потреблять повышенный ток и иметь крайне низкую чувствительность.
Заключение
Итак, считаю, что поставленная задача была выполнена успешно: мне удалось сделать очень прочную, водостойкую и не слишком тяжелую катушку из самых бросовых материалов. Список расходов:
- Лист стеклотекстолита 27 х 25 см - бесплатно;
- Лист стеклоткани, 2 х 0.7 м - бесплатно;
- Эпоксидная смола, 200 г - 120 руб;
- Эмаль ПФ-115, черная, 0.4 кг - 72 руб;
- Намоточный провод ПЭТВ-2 0.71 мм, 100 г - 250 руб;
- Соединительный кабель ПВС 2х1.5 (2 метра) - 46 руб;
- Кабельный ввод - бесплатно.
Теперь передо мной стоит задача изготовления точно такой же нищебродской штанги. Но это уже .

 (1 оценок, в среднем: 5,00 из 5)
(1 оценок, в среднем: 5,00 из 5)

