तारों के सिरों को सील करना. सूखी केबल समाप्ति
शनिवार, मार्च 10, 2012 10:00:00
केबल समाप्ति
में वितरण उपकरणकेबलों को उनके कनेक्शन बिंदुओं पर समाप्त करने के लिए उपयोग किया जाता है विभिन्न प्रकार केअंत सील.
के लिए अंत सील बिजली की तारेंकागज के साथ और प्लास्टिक इन्सुलेशनतकनीकी दस्तावेज के अनुसार किया जाना चाहिए।
पॉलीविनाइल क्लोराइड टेप के साथ सूखी अंत सील, साथ ही रबर के दस्ताने के रूप में अंत सील का उपयोग गीले और नम कमरों में नहीं किया जा सकता है, जिसमें शहरी नेटवर्क के सबस्टेशन और पूर्ण शामिल हैं ट्रांसफार्मर सबस्टेशनबाहरी स्थापना
1 - 10 केवी के वोल्टेज वाले केबलों को समाप्त करने के लिए, एपॉक्सी यौगिक से बने आवास के साथ केवीई समाप्ति का उपयोग किया जाता है, जो स्थापित करना आसान है और आग से सुरक्षित है।
अंत सील KVED
आंतरिक एपॉक्सी सील केवीईडी को दो-परत ट्यूबों के साथ समाप्त करें। 10 केवी के वोल्टेज के लिए केबलों के लिए एपॉक्सी आवरण से कोर के बाहर निकलने पर ट्यूबों के बीच की दूरी कम से कम 25 मिमी होनी चाहिए। केवीईडी टर्मिनेशन में कोर इंसुलेशन पर दो-परत ट्यूब लगाई जाती हैं, जिसकी बाहरी परत पॉलीथीन से बनी होती है, और भीतरी परत पॉलीविनाइल क्लोराइड से बनी होती है।
जड़ की जकड़न बढ़ाने के लिए कटिंग को एपॉक्सी यौगिक से भर दिया जाता है। ट्यूब की परतों के बीच केबल इन्सुलेशन की संसेचन संरचना के प्रवेश से बचने के लिए, कम से कम 20 मिमी की दूरी पर एक कदम बनाएं (ऊपरी पॉलीथीन परत को काटें), और क्षेत्र का इलाज करें विशेष गोंदपीईडी-बी, होना अच्छा आसंजन(आसंजन) एपॉक्सी से। इस गोंद का उपयोग चिकनाई करने के लिए किया जाता है भीतरी सतहट्यूब के ऊपरी सिरे पर, जिसे सिरे पर लगाया जाता है, इस स्थान पर ट्यूब के ऊपर मुड़ी हुई सुतली की एक पट्टी लगाई जाती है। स्थापित सील को विशेष तामचीनी से चित्रित किया गया है।
अंत सील KVEN
अंतिम सील KVEn KVED से इस मायने में भिन्न है कि कोर के इन्सुलेशन को सील करने के लिए दो-परत ट्यूबों के बजाय, नायराइट रबर से बनी ट्यूबों का उपयोग किया जाता है। ये ट्यूब डबल-लेयर ट्यूबों की तुलना में नमी के खिलाफ खराब इन्सुलेशन सुरक्षा प्रदान करते हैं और इसलिए इन्हें नम क्षेत्रों में उपयोग नहीं किया जाना चाहिए।
अंत सील केवीबी
केवीबी स्टील फ़नल में आंतरिक स्थापना के लिए अंत सील (आंतरिक बिटुमेन अंत सील) का व्यापक रूप से उपयोग किया जाता है। अंत सील के स्टील फ़नल में अंडाकार या गोल आकार हो सकता है। इन अंत सीलों में, केबल कोर के इन्सुलेशन पर 50% ओवरलैप के साथ इंसुलेटिंग टेप (चिपकने वाला पॉलीविनाइल क्लोराइड या वार्निश ग्लूइंग के साथ वार्निश कपड़े) की 3-4 परतें लपेटी जाती हैं, और उस स्थान पर एक शंक्वाकार घुमावदार बनाया जाता है जहां चीनी मिट्टी के बरतन होते हैं चुस्त फिट के लिए झाड़ियाँ लगाई जाती हैं। बिटुमिनस द्रव्यमान को बाहर निकलने से रोकने के लिए, फ़नल की गर्दन पर राल टेप की एक वाइंडिंग बनाई जाती है। फ़नल और केबल कोर को इनेमल से रंगा गया है। 1 केवी तक के वोल्टेज के लिए, अंत सील चीनी मिट्टी के बरतन झाड़ियों और कवर के बिना स्थापित की जाती हैं।
केबल टर्मिनेशन की मरम्मत
पावर केबल टर्मिनेशन की मरम्मत करते समय, यह आमतौर पर के दौरान किया जाता है वर्तमान मरम्मतसबस्टेशन उपकरण. पावर केबल टर्मिनेशन की मरम्मत करते समय, जांच लें कि चरणों से जमीन तक की दूरी PUE में निर्दिष्ट मानों के अनुरूप है। 6 केवी के वोल्टेज पर यह दूरी कम से कम 90 मिमी, 10 केवी पर - 120 मिमी होनी चाहिए।
पावर केबल टर्मिनलों की सतह को धूल से अच्छी तरह साफ किया जाता है। बाहरी निरीक्षण के दौरान, लग्स की अखंडता, केबल कोर के क्रॉस-सेक्शन के साथ उनका अनुपालन और सोल्डरिंग (वेल्डिंग, क्रिम्पिंग) की गुणवत्ता की जांच की जाती है। पाए गए दोष समाप्त हो जाते हैं।
6 और 10 केवी के वोल्टेज वाले स्टील फ़नल के लिए, चीनी मिट्टी के बरतन झाड़ियों को मिटा दिया जाता है और निरीक्षण किया जाता है। यदि वे टूट गए हैं या टूट गए हैं, तो उन्हें बदल दिया जाता है। यह कार्य केबल फिटर द्वारा किया जाता है, क्योंकि टर्मिनेशन को नष्ट करना आवश्यक है।
 यदि पर्याप्त फिलिंग कंपाउंड नहीं है, तो इसे टॉप अप कर दिया जाता है। यदि चरण इन्सुलेशन टूट गया है, तो इसे बहाल किया जाना चाहिए, जिसके बाद केबल कोर और फ़नल बॉडी को इनेमल पेंट से लेपित किया जाता है।
यदि पर्याप्त फिलिंग कंपाउंड नहीं है, तो इसे टॉप अप कर दिया जाता है। यदि चरण इन्सुलेशन टूट गया है, तो इसे बहाल किया जाना चाहिए, जिसके बाद केबल कोर और फ़नल बॉडी को इनेमल पेंट से लेपित किया जाता है।
एपॉक्सी यौगिक से बनी अंतिम सीलों का निरीक्षण किया जाता है और यदि संसेचन संरचना के रिसाव का पता चलता है, तो जकड़न बहाल करने के लिए उपाय किए जाते हैं। इसका उल्लंघन आमतौर पर पावर केबल टर्मिनलों को स्थापित करते समय सतह को कम करने के निर्देशों और अन्य तकनीकी निर्देशों का पालन न करने के परिणामस्वरूप होता है।
उस बिंदु पर संसेचन संरचना के रिसाव को खत्म करने के लिए जहां केबल आवरण में प्रवेश करती है, इसके निचले हिस्से को 40 - 50 मिमी के क्षेत्र में और केबल कवच (म्यान) के उसी खंड को एसीटोन या विमानन में भिगोए हुए कपड़े से हटा दें। गैसोलीन। खुरदरी सतह बनाने के लिए कवच क्षेत्र (खोल) को हैकसॉ ब्लेड, चाकू या फ़ाइल से संसाधित किया जाता है।
कॉटन टेप की एक दो-परत की वाइंडिंग, एक एपॉक्सी यौगिक के साथ चिकनाई, कम किए गए क्षेत्र पर लागू की जाती है, फिर विनाइल प्लास्टिक, पॉलीइथाइलीन, आदि से बना एक हटाने योग्य मरम्मत मोल्ड स्थापित किया जाता है। टिन या कार्डबोर्ड से बने फॉर्म पूर्व-चिकनाई वाले होते हैं पतली परतचर्बी, ट्रांसफार्मर का तेलया अन्य पदार्थ एपॉक्सी यौगिक को चिपकने से रोकने के लिए, फिर इसे उसी यौगिक से भरें जिससे सील बॉडी बनाई गई थी।
 यदि उस बिंदु पर जकड़न टूट जाती है जहां केबल कोर आवास से बाहर निकलते हैं, तो सील आवास की सपाट सतह और 30 मिमी लंबे चरणों के निकास खंडों को नीचा कर देती है। एक हटाने योग्य मरम्मत मोल्ड स्थापित किया गया है, जो पिछले मामले की तरह ही यौगिक से भरा हुआ है।
यदि उस बिंदु पर जकड़न टूट जाती है जहां केबल कोर आवास से बाहर निकलते हैं, तो सील आवास की सपाट सतह और 30 मिमी लंबे चरणों के निकास खंडों को नीचा कर देती है। एक हटाने योग्य मरम्मत मोल्ड स्थापित किया गया है, जो पिछले मामले की तरह ही यौगिक से भरा हुआ है।
यदि केबल कोर पर जकड़न टूट गई है, तो क्षतिग्रस्त सतह क्षेत्र को नीचा करें और एपॉक्सी यौगिक के साथ चिकनाई वाले कपास टेप की दो-परत वाली वाइंडिंग लगाएं। इसी प्रकार, यदि टिप के बेलनाकार भाग के साथ ट्यूब के जंक्शन पर सील टूट जाती है तो संसेचन संरचना का रिसाव समाप्त हो जाता है। इस मामले में, वाइंडिंग के ऊपर एपॉक्सी यौगिक से लेपित मुड़ी हुई सुतली की एक घनी पट्टी अतिरिक्त रूप से लगाई जाती है।
45 में से पृष्ठ 27
नियंत्रण केबलों की अंतिम सील और कनेक्शन केवल एक अनुभवी कारीगर के मार्गदर्शन में कम से कम 5वीं कक्षा के केबल फिटर द्वारा किया जाना चाहिए, कार्यस्थल, हाथों और उपकरणों की सफाई के लिए सभी आवश्यकताओं का पालन करते हुए।
नियंत्रण केबलों का समापन कई तरीकों से किया जाता है। नियंत्रण केबलों को समाप्त करने की विधि का चयन तालिका के अनुसार इन्सुलेशन और बिछाए जा रहे केबलों के सिरों के स्तर में अंतर के आधार पर किया जाता है। 9.
पीवीसी टेप, पीवीसी ट्यूब और वार्निश का उपयोग करके पेपर-इंसुलेटेड केबलों का समापन (चित्र 73)। नियंत्रण केबल की आवश्यक कटिंग लंबाई मापें। 1 मिमी या के व्यास के साथ नरम तार से बनी एक पट्टी छत बनाने का इस्पात. कवच को केबल के अंत से पट्टी तक हटा दिया जाता है। छत की कैंची, कवच कटर या त्रिकोणीय फाइल के साथ गोलाकार रेखा के साथ फाइलिंग का उपयोग करके पट्टी से 3-4 मिमी की दूरी पर कवच टेप को काटें। सीसा या एल्यूमीनियम केबल शीथ की सतह को पूरी तरह से साफ और चमकदार होने तक पोंछा जाता है गैसोलीन या मिट्टी के तेल में भिगोए हुए कपड़े से।
उस स्थान से 20 मिमी की दूरी पर जहां कवच काटा जाता है, एक केबल चाकू का उपयोग खोल पर एक गोलाकार कट बनाने के लिए किया जाता है और, इससे 10 मिमी पीछे हटते हुए, दूसरा काटा जाता है।
केबल समाप्ति को नियंत्रित करें
केबल कोर इन्सुलेशन |
सीलिंग का प्रकार |
मी में स्तर का अंतर नहीं रहा |
आवेदन क्षेत्र |
संसेचित केबल कागज |
एपॉक्सी यौगिक का उपयोग करना |
||
पीवीसी टेप, पीवीसी ट्यूब और वार्निश का उपयोग करना |
|||
रबड़ |
एक सुरक्षात्मक नायराइट कोटिंग का उपयोग करना |
कोई सीमा नहीं |
|
पॉलीविनाइल क्लोराइड |
केवल सुरक्षात्मक नायराइट की अनुपस्थिति में |
||
रीढ़ की हड्डी पर पॉलीविनाइल क्लोराइड टेप का उपयोग करना |
हर जगह, केबल बिछाने की सभी विधियों के साथ |
||
polyethylene |
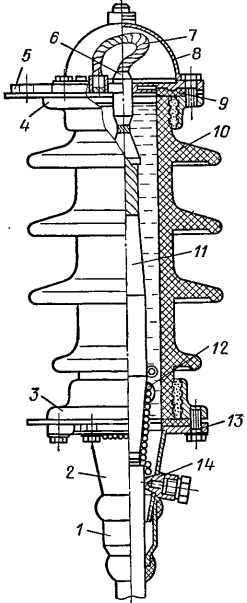
चावल। 73. पीवीसी टेप, पीवीसी ट्यूब और वार्निश का उपयोग करके पेपर इन्सुलेशन के साथ एक नियंत्रण केबल की समाप्ति
1 - नंगे कोर; 2 - पॉलीविनाइल क्लोराइड चिपकने वाला टेप; 3 - पॉलीविनाइल क्लोराइड ट्यूब; 4-लीड या एल्यूमीनियम केबल म्यान; 5 - नरम जस्ती तार से बनी पट्टी; 6 - पॉलीविनाइल क्लोराइड बेल्ट वाइंडिंग; 7-मुड़ी हुई सुतली से बनी पट्टी; 8 - जमीन का तार
दूसरे कुंडलाकार कट से केबल के अंत तक, 8-10 मिमी चौड़ी पट्टी बनाने के लिए दो अनुदैर्ध्य कट लगाए जाते हैं, जिसे पहले हटा दिया जाता है। फिर शेष म्यान को हटा दिया जाता है, केबल के अंत से शुरू करके दूसरे कुंडलाकार कट तक। कट की गहराई खोल की मोटाई के 2/3 से अधिक नहीं होनी चाहिए। गोलाकार कट विशेष रूप से सावधानी से बनाए जाते हैं।
दो कुंडलाकार कटों से बनी कुंडलाकार पट्टी को कोर पर "ताले" बनाकर और उन पर पॉलीविनाइल क्लोराइड ट्यूब लगाने के बाद हटा दिया जाता है। कार्य का यह क्रम आपको पेपर इन्सुलेशन को संभावित टूटने से बचाने की अनुमति देता है।
सामान्य इन्सुलेशन को केबल के अंत से दूसरे रिंग कट तक हटा दिया जाता है और केबल कोर को अलग कर दिया जाता है। प्रत्येक कोर पर, 10-15 मिमी की लंबाई पर, दूसरे कुंडलाकार कट से 15 मिमी की दूरी पर, "लॉक" बनाने के लिए इन्सुलेशन हटा दिया जाता है। केबल द्रव्यमान को लीक होने से रोकने के लिए "लॉक" आवश्यक है।
कोर के खुले क्षेत्र और उनके इन्सुलेशन को गैसोलीन में भिगोए हुए साफ कपड़े से पोंछकर घटाया जाता है। फिर कोर इन्सुलेशन के निचले हिस्से और नंगे क्षेत्र को पीवीसी -2 वार्निश के साथ लेपित किया जाता है, जिसके बाद कोर के नंगे हिस्से पर चिपकने वाली पीवीसी टेप को कसकर लपेटकर "ताले" बनाए जाते हैं, प्रत्येक पर कोर इन्सुलेशन पर 5 मिमी का विस्तार किया जाता है। ओर। इस वाइंडिंग की मोटाई यह सुनिश्चित करनी चाहिए कि ट्यूब इस पर कसकर फिट हो।
"ताले" की वाइंडिंग पूरी होने के बाद, पॉलीविनाइल क्लोराइड ट्यूबों को कोर पर धकेल दिया जाता है।
ट्यूबों के एक सिरे पर 10-12 मिमी लंबा तिरछा कट बनाया जाता है। बेहतर स्लाइडिंग के लिए, केबल कोर पर डालते समय, पीवीसी वार्निश नंबर 1 की 2-3 बूंदें कट साइड से ट्यूबों के अंदर टपका दी जाती हैं। ट्यूबों को कोर पर रखा जाता है ताकि कट कमर के इन्सुलेशन पर फैल जाए और टिकी रहे म्यान. फिर कंडक्टरों को थोड़ा अलग किया जाता है, जिसके बाद सामान्य इन्सुलेशन चरण को कवर करने वाले सीसे या एल्यूमीनियम शीथ के कुंडलाकार बैंड को हटा दिया जाता है। से बनी एक पट्टी कठोर धागे, और इसकी सतह, साथ ही शेल चरण, को गैसोलीन में भिगोए हुए कपड़े का उपयोग करके ख़राब किया जाता है। पैच की रीढ़ में कोर के बीच की जगह को पीवीसी वार्निश नंबर 2 से भर दिया जाता है और कोर को कॉटन टेप के कई मोड़ों के साथ एक बंडल में खींच लिया जाता है। फिर, चिपकने वाले पॉलीविनाइल क्लोराइड टेप का उपयोग सामान्य इन्सुलेशन, कोर के अनुभाग और केबल शीथ के अनुभाग को कवर करने वाली वाइंडिंग बनाने के लिए किया जाता है। वाइंडिंग को म्यान के ऊपर कम से कम 15 मिमी की लंबाई तक फैला होना चाहिए और सामान्य इन्सुलेशन और ट्यूबों को लगभग 30 मिमी की लंबाई तक कवर करना चाहिए। वाइंडिंग टेप की 5-6 परतों में की जाती है, तनाव के साथ लपेटी जाती है और 50% ओवरलैप होती है। वाइंडिंग की सतह को वार्निश नंबर 1 के साथ लेपित किया गया है। 1-1.5 मिमी के व्यास के साथ मुड़ी हुई सुतली की एक घनी पट्टी आम वाइंडिंग (इसकी पूरी लंबाई के साथ) के ऊपर रखी जाती है, जो डामर इन्सुलेटिंग वार्निश के साथ लेपित होती है या वार्निश संख्या 1154.
सील करने के लिए, ट्यूबों के सिरों और उनसे निकलने वाले नंगे केबल स्ट्रैंड को चिपकने वाली टेप से लपेटा जाता है और टेप नंगे स्ट्रैंड और ट्यूब के ऊपर जाता है। टेप वाइंडिंग को वार्निश नंबर 1 के साथ लेपित किया गया है।
ग्राउंडिंग के लिए, एक ग्राउंडिंग कंडक्टर को केबल के लीड या एल्यूमीनियम शीथ में मिलाया जाता है, जिसे पहले नरम गैल्वनाइज्ड तार से बनी पट्टी से सुरक्षित किया जाता है। पट्टी को केबल शीथ में भी मिलाया जाता है। केबल कवच भी ग्राउंडिंग के अधीन है, इसलिए कवच पर पट्टी लगाने से पहले, इसके नीचे एक ग्राउंडिंग कंडक्टर रखा जाता है और इस जगह को अच्छी तरह से टांका लगाया जाता है।
ग्राउंडिंग कंडक्टर 6 मिमी2 के क्रॉस-सेक्शन के साथ लचीले नंगे तांबे के तार से बना है। कंडक्टर के मुक्त सिरे पर एक रिंग बनाई जाती है और उसे टिन किया जाता है; रिंग ग्राउंडिंग बोल्ट के व्यास के अनुसार बनाई जाती है।
एपॉक्सी कंपाउंड का उपयोग करके पेपर-इंसुलेटेड केबलों का समापन (चित्र 74)। इस मामले में केबल काटना (कवच, सीसा या एल्यूमीनियम शीथ को हटाना, ग्राउंडिंग, आदि) उसी तरह से किया जाता है जैसा कि ऊपर वर्णित है।
सीसा या एल्यूमीनियम खोल पर पहला कुंडलाकार कट कवच कट से 50 मिमी की दूरी पर बनाया गया है, और दूसरा - पहले से 10 मिमी की दूरी पर बनाया गया है। 
चावल। 74. एपॉक्सी कंपाउंड का उपयोग करके पेपर इन्सुलेशन के साथ एक नियंत्रण केबल की समाप्ति
1 - नंगे कोर; 2 - पॉलीविनाइल क्लोराइड ट्यूब; 3 - मोटे धागों से बनी पट्टी; 4 - कारखाने के इन्सुलेशन में रहते थे; 5 - कमर इन्सुलेशन; 6 - एपॉक्सी यौगिक; 7 - तफ़ता टेप वाइंडिंग; 8 - खोल; 9 - नरम जस्ती तार से बनी पट्टी; 10- केबल कवच; 11 - खोल पर पायदान; 12 - जमीन का तार
शीथ और सामान्य इन्सुलेशन को हटाने के बाद, कोर इन्सुलेशन को दूसरे कुंडलाकार कट तक हटा दिया जाता है। ऐसा करने के लिए, दूसरे कुंडलाकार कट से 30 मिमी की दूरी पर, पहले प्रत्येक कोर के इन्सुलेशन पर कच्चे धागों की एक पट्टी लगाई जाती है, फिर म्यान की कुंडलाकार बेल्ट को हटा दिया जाता है और कच्चे धागों की एक पट्टी लगाई जाती है। इन्सुलेशन का किनारा। शेल के चरण, इन्सुलेशन, साथ ही कोर के खुले और इंसुलेटेड क्षेत्रों को पूरी तरह से ख़राब कर दिया जाता है। पहले कुंडलाकार कट से 25-30 मिमी की लंबाई पर सीसे या एल्यूमीनियम खोल पर चाकू से एक पायदान बनाया जाता है।
20 मिमी की लंबाई से अधिक कोर के नंगे खंड, कोर के अलग-अलग खंड, सामान्य इन्सुलेशन और शेल चरण एपॉक्सी यौगिक की एक पतली परत से ढके होते हैं। कोटिंग 20-30 मिनट में सख्त हो जाती है। इसके बाद, केबल कोर पर ग्रीस-मुक्त पॉलीविनाइल क्लोराइड ट्यूब लगाए जाते हैं ताकि कोर इन्सुलेशन और कोर के साथ ट्यूब के अंत के बीच की दूरी 20 मिमी हो।
एक तफ़ता टेप को खोल पर तीन परतों में लपेटा जाता है, जो सामान्य इन्सुलेशन पर फैला होता है, और प्रत्येक परत एक एपॉक्सी यौगिक के साथ लेपित होती है। हटाने योग्य फॉर्म स्थापित किया गया है ताकि यह केबल शीथ पर 30 मिमी तक फैला हो। हटाने योग्य शंकु आकार 0.5 मिमी मोटी शीट धातु या विद्युत कार्डबोर्ड से बनाया जा सकता है।
अस्थायी टेप का उपयोग करके स्थापित और सील किया गया सांचा, एपॉक्सी यौगिक से भरा होता है। डालने से पहले, केबल कोर को अलग करना आवश्यक है ताकि उजागर क्षेत्रों के बीच की दूरी कम से कम 2 मिमी हो। डालने के दौरान कोर की स्थिति (बड़ी संख्या में कोर के मामले में) विद्युत कार्डबोर्ड से बने टेम्पलेट का उपयोग करके तय की जाती है, जो हटाने योग्य फॉर्म से थोड़ा ऊपर कोर पर स्थापित होती है, ताकि डालने में बाधा न आए।
कनेक्ट करने के लिए, कोर के सिरों को उसी तरह से संसाधित किया जाता है जैसे पॉलीविनाइल क्लोराइड ट्यूब, टेप और वार्निश का उपयोग करके समाप्त किया जाता है।
के साथ केबलों की समाप्ति रबर इन्सुलेशनएक सुरक्षात्मक नायराइट कोटिंग का उपयोग करना (चित्र 75)। प्रकाश, ऑक्सीजन (ओजोन) और तापमान के प्रभाव में पर्यावरणरबर पुराना हो जाता है और यह अपने इन्सुलेशन गुणों को खो देता है और भंगुर हो जाता है। काटने वाले क्षेत्रों में नियंत्रण केबल कोर के रबर इन्सुलेशन के गुणों में अपरिवर्तनीय परिवर्तन ऑपरेशन के 6-8 महीने के बाद देखे जाते हैं।
रबर की उम्र बढ़ने के खिलाफ सुरक्षात्मक उपायों के रूप में उपयोग किया जाता है निम्नलिखित विधियाँ: पॉलीविनाइल क्लोराइड सुरक्षात्मक ट्यूबों पर रखें, उन्हें वार्निश कपड़े या पॉलीविनाइल क्लोराइड चिपकने वाली टेप से लपेटें, और उन्हें IKF या SPO-46 ब्रांड की सुरक्षात्मक नायराइट कोटिंग के साथ कवर करें। 
चावल। 75. एक सुरक्षात्मक नायराइट कोटिंग का उपयोग करके रबर इन्सुलेशन के साथ एक नियंत्रण केबल की समाप्ति
1 - नंगे कोर; 2 - लागू नैराइट कोटिंग के साथ रबर इन्सुलेशन; 3 - पॉलीविनाइल क्लोराइड चिपकने वाला टेप; 4- रबरयुक्त कपड़े का टेप; 5- खोल; 6 - नरम जस्ती तार से बनी पट्टी; 7 - कवच; 8 - जमीन का तार
कवच और सीसा या पॉलीविनाइल क्लोराइड शीथ को केबल के अंत से हटा दिया जाता है। 1 मिमी या छत वाले स्टील के व्यास वाले नरम तार से बनी एक पट्टी को पहले कवच पर लगाया जाता है और ग्राउंड किया जाता है। म्यान को केबल कवच से 15-20 मिमी की दूरी पर कटे हुए सिरे पर छोड़ दिया जाता है। सीसे की म्यान पर बची हुई गड़गड़ाहट को साफ कर दिया जाता है और म्यान को थोड़ा मनका बना दिया जाता है। खोल से 5-10 मिमी की दूरी पर रबरयुक्त कपड़े के टेप की एक वाइंडिंग छोड़ी जाती है। समाप्ति की जड़ पर केबल कोर को अलग कर दिया जाता है, और समाप्ति की जड़ को उससे निकलने वाले तारों के साथ एक सुरक्षात्मक नायराइट कोटिंग वाले ब्रश से सावधानीपूर्वक कवर किया जाता है। समाप्ति की जड़ पर केबल कोर, म्यान से 15-20 मिमी, केबल के सीसा या पॉलीविनाइल क्लोराइड म्यान पर फैली समान लंबाई के साथ पॉलीविनाइल क्लोराइड टेप की कई परतों के साथ कसकर लपेटे जाते हैं। सीलिंग पूरी होने के बाद, स्प्रे गन, ब्रश या डिपिंग का उपयोग करके केबल कोर के रबर इन्सुलेशन पर एक कोटिंग लागू की जाती है। आईकेएफ कोटिंग की चिपचिपाहट को कम करने के लिए, गैसोलीन और एथिल एसीटेट के बराबर भागों से युक्त एक थिनर का उपयोग किया जाता है। उपयोग से पहले नायराइट मिश्रण को हिलाएं। केबल कोर और पाउडर को एक समान परत से अच्छी तरह से ढकने के बाद, सील को विलायक के वाष्पशील होने के लिए कम से कम 20-30 मिनट के लिए छोड़ देना चाहिए।
सॉल्वैंट्स के वाष्पित होने के बाद, कोर की सतह पर एक फिल्म बनती है, जो रबर पर मजबूती से टिकी रहती है।
सूखने के बाद आईकेएफ कोटिंग स्थापना की शर्तेंशुष्क, लोचदार और प्राप्त करने के लिए चिपचिपा रहता है टिकाऊ फिल्मवल्कनीकरण की आवश्यकता है, जो स्थापना शर्तों के तहत संभव नहीं है। बंडलों में कोर एक साथ चिपके हुए हैं, और जब अलग-अलग कोर मुड़े होते हैं, तो नायराइट फिल्म रबर इन्सुलेशन से अलग हो जाती है और क्षतिग्रस्त हो जाती है। लेप लगाने के एक दिन बाद केबल कोर को टैल्कम पाउडर से पाउडर करना जरूरी है।
वर्तमान में, एक नई कोटिंग SPO-46 विकसित की गई है, जिसमें IKF कोटिंग के समान नुकसान नहीं हैं। एसपीओ-46 कोटिंग का उद्देश्य एसकेवी और एसकेएम रबर के आधार पर बने रबर और रबर-कपड़े उत्पादों की प्रकाश और ओजोन उम्र बढ़ने से सुरक्षा प्रदान करना है। एसपीओ-46 कोटिंग की चिपकने वाली फिल्म में गर्मी प्रतिरोध भी होता है और यह -50 से +120 डिग्री सेल्सियस तक के तापमान रेंज में अपने काम करने के गुणों को बरकरार रखती है। इस कोटिंग में दो संरचनाएं होती हैं: मुख्य समाधान ए और वल्केनाइजिंग समूह - समाधान बी। समाधान ए, पेश किए गए रंग के आधार पर इसमें सफेद, काला, हरा और हो सकता है नारंगी फूल. विलयन B एक रंगहीन तरल है। एसपीओ-46 फिल्म का सख्त होना 15-20 मिनट में पूल कैपिंग ग्रुप बी के प्रभाव में वल्कनीकरण के परिणामस्वरूप होता है।
केबल कोर को कोटिंग करने से पहले, घोल बी को लगभग 10 सेमी3 प्रति 100 ग्राम घोल ए की दर से मुख्य घोल ए में डाला जाता है। सुरक्षात्मक आवरणकेबल को काटने के बाद ब्रश से लगाया जाता है, और, जहां संभव हो, किसी घोल में डुबाकर या छिड़काव करके। दो या तीन परतें लगाने के बाद एक लोचदार, सूखी, टिकाऊ, चिकनी, चमकदार फिल्म बनती है।
सुरक्षात्मक कोटिंग को ठंडे और सूखे गोदामों में कांच या धातु के कंटेनरों में पैक करके संग्रहित किया जाना चाहिए। नमी के प्रवेश से घोल एल का वल्कनीकरण होता है। भंडारण का समय 3-4 महीने है। यदि लंबे समय तक संग्रहीत किया जाता है, तो कोटिंग जिलेटिनस और अनुपयोगी हो जाती है। गाढ़े स्टॉक घोल को एथिल एसीटेट से पतला किया जा सकता है।
वल्केनाइजिंग समूह को मुख्य घोल में डालने के बाद, कोटिंग का उपयोग 10-12 घंटों के भीतर किया जाना चाहिए।
हवादार कमरों में एसपीओ-46 कोटिंग के साथ आईकेएफ गोंद की तरह ही काम करना आवश्यक है। जिन कमरों में एसपीओ-46 कोटिंग का काम किया जाता है या भंडारण किया जाता है, वहां आग का उपयोग निषिद्ध है।
पॉलीविनाइल क्लोराइड ट्यूबों का उपयोग करके रबर-इन्सुलेटेड केबलों का समापन (चित्र 76)। इस प्रकार की सीलिंग का उपयोग सुरक्षात्मक नायराइट कोटिंग की अनुपस्थिति में किया जाता है।
केबल का कवच और सीसा या पॉलीविनाइल क्लोराइड म्यान केबल के अंत से हटा दिया जाता है। शीथ स्टेप को केबल कवच से 20-25 मिमी की दूरी पर छोड़ दिया जाता है। सीसे की म्यान पर बची हुई गड़गड़ाहट को साफ कर दिया जाता है और म्यान को थोड़ा मनका बना दिया जाता है। 
चावल। 76. पॉलीविनाइल क्लोराइड ट्यूबों का उपयोग करके रबर इन्सुलेशन के साथ एक नियंत्रण केबल की समाप्ति
1 - नंगे कोर; 2 - पॉलीविनाइल क्लोराइड ट्यूब; 3 - पॉलीविनाइल क्लोराइड चिपकने वाली टेप के साथ बाहरी घुमावदार; 4 - रबरयुक्त कपड़े का टेप; 5 - धागों से बनी पट्टी; 6 - खोल; 7 - नरम जस्ती तार से बनी पट्टी; 8 - कवच; 9 - जमीन का तार
शेल से 5 मिमी की दूरी पर, रबरयुक्त कपड़े के टेप से बनी फ़ैक्टरी वाइंडिंग को छोड़ दें। केबल के सिरे को काटने के पूरा होने पर, कोर पर पॉलीविनाइल क्लोराइड ट्यूब लगाए जाते हैं। बंडल के बाहरी हिस्से के साथ स्थित कोर पर रखी ट्यूबों में 10-15 मिमी की लंबाई में तिरछा कट होना चाहिए। ट्यूबों के नुकीले सिरे केबल शीथ पर फैले होने चाहिए। खोल पर फैली हुई कटी हुई नलियों के सिरों पर मोटे धागों की एक पट्टी लगाई जाती है। फिर चिपकने वाली पॉलीविनाइल क्लोराइड टेप की दो या तीन परतों के साथ सील की एक घनी बाहरी घुमावदार बनाई जाती है, जो टेप के तनाव और 50% ओवरलैप के साथ घाव होती है। यह वाइंडिंग इस तरह से बनाई जानी चाहिए कि टेप कोर के साथ-साथ केबल शीथ को भी शीथ के किनारे से 25-30 मिमी की लंबाई पर ओवरलैप करें। बाहरी वाइंडिंग की सतह वार्निश नंबर 1 से लेपित है। कोर के सिरों पर ट्यूबों के सिरों को किसी विशेष सीलिंग की आवश्यकता नहीं होती है। 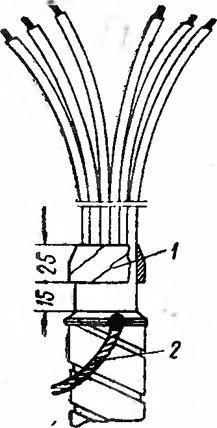
चावल। 77. प्लास्टिक इन्सुलेशन के साथ केबल समाप्ति को नियंत्रित करें
1 - बन्धन घुमावदार; 2 - जमीन का तार
प्लास्टिक इन्सुलेशन के साथ केबलों का समापन (चित्र 77)। पॉलीविनाइल क्लोराइड कोर इन्सुलेशन के साथ एक केबल के अंत सील की स्थापना केबल के अंत को काटने (बाहरी आवरणों को क्रमिक रूप से हटाने) और रीढ़ पर पॉलीविनाइल क्लोराइड टेप से एक घुमावदार उपकरण स्थापित करने के लिए कम हो जाती है।
पॉलीथीन कोर इन्सुलेशन के साथ एक केबल की अंतिम सील पॉलीविनाइल क्लोराइड इन्सुलेशन के साथ एक केबल की तरह ही स्थापित की जाती है, लेकिन पॉलीथीन इन्सुलेशन के लिए प्रकाश और आग से सुरक्षा की आवश्यकता होती है। यह सुरक्षा सभी मामलों में अनिवार्य है और पॉलीविनाइल क्लोराइड ट्यूबों का उपयोग करके की जाती है।
अंत आस्तीन और सील केबल इन्सुलेशन को नमी से मज़बूती से बचाते हैं, सौर विकिरण, हानिकारक वायुमंडलीय प्रभाव(रासायनिक रूप से सक्रिय वातावरण, प्रवाहकीय धूल, आदि)। उनके पास उच्च विद्युत शक्ति और डिस्चार्ज विशेषताएँ हैं।
कपलिंग के विपरीत, अंत कपलिंग को केवल एक ही वातावरण - हवा में स्थापित और संचालित किया जाता है। अंत सील का उपयोग घर के अंदर या बाहर सीलबंद अलमारियों में किया जाता है।
इस कारण विभिन्न डिज़ाइनकेबल और परिचालन शर्तें लागू होती हैं एक बड़ी संख्या कीअंत युग्मन और समापन।
नीचे हम अंत कपलिंग और सील के सबसे सामान्य डिजाइनों की डिजाइन और स्थापना तकनीक पर चर्चा करते हैं।
धातु कपलिंग समाप्त करें बाहरी स्थापना 10 केवी तक वोल्टेज(चित्र 95, ए)। 6 और 10 केवी के वोल्टेज के लिए 240 मिमी 2 तक के कोर क्रॉस-सेक्शन के साथ पेपर इन्सुलेशन के साथ तीन-कोर केबलों को बाहरी प्रतिष्ठानों में समाप्त करने के लिए, तीन-चरण अंत कपलिंग का उपयोग किया जाता है: केएनए - एस एल्यूमीनियम शरीर, केएनसीएच - कच्चा लोहा के साथ, केएनएसटी - स्टील के साथ।
चावल। 95. पेपर इन्सुलेशन के साथ 10 केवी तक वोल्टेज वाले केबलों के लिए आउटडोर टर्मिनेशन:
ए - केएनए, बी - केएमए, सी - केएनई;
1 - कॉपर कैप, 2 - फिलिंग होल, 3 - हाउसिंग, 4 - ग्राउंड वायर, 5 - कोन, 6 - ग्लैंड, 7 - केबल कोर, 8 - इंसुलेटर, 9 - टिप, 10 - कॉन्टैक्ट हेड, 11 - हाउसिंग कवर, 12 - यौगिक से लेपित सूती टेपों की वाइंडिंग
अध्याय में दिए गए सामान्य निर्देशों के अनुसार केबल काटा जाता है। आठवीं.
स्थापना से पहले, अंत युग्मन के आयामों की जांच करें। विशेष ध्यानइसके शरीर की सामने की दीवार के सापेक्ष कपलिंग इंसुलेटर हेड के बाहरी संपर्क सलाखों के स्थान पर ध्यान दें। टायरों को कनेक्टेड विद्युत संस्थापन के संपर्कों के स्थान के अनुरूप होना चाहिए। ग्रंथि को कपलिंग बॉडी से हटा दिया जाता है और उसमें आवश्यक स्लॉट का चयन किया जाता है, जिसका व्यास डाले जाने वाले केबल के व्यास से मेल खाता है। ग्रंथि निकाय को केबल कवच पर रखा जाता है और अस्थायी रूप से खांचे से बाहर ले जाया जाता है।
केबल को अनुमेय झुकने वाले त्रिज्या को ध्यान में रखते हुए मोड़ा जाता है और लंबवत रूप से सुरक्षित किया जाता है। उसी समय, अलग किए गए कोर के स्थान की जाँच की जाती है; मध्य कोर बाहरी कोर की तुलना में 8-15 मिमी लंबा होना चाहिए। तारों को अलग कर दिया जाता है, कागज के इन्सुलेशन को सुरक्षित कर दिया जाता है और काट दिया जाता है। कोर को समाप्त करने के बाद, युग्मन निकाय को द्रव्यमान से भरने के लिए तैयार किया जाता है। ऐसा करने के लिए, सभी अस्थायी पट्टियाँ, रंगीन टेप, सामग्री जो काटने वाली रीढ़ को सोल्डर और अन्य विदेशी कणों से अस्थायी रूप से बचाती है, और कमर के इन्सुलेशन को हटा दें। युग्मन निकाय को गर्म किया जाता है और एक ज्वलनशील यौगिक के साथ लेपित किया जाता है। केबल कोर को 200 मिमी आवास में डाला जाता है।
पाइप से नोजल को आवास के बाहरी छिद्रों में डाला जाता है और कोर पर धकेला जाता है। बाहरी कोर को सावधानी से मोड़कर, उन्हें आवास में संबंधित छेद में निर्देशित किया जाता है और आवास को आगे बढ़ाया जाता है ताकि मध्य कोर इससे 280 मिमी तक फैल जाए। में वर्णित तकनीक के अनुसार तकनीकी दस्तावेज, संपर्क सिर के वॉशर और नट और कपलिंग बॉडी पर बाहरी इंसुलेटर के साथ बोल्ट को इकट्ठा करें। केबल कोर के सिरे इंसुलेटर हेड के संपर्क बार से जुड़े होते हैं और बोल्ट से सुरक्षित होते हैं।
कपलिंग बॉडी को बर्नर की लौ से 50-60 डिग्री सेल्सियस तक फिर से गर्म किया जाता है। गर्म फिलिंग कंपाउंड का उपयोग मध्य इन्सुलेटर में छेद के माध्यम से युग्मन की पूरी आंतरिक मात्रा को भरने के लिए किया जाता है, जिसे टॉपिंग के बाद जगह पर स्थापित किया जाता है। रचना को मध्य इन्सुलेटर के माध्यम से तब तक जोड़ा जाता है जब तक कि यह बाहरी इन्सुलेटर के प्रमुखों में दिखाई न दे। कैप्स को इंसुलेटर के बाहरी सिरों पर मिलाया जाता है। फिर बीच वाले इंसुलेटर को फिलिंग कंपाउंड से ऊपर तक भर दिया जाता है। कपलिंग को तांबे के फंसे हुए तार से जोड़ा गया है। कपलिंग के 50-60 डिग्री सेल्सियस तक ठंडा होने के बाद, इसे फिर से मध्य इन्सुलेटर के माध्यम से यौगिक के साथ ऊपर चढ़ा दिया जाता है।
मध्य इन्सुलेटर के सिर पर टोपी को टांका लगाने के बाद, युग्मन को स्थापना स्थल पर उठा दिया जाता है, जिससे इसे इसके और केबल के बीच संभावित तन्य बलों से बचाया जा सके। यदि आवश्यक हो, तो केबल के साथ-साथ कपलिंग को भी घुमाएँ।
10 केवी तक वोल्टेज के साथ बाहरी स्थापना के लिए मस्त अंत कपलिंग. संक्रमण के दौरान केबल लाइनें 10 केवी तक के वोल्टेज वाले पेपर इन्सुलेशन वाले ओवरहेड थ्री-कोर केबल के लिए, एल्यूमीनियम के साथ मास्ट एंड कपलिंग केएमए और कच्चा लोहा हाउसिंग के साथ केएमसीएच का उपयोग किया जाता है (चित्र 95,बी)।
केएन कपलिंग की स्थापना के विपरीत, कोर की युक्तियों को संपर्क छड़ों से जोड़ने के बाद (मध्य कोर बाहरी कोर से 8-12 मिमी छोटा है), आवास को कवर में भरने वाले छेद के माध्यम से भर दिया जाता है। डालते और ऊपर चढ़ाते समय, भरने वाला मिश्रण भरने वाले छेद और ढक्कन के स्तर तक 30-40 मिमी तक नहीं पहुंचना चाहिए। जब परिवेश के तापमान के आधार पर भरने वाली संरचना की मात्रा बदलती है तो अंतराल की उपस्थिति एक क्षतिपूर्तिकर्ता के रूप में कार्य करती है।
10 केवी तक वोल्टेज के साथ बाहरी स्थापना के लिए अंत एपॉक्सी कपलिंग. 10 केवी तक के वोल्टेज के लिए पेपर इन्सुलेशन वाले केबलों को समाप्त करने के लिए, केएनई कपलिंग का उपयोग किया जाता है (चित्र 95, सी)। कपलिंग में केबल कोर के लिए एक आवास और तीन एपॉक्सी बुशिंग शामिल हैं। स्थापना स्थल पर, कपलिंग को केबल के कटे हुए सिरे पर लगाया जाता है और एपॉक्सी यौगिक से भर दिया जाता है, जो कपलिंग की जकड़न सुनिश्चित करता है और इसकी विद्युत और यांत्रिक शक्ति भी बढ़ाता है। युग्मन स्थापना तकनीक तकनीकी दस्तावेज में वर्णित है।
1 केवी तक वोल्टेज के साथ बाहरी स्थापना के लिए एंड मास्ट कपलिंग. 1 केवी तक के वोल्टेज के साथ केबलों को ओवरहेड बिजली लाइनों से जोड़ने के लिए, मास्ट कपलिंग KMA, KMCh और KMSt का उपयोग किया जाता है। कपलिंग की स्थापना 10 केवी तक के वोल्टेज वाले मस्तूल कपलिंग के समान क्रम में की जाती है। केबल कोर को अलग किया जाता है और मोड़ा जाता है ताकि वे एक ही विमान में हों। केबल अक्ष के झुकाव का कोण 15° है।
1 केवी तक के वोल्टेज वाले खुले तौर पर स्थापित विद्युत उपकरण और ओवरहेड बिजली लाइनों से पेपर-इंसुलेटेड केबलों को जोड़ने के लिए, केएनई एपॉक्सी टर्मिनेशन का भी उपयोग किया जाता है, जिसमें एक फैक्ट्री-कास्ट हाउसिंग और चार एपॉक्सी बुशिंग शामिल होते हैं। स्थापना के दौरान, केबल के चौथे (शून्य) कोर को स्थानीय रूप से छोटा किया जाता है ताकि इस कोर के लिए इंसुलेटर में टिप के ट्यूबलर हिस्से को पूरी तरह से भरना सुनिश्चित किया जा सके।
कपलिंग स्थापित करते समय, कंपाउंड को पहले चौथे कोर के इंसुलेटर के स्तर तक डाला जाता है, जिसके बाद इंसुलेटर पर एक कैप लगाया जाता है और सुरक्षित किया जाता है। 6-10 केवी के वोल्टेज के लिए कपलिंग की तरह ही भरना जारी रखा जाता है।
10 केवी तक के इनडोर इंस्टालेशन के लिए अंतिम एपॉक्सी सील. एपॉक्सी यौगिक से बने आवास और सीलिंग कंडक्टरों के लिए ट्यूबों के साथ केवीई समाप्ति मुख्य रूप से घर के अंदर केबलों को समाप्त करने के लिए होती है। बाहरी प्रतिष्ठानों में, सील का उपयोग इस शर्त के तहत किया जाता है कि वे वायुमंडलीय प्रभावों से पूरी तरह से सुरक्षित हैं सूरज की किरणेंऔर किसी भी स्थिति में स्थापित किया गया। पर्यावरणीय परिस्थितियों के आधार पर सील के आवेदन का दायरा तकनीकी दस्तावेज में परिभाषित किया गया है।

चावल। 96. आंतरिक संस्थापन KVEn और KVEK की एपॉक्सी सील को नैराइट या सिलिकॉन रबर से बनी ट्यूबों से समाप्त करें:
1 - ग्राउंडिंग तार, 2, 4 - बैंड, 3 - वाइंडिंग, 5 - बॉडी, 6 - केबल कोर, 7 - ट्यूब, 8 - क्लैंप, 9 - टिप, 10 - वार्निश KO-9I6 की चिपकने वाली परत, 11 - शेल
केवीई अंत सील विभिन्न डिजाइनों में निर्मित होते हैं: केवीटीवी - गर्मी-सिकुड़ने योग्य पीवीसी ट्यूबों के साथ; KVEn - नायराइट रबर से बनी ट्यूबों के साथ (चित्र 96); KVEk - ऑर्गेनोसिलिकॉन के साथ; केवीईटी - तीन-परत ट्यूब (छवि 97), जिसमें एक मध्य पॉलीथीन परत और पीवीसी की आंतरिक और बाहरी परतें शामिल हैं।
चावल। 97. आंतरिक केवीईटी स्थापना की अंतिम एपॉक्सी सील:
1 - तार पट्टी, 2, 4 - पीवीसी टेप से बनी वाइंडिंग, 3 - ग्राउंड वायर, 5 - हाउसिंग, बी - कोर इंसुलेशन, 7 - थ्री-लेयर ट्यूब, 8 - एपॉक्सी कंपाउंड से संसेचित कॉटन टेप से बनी वाइंडिंग, 9 - टिप, 10 - सूत की पट्टी, 11 - कमर का इन्सुलेशन
सभी संस्करणों के लिए ढक्कन के साथ स्थायी प्लास्टिक रूप में सील बॉडी को स्थापना स्थल पर एपॉक्सी यौगिक से भरा जाता है। यदि ऐसा कोई फॉर्म उपलब्ध नहीं है, तो सील बॉडी को प्लास्टिक फिल्म, प्लास्टिक या धातु से लेपित कागज से बने हटाने योग्य सांचे में डाला जाता है।
विभिन्न डिज़ाइनों के एपॉक्सी एंड सील्स स्थापित करने की तकनीक में कई समान ऑपरेशन होते हैं।
आइए केवीईटीवी एंड सील्स की स्थापना पर करीब से नज़र डालें। केबल का सिरा सामान्य तरीके से काटा जाता है (अध्याय VIII देखें)। ग्राउंडिंग तार को स्थापित करते समय, शेल और कवच को टांका लगाने के स्थान पर 100 मिमी लंबे खंड में इसका अंत खोल दिया जाता है ताकि यह हो न्यूनतम मोटाई. ग्राउंडिंग तार को कवच या नली के कट से 35 मिमी से अधिक दूरी पर खोल और कवच के चरणों पर तय और टांका लगाया जाता है।
सोल्डर ग्राउंड तार की मोटाई को ध्यान में रखते हुए, केबल कवच चरण का व्यास मापा जाता है। इस आकार के आधार पर, छोटे व्यास के चरणों को काटकर, शरीर की गर्दन के उचित व्यास का चयन करें। प्लास्टिक फॉर्म को केबल कट के ऊपर रखा जाता है और नीचे ले जाया जाता है।
स्थापना के दौरान, कोर और प्लास्टिक मोल्ड की आंतरिक सतह को साफ कागज या कपड़े में लपेटा जाता है, और केबल कोर को पूरी तरह से ख़राब कर दिया जाता है। सुरक्षा के लिए कोर को चिपकने वाले पीवीसी टेप से लपेटा गया है कागज इन्सुलेशनट्यूब लगाते समय टेप को खोलने से।
प्लास्टिक मोल्ड के ढक्कन को अलग-अलग कंडक्टरों के ऊपर रखा जाता है और नीचे धकेल दिया जाता है। कोर को समाप्त कर दिया जाता है, और उनके इन्सुलेशन को LETSAR LPM टेप का उपयोग करके बहाल किया जाता है।
हीट-सिकोड़ने योग्य ट्यूबों का व्यास कोर के क्रॉस-सेक्शन और डिज़ाइन और लंबाई के आधार पर चुना जाता है ताकि ट्यूब का ऊपरी सिरा टिप के पूरे बेलनाकार भाग को कवर कर सके, जबकि नीचे के भागट्यूबों को एपॉक्सी आवरण में कम से कम 50 मिमी की दूरी पर फिट होना चाहिए।
हीट-सिकुड़ने योग्य ट्यूबों को टिप के बेलनाकार भाग पर रखा जाता है और लौ से समान रूप से गर्म किया जाता है। गैस बर्नर, इसे बैठने के क्षेत्र के मध्य से पहले ऊपर और फिर नीचे की ओर ले जाना। सिकुड़ने के बाद, ट्यूब के ऊपर से अतिरिक्त को चाकू से हटा दिया जाता है, और ट्यूबों को धातु के बैंड से सील कर दिया जाता है।
डीग्रीजिंग के बाद, काटने के चरणों की सतहों को KO-916 वार्निश और 50% ओवरलैप के साथ LETSAR LPM या LETSAR टेप की दो परतों के साथ लेपित किया जाता है। इन टेपों की अनुपस्थिति में, एपॉक्सी यौगिक के साथ प्रत्येक परत की कोटिंग के साथ कपास टेप से घुमावदार की अनुमति है। इस मामले में, KO-916 वार्निश का उपयोग नहीं किया जाता है। नीचे, ताप-सिकुड़ने योग्य ट्यूबों के सिरे PED-B गोंद से ढके हुए हैं।
प्लास्टिक मोल्ड को कवच चरण पर धकेल दिया जाता है और पीवीसी टेप के साथ सुरक्षित कर दिया जाता है। सांचे पर ढक्कन लगाएं और भरने वाली ट्रे के साथ सांचे को मिश्रण से भरें।
अनेक सुविधाएँ प्रदान करती हैं तकनीकी प्रक्रिया KVEn और KVEk अंत सील की स्थापना। नायराइट ट्यूबों के निचले सिरों को एक फ़ाइल के साथ संसाधित किया जाता है, जिससे एपॉक्सी यौगिक के विश्वसनीय आसंजन के लिए एक खुरदरी सतह बन जाती है। यौगिक डालने से पहले, ट्यूबों की साफ की गई सतहों को अच्छी तरह से ख़राब कर दिया जाता है।
यौगिक से भरे नायराइट और ऑर्गेनोसिलिकॉन ट्यूबों की सतहों को KO-916 वार्निश के साथ लेपित किया गया है।
ट्यूबों को कोर पर रखा जाता है और अस्थायी रूप से नीचे ले जाया जाता है (कोर को युक्तियों के साथ समाप्त करने से पहले)। फिर ट्यूबों को टिप के ट्यूबलर भाग पर धकेल दिया जाता है और धातु बैंड से सील कर दिया जाता है। पाइपों को काटने से बचाने के लिए, पहले इन पट्टियों के नीचे पीवीसी टेप के एक या दो मोड़ लपेटे जाते हैं।
केवीईटी अंत सील स्थापित करते समय, ट्यूबों को कोर पर रखने से पहले, पीवीसी और मध्य पॉलीथीन परतों को उनके सिरों से काट दिया जाता है। ट्यूबों की शेष आंतरिक पीवीसी परत को एक फ़ाइल के साथ संसाधित किया जाता है और उपचारित सतह को PED-B गोंद के साथ चिकनाई की जाती है। उसी गोंद का उपयोग ट्यूबों के उस हिस्से में बाहरी पीवीसी परत को कवर करने के लिए किया जाता है जो एपॉक्सी यौगिक से भरा होगा।
5 मीटर से अधिक के स्तर के अंतर के साथ बिछाए गए केबलों के निचले सिरों पर स्थित एपॉक्सी सील की स्थापना की जाती है, जिससे केबल की संसेचन संरचना के अनकवर्ड कंपाउंड में प्रवेश को रोकने के उपाय किए जाते हैं। रचना, उसी तरह जैसे एपॉक्सी कपलिंग स्थापित करते समय, दबाव में यौगिक में प्रवेश करती है, इसमें गुहाएं और फिस्टुला बनाती है, जिससे सील की विद्युत शक्ति कम हो जाती है।
इन कारकों के खिलाफ सबसे प्रभावी उपाय केबल के निचले सिरे को ऊपर उठाना है, जबकि कंपाउंड ठीक हो रहा है, इसे बिछाने से पहले केबल के निचले या दोनों सिरों पर एक सील स्थापित करना (कार्यशालाओं में उत्पादन लाइनों पर केबल तैयार करते समय) या इसका उपयोग करना। स्थानीय हिमीकरण विधि (§ 39 देखें)।
यदि निर्दिष्ट उपायों को लागू करना असंभव है, तो टर्मिनलों की स्थापना केबल के ऊपरी छोर से या इसकी प्रारंभिक सीलिंग से शुरू होती है। केबल के निचले सिरे पर समाप्ति निकाय एक अनुभवी यौगिक से भरा होता है, अर्थात, हार्डनर को पेश करने के बाद, यौगिक को तब तक रखा जाता है जब तक कि पोलीमराइजेशन की शुरुआत का पता नहीं चल जाता (बमुश्किल ध्यान देने योग्य स्व-हीटिंग और यौगिक के गाढ़ा होने की शुरुआत) .
पेपर इन्सुलेशन के साथ 10 केवी तक वोल्टेज वाले केबलों के लिए स्वयं-चिपकने वाले टेप के साथ आंतरिक स्थापना के लिए अंत सील। पेपर इन्सुलेशन के साथ 10 केवी तक के वोल्टेज वाले केबलों पर आंतरिक स्थापना के लिए सबसे आम समाप्ति केवीएसएल (छवि 98, ए) है।

चावल। 98. पेपर इन्सुलेशन के साथ 10 केवी तक वोल्टेज वाले केबलों के लिए आंतरिक स्थापना केवीएसएल की समाप्ति:
ए - सील, बी - शंक्वाकार सीलिंग लाइनर;
1 - टिप, 2, 3 - पीवीसी टेप और LETSAR टेप या LETSAR और LETSAR LPT से बनी वाइंडिंग, 4 - कोर का पेपर इन्सुलेशन, 5 - क्रॉस-आकार की सीलिंग वाइंडिंग, 6, 9 - सेंट्रल और साइड लाइनर, 7 - बैंडेज LETSAR टेप से बना, 8 - सीलिंग वाइंडिंग, 10 - लाइनर बनाते समय कट लाइन
इस सीलिंग के लिए, कार्य के लिए आवश्यक सामग्रियों का एक फ़ैक्टरी सेट साइट पर आपूर्ति किया जाता है। सीलिंग का उपयोग तब किया जाता है जब स्तर का अंतर 10 मीटर तक होता है; अन्य परिस्थितियों में, केवीई का उपयोग किया जाना चाहिए। समाप्ति की लंबाई कनेक्शन स्थितियों के आधार पर ली जाती है, लेकिन 1 केवी, 250 मिमी - 6 केवी और 400 मिमी - 10 केवी के वोल्टेज पर 150 मिमी से कम नहीं। केबल काटना, ग्राउंड वायर को बांधना और कोर को खत्म करना ऊपर वर्णित विधियों का उपयोग करके किया जाता है।
शेल की बाहरी सतहों, सेमीकंडक्टिंग पेपर, कोर इन्सुलेशन और टिप के ट्यूबलर हिस्से को अच्छी तरह से मिटा दिया जाता है और चिकना कर दिया जाता है। KO-916 वार्निश को टिप के ट्यूबलर भाग और शेल चरण पर लगाया जाता है।
कोर के साथ, बेल्ट इन्सुलेशन चरण से शुरू होकर टिप के संपर्क भाग तक, LETSAR टेप पिछले मोड़ के 50% ओवरलैप के साथ दो परतों में घाव होता है और घुमावदार प्रक्रिया के दौरान बाहर निकाला जाता है ताकि इसकी चौड़ाई 60-70% हो मूल चौड़ाई का.
वाइंडिंग प्रक्रिया के दौरान, टेप केबल कोर के टिप और इन्सुलेशन के बीच के अंतराल को भरता है, और कोर कटिंग की "रीढ़" को भी सील कर देता है। ऐसा करने के लिए, टेप को चार सीलिंग शंकुओं में घुमाया जाता है: एक - केंद्रीय, जो तीन कोर के बीच "रीढ़" में स्थापित होता है और तीन - साइड वाले - के साथ बाहरकोर के प्रत्येक जोड़े के बीच काटना। चार-कोर केबल के लिए, पाँच शंकु बनाए जाते हैं। सभी आकार के एंबेडमेंट के लिए शंकु की ऊंचाई 30 मिमी है, और शंकु के आधार का व्यास तकनीकी दस्तावेज में निर्दिष्ट तालिकाओं के अनुसार चुना गया है। शंकु का उत्पादन टेपों को तनाव दिए बिना किया जाता है, इसके बाद घुमावदार प्रक्रिया के दौरान बने आंतरिक शंकु को काट दिया जाता है (चित्र 98, बी)।
केंद्रीय शंकु को कटी हुई नसों की "जड़" में यथासंभव गहराई से डाला जाता है। फिर कंडक्टरों को संपीड़ित किया जाता है और कमर इन्सुलेशन के अंत से 30 मिमी की दूरी पर LETSAR टेप के साथ एक पट्टी बनाई जाती है। कटिंग की "रीढ़" को संकुचित करने के बाद, बैंडेज वाइंडिंग का प्रदर्शन किया जाता है, जिससे कटिंग की "रीढ़" में सभी रिक्तियों को LETSAR टेप से ढक दिया जाता है। ऐसा करने के लिए, प्रत्येक कोर को पड़ोसी कोर में संक्रमण के साथ लपेटें। बैंडिंग के शीर्ष पर इसके चरणों के साथ बेल्ट इन्सुलेशन के अंत से 30 मिमी की दूरी पर और केबल के बाहरी कवर तक 20 मिमी के विस्तार के साथ धातु म्यान पर एक तीन-परत वाइंडिंग की जाती है। वाइंडिंग प्रक्रिया के दौरान, टेप को बाहर खींच लिया जाता है ताकि इसकी चौड़ाई मूल की 60-70% हो जाए।
कोर पर LETSAR टेप के साथ वाइंडिंग के शीर्ष पर, सील की "रीढ़" में और केबल के धातु म्यान के चरणों पर, 50% ओवरलैप के साथ एक परत में चिपकने वाला पीवीसी टेप लपेटें। केवीएसएल सील स्थापित करते समय, दो स्वयं-चिपकने वाले टेप LETSAR और LETSAR LPT का उपयोग किया जाता है। LETSAR LPT टेप को LETSAR और पीवीसी टेपों के बीच रखा जाता है।
स्टील फ़नल में इनडोर स्थापना के लिए 10 केवी तक के वोल्टेज के लिए अंतिम सील। बिटुमिनस द्रव्यमान से भरे स्टील फ़नल में केवीबी अंत सील का उपयोग उपोष्णकटिबंधीय और आर्द्र क्षेत्रों को छोड़कर, सभी जलवायु क्षेत्रों में शुष्क कमरे के अंदर 10 केवी तक वोल्टेज वाले केबलों को समाप्त करने के लिए किया जा सकता है। ये सीलें केवल में स्थापित की जाती हैं ऊर्ध्वाधर स्थितिशिराओं की दिशा ऊपर की ओर। केवीबी सील (चित्र 99) में एक फ़नल 5 होता है, जो 0.7-0.8 मिमी मोटी छत वाले स्टील से बना होता है, एक कवर 4 जिसमें छेद होते हैं जिसमें चीनी मिट्टी के बरतन बुशिंग 3 स्थापित होते हैं (1 केवी तक वोल्टेज पर, कवर और बुशिंग स्थापित नहीं होते हैं) . ढक्कन में छेद 10 के माध्यम से, फ़नल को बिटुमिनस द्रव्यमान से भर दिया जाता है। केबल कोर को वार्निश से लेपित इंसुलेटिंग टेप की वाइंडिंग से सील कर दिया जाता है।

चावल। 99. पेपर इन्सुलेशन के साथ 10 केवी तक वोल्टेज वाले केबलों के लिए स्टील फ़नल के साथ केवीबी अंत सील;
ए - एक अंडाकार फ़नल के साथ केवीबीओ समाप्ति, बी - एक गोल फ़नल के साथ केवीबीके समाप्ति, सी - 1 केवी तक छोटे आकार के केवीबीएम समाप्ति;
1, 8 - निचला और ऊपरी आधा-क्लैंप, 2 - केबल कोर, 3 - चीनी मिट्टी के बरतन बुशिंग, 4 - कवर, 5 - फ़नल, 6 - बोल्ट, 7 - नट, 9 - ग्राउंड वायर, 10 - फिलर होल कवर, 11 - राल टेप
केवीबी सील विभिन्न डिज़ाइनों में निर्मित होते हैं: केवीबीओ - फ़नल के साथ अंडाकार आकारऔर एक ही तल में शिराओं का स्थान; केवीबीके - फ़नल के साथ गोलाकारऔर एक समबाहु त्रिभुज के शीर्षों के साथ फ़नल से बाहर निकलने पर नसों का स्थान; केवीबीएम - अंडाकार छोटे आकार के फ़नल के साथ जिनमें कवर नहीं होते हैं और चीनी मिट्टी के बरतन झाड़ियों के बिना लगाए जाते हैं। तकनीकी दस्तावेज में दी गई तकनीक के अनुसार सील की स्थापना की जाती है।
प्लास्टिक इन्सुलेशन के साथ 35 केवी तक वोल्टेज वाले केबलों के लिए आउटडोर टर्मिनेशन. प्लास्टिक इन्सुलेशन वाले केबलों को इलास्टोमेरिक कपलिंग पीकेएनआर और पीकेएनआरओ का उपयोग करके समाप्त किया जाता है। कपलिंग को स्थापना स्थल पर रबर (इलास्टोमर) इन्सुलेटिंग और अर्ध-संचालन मिश्रण से बने हिस्सों से इकट्ठा किया जाता है। 1 - 6 केवी के वोल्टेज के साथ पीकेएनआर एंड कपलिंग पीकेवीई टर्मिनेशन के समान ही बनाए जाते हैं। अतिरिक्त संरचनात्मक तत्व हैं गर्मी सिकुड़ने योग्य ट्यूबऔर इलास्टोमेरिक इंसुलेटर। कपलिंग स्थापना तकनीक तकनीकी दस्तावेज में दी गई है।
प्लास्टिक इन्सुलेशन के साथ 10 केवी तक वोल्टेज वाले केबलों पर आंतरिक स्थापना के लिए अंतिम सील. सूखे कमरों में 240 मिमी 2 तक के कोर क्रॉस-सेक्शन के साथ बिजली केबलों को समाप्त करने के लिए, पीकेवी टर्मिनेशन का उपयोग किया जाता है, नम कमरे और उपोष्णकटिबंधीय क्षेत्रों में - पीकेवीई।

चावल। 100. प्लास्टिक इन्सुलेशन के साथ 10 केवी तक वोल्टेज वाले केबलों के लिए आंतरिक पीकेवी स्थापना की अंतिम सील:
ए, बी, सी - 1, 6 और 10 केवी तक वोल्टेज के लिए;
1 - ग्राउंड वायर, 2 - चिपकने वाली पीवीसी या स्वयं चिपकने वाली टेप या पीवीसी ट्यूब से बनी वाइंडिंग, 3 - कच्चे धागों से बनी पट्टी, 4 - केबल लग, 5 - पीवीसी नली (म्यान), 6 - शंक्वाकार वाइंडिंग, 7 - धातु स्क्रीन, 8 - अर्धचालक सामग्री से बनी स्क्रीन
6 केवी केबलों पर पीकेवी प्लास्टिक इन्सुलेशन के साथ सील करते समय, धातु स्क्रीन को ग्राउंड किया जाता है (चित्र 100)। 10 केवी के वोल्टेज के साथ एक केबल को समाप्त करते समय, प्रत्येक कोर पर चिपकने वाली प्लास्टिक टेप की एक शंक्वाकार वाइंडिंग बनाई जाती है, जिसके शीर्ष पर एक अर्धचालक स्क्रीन और एक धातु स्क्रीन लगाई जाती है, जिसमें ग्राउंड वायर टांका लगाया जाता है (छवि 101)।
चावल। 101. प्लास्टिक इन्सुलेशन के साथ 10 केवी केबलों के लिए शंकु वाइंडिंग:
1 - कोर इंसुलेशन, 2 - शंक्वाकार वाइंडिंग, 3 - ग्राउंड वायर, 4 - अर्धचालक सामग्री से बनी स्क्रीन, 5 - मेटल स्क्रीन, 6 - स्क्रीन के ऊपर वाइंडिंग, 7 - नली
पीकेवीई समाप्ति (छवि 102) के लिए, एक एपॉक्सी यौगिक से एक हाउसिंग कास्ट का उपयोग किया जाता है, और टिप के साथ केबल कोर के जंक्शन को केबल में नमी के प्रवेश के खिलाफ सील कर दिया जाता है।

चावल। 102. प्लास्टिक इन्सुलेशन के साथ 10 केवी तक वोल्टेज वाले केबलों के लिए नम कमरे में स्थापित होने पर पीकेवीई आंतरिक स्थापना की अंतिम सील;
ए, बी, सी - वोल्टेज 1-3, 6 और 10 केवी के लिए;
1 - टिप, 2, 5 - स्वयं-चिपकने वाली या सूती टेप से बनी वाइंडिंग, 3 - कपलिंग बॉडी, 4 - पट्टी, 6 - ग्राउंड वायर
काटने से पहले, केबल के सिरे को A + 0.5 मीटर की लंबाई तक सीधा किया जाता है। कोर को विद्युत रिसीवरों से जोड़ने की शर्तों के आधार पर लिया गया आयाम A (काटे जाने वाले केबल सिरे की लंबाई) ऐसा होना चाहिए कि टर्मिनेशन के ग्राउंडेड हिस्सों (कवच टेप और स्क्रीन) से केबल लग तक की दूरी 6 केवी के वोल्टेज पर कम से कम 250 मिमी और 10 केवी पर 400 मिमी थी। 10 मिमी तक के कोर क्रॉस-सेक्शन वाले केबलों के लिए, आकार 2 ए को कोर के सिरों को एक रिंग में मोड़ने के लिए आवश्यक लंबाई से बढ़ाया जाता है।
केबल का सिरा अध्याय में वर्णित तकनीक का उपयोग करके काटा जाता है। VIII, जबकि आकार G (चित्र 75 देखें) टिप के ट्यूबलर भाग की लंबाई प्लस 15 मिमी के बराबर है। केबल कोर को अनुमेय झुकने वाले त्रिज्या को ध्यान में रखते हुए मोड़ा जाता है।
कोर के पॉलीथीन इन्सुलेशन को हल्की उम्र बढ़ने से बचाने के लिए, समाप्ति से पहले उस पर एक पीवीसी प्लास्टिक ट्यूब लगाई जाती है। ट्यूब का आंतरिक व्यास कोर इन्सुलेशन के व्यास से 1-2 मिमी बड़ा होना चाहिए। यह ऑपरेशन चिपकने वाले पीवीसी टेप के साथ दो-परत लपेटकर भी किया जा सकता है। टिप पर वाइंडिंग के सिरे को धागे की पट्टी से सुरक्षित किया गया है। पॉलीविनाइल क्लोराइड इन्सुलेशनकेबल कोर अतिरिक्त रूप से संरक्षित नहीं हैं, क्योंकि वे हल्की उम्र बढ़ने के प्रति काफी प्रतिरोधी हैं। 6 केवी के वोल्टेज के लिए पीसीवी टर्मिनेशन स्थापित करते समय, धातु और अर्धचालक स्क्रीन के टेप घाव हो जाते हैं और नली के कटने के स्थान से 25 मिमी की दूरी पर नीचे झुक जाते हैं। नली के अंत से 40 मिमी की दूरी पर, एक पट्टी लगाई जाती है और अर्धचालक स्क्रीन के टेप को लपेट दिया जाता है। नस की पूरी लंबाई के साथ, ग्रेफाइट परत (एक्वाडैग) को गैसोलीन या एसीटोन से धोया जाता है।
धातु स्क्रीन की मुड़ी हुई पट्टियों को मोड़ रेखा से 50-60 मिमी की दूरी पर काटा जाता है और तांबे की पट्टियों को ऊपरी तरफ टिन सोल्डर के साथ टिन किया जाता है और एल्यूमीनियम पट्टियों को सोल्डर ए के साथ टिन किया जाता है। ग्राउंड वायर को सोल्डरिंग आयरन से सोल्डर किया जाता है। पीवीसी टेप की एक वाइंडिंग कोर के उन हिस्सों पर लगाई जाती है, जिन पर स्क्रीन के चरण बचे हैं।
10 केवी के वोल्टेज के लिए पीकेवी टर्मिनेशन स्थापित करते समय, धातु और अर्धचालक स्क्रीन के टेप को उस बिंदु तक घाव कर दिया जाता है जहां नली कट जाती है, लेकिन उन्हें काटा नहीं जाता है, बल्कि बाद की स्थापना के लिए छोड़ दिया जाता है। उसी तरह जैसे 6 केवी के वोल्टेज के लिए केबल कोर पर एक्वाडैग हटा दिया जाता है।
कोर के पीवीसी इन्सुलेशन के साथ, नली के अंत से 30 मिमी के बिंदु से शुरू करके, चिपकने वाला पीवीसी टेप (पॉलीथीन इन्सुलेशन के लिए - चिपकने वाला पॉलीथीन टेप की एक घुमावदार) की शंक्वाकार घुमावदार लागू करें। सेमीकंडक्टिंग स्क्रीन के टेप, जो पहले कोर से घाव किए गए थे, 30-50% ओवरलैप के साथ एक शंक्वाकार घुमावदार पर घाव कर दिए जाते हैं, इसके शीर्ष पर इन टेपों को एक पट्टी से सुरक्षित किया जाता है, और उनका अतिरिक्त काट दिया जाता है।
सामान्य धातु स्क्रीन के टेप, जो पहले कोर से घाव किए गए थे, पर प्रयास किया जाता है और काटा जाता है ताकि शंकु पर घाव होने के बाद, वे अर्धचालक स्क्रीन के कट बिंदु तक 5 मिमी तक न पहुंचें। धातु स्क्रीन स्ट्रिप्स के सिरों को अस्थायी रूप से हटा दिया जाता है और टिन किया जाता है। एक ग्राउंडिंग तार को टांका लगाने वाले लोहे के साथ टेप के टिन वाले क्षेत्रों में मिलाया जाता है। धातु के टेपों को फिर से शंक्वाकार वाइंडिंग पर लपेटा जाता है और सेमीकंडक्टिंग स्क्रीन के कट से 5 मिमी की दूरी पर एक तार की पट्टी से सुरक्षित किया जाता है। धातु स्क्रीन की सतह पर सिलवटों को लकड़ी के हथौड़े से चिकना किया जाता है।
प्लास्टिक इन्सुलेशन वाले केबलों के लिए आंतरिक इंस्टॉलेशन के एपॉक्सी एंड सील पीकेवीई को स्थापित करते समय, पीवीसी इन्सुलेशन के सभी छीने गए क्षेत्रों को एपॉक्सी यौगिक के आसंजन के लिए पीईडी-बी गोंद के साथ लेपित किया जाता है। उसी उपचार के अधीन पीवीसी इन्सुलेशनपॉलीथीन कोर इन्सुलेशन से ढके ट्यूब।
50 मिमी लंबे कवच के एक खंड पर, कपास टेप की दो परतों की एक वाइंडिंग लगाई जाती है, जिसमें प्रत्येक परत एक यौगिक के साथ लेपित होती है। टिप के ट्यूबलर भाग और अनइंसुलेटेड कोर के अनुभाग पर एक ही वाइंडिंग लगाई जाती है। डालने के लिए हटाने योग्य साँचा किससे बनाया जाता है? पॉलीथीन फिल्मऔर अन्य सामग्रियां जिनमें एपॉक्सी यौगिक का आसंजन नहीं होता है।
6 केवी केबल पर पीकेवीई सील स्थापित करते समय (हटाने योग्य फॉर्म डालने से पहले), मुड़ी हुई स्क्रीन स्ट्रिप्स को ग्राउंड किया जाता है। पीवीसी ट्यूबों को पॉलीइथाइलीन-इंसुलेटेड केबल कोर पर रखा जाता है (उस बिंदु तक जहां सेमीकंडक्टिंग स्क्रीन टेप काटे जाते हैं)।
10 केवी केबल पर पीकेवीई टर्मिनेशन स्थापित करते समय (हटाने योग्य फॉर्म डालने से पहले), प्रत्येक कोर पर एक शंक्वाकार वाइंडिंग की जाती है। पीवीसी प्लास्टिक कंपाउंड से बनी ट्यूबों को कोन वाइंडिंग के शीर्ष पर कोर के पॉलीथीन इन्सुलेशन पर रखा जाता है।
हटाने योग्य मोल्ड को स्थापित करने के बाद, ज्यामितीय आयामों की जांच करें, जिसमें मोल्ड की दीवार से कोर की दूरी (कम से कम 5 मिमी) शामिल है, और मोल्ड को कंपाउंड से भरें। एपॉक्सी यौगिक के ठीक हो जाने के बाद, 20-24 घंटों के बाद, मोल्ड हटा दिया जाता है और सील को GF-92ХС या EP-51 इनेमल के साथ दो परतों में लेपित किया जाता है।
1 केवी तक वोल्टेज के साथ पीकेवी समाप्ति (चित्र 100 देखें, ए) एक लुग के साथ समाप्त होने वाली केबल का एक छीन लिया गया अंत है। वह क्षेत्र जहां कंडक्टरों को रूट किया जाता है, चिपकने वाले पीवीसी टेप की दो या तीन परतों से अछूता रहता है। कोर के पॉलीथीन इन्सुलेशन को उसी तरह हल्की उम्र बढ़ने से बचाया जाता है जैसे 6 केवी के केबल वोल्टेज के लिए टर्मिनेशन के लिए इन्सुलेशन।
काटते समय, यह आवश्यक है कि ग्राउंडेड भागों (कवच टेप और स्क्रीन) से केबल लैग तक की दूरी कम से कम 150 मिमी हो। 10 मिमी2 तक के कोर क्रॉस-सेक्शन वाले केबलों के लिए, यह दूरी संपर्क क्लैंप के नीचे रिंग को मोड़ने के लिए आवश्यक आकार से बढ़ जाती है।
पेपर इन्सुलेशन के साथ 20-35 केवी वोल्टेज वाले केबलों के लिए समाप्ति. आउटडोर इंस्टॉलेशन केएनओ-20 और केएनओ-35 के लिए सिंगल-फेज ब्रास एंड कपलिंग, एपॉक्सी केएनईओ-35 को एक अनग्राउंडेड न्यूट्रल के साथ नेटवर्क में प्रत्येक कोर पर अलग-अलग मेटल शीथ के साथ पेपर-इंसुलेटेड केबल और केबल को समाप्त करने के लिए डिज़ाइन किया गया है।
पीतल के कपलिंग KNO का उपयोग इनडोर इंस्टॉलेशन में केबल को समाप्त करने के लिए भी किया जाता है। यदि कोई कम्पेसाटर है, तो कपलिंग का ब्रांड KNOk निर्दिष्ट है। कम्पेसाटर के साथ कपलिंग का उपयोग गर्म जलवायु वाले क्षेत्रों के साथ-साथ गर्म कमरों के अंदर केबल को समाप्त करने के लिए किया जाता है।
KNEO-35 एपॉक्सी कपलिंग के बजाय, KVEO-35 कपलिंग का उपयोग आंतरिक स्थापना में किया जाता है।
KNOk-35 कपलिंग (चित्र 103) के डिज़ाइन में बेस प्लेट 13 के साथ एक पीतल का शंकु 2 होता है, जिस पर एक इन्सुलेटर 10 स्थापित होता है, जो ऊपरी 4 और निचले 3 फ्लैंग्स के साथ भली भांति बंद करके प्रबलित होता है। तेल प्रतिरोधी रबर को इन्सुलेटर के फ्लैंज और सिरों के बीच सील के रूप में रखा जाता है। 9. इन्सुलेटर के ऊपरी फ्लैंज पर एक इनपुट कॉपर कैप के साथ एक संपर्क फ्लैंज 5 होता है। 8. कोर में तापमान वॉल्यूमेट्रिक परिवर्तनों की भरपाई के लिए, कैप फ्लैंज में एक कॉपर कैप को वेल्ड किया जाता है। लचीला तार 7. तार का दूसरा सिरा एक टिनयुक्त तांबे की आस्तीन 6 से जुड़ा होता है, जिसमें केबल कोर को टांका लगाया जाता है या दबाया जाता है। रोल 11 से एक वाइंडिंग को कोर के पेपर इन्सुलेशन पर लगाया जाता है, जिसके निचले शंकु पर टिनयुक्त तांबे के कॉर्ड से बनी एक स्क्रीन 12 होती है। कफ 1 के साथ युग्मन शंकु को केबल के धातु म्यान में मिलाया जाता है। कपलिंग की आंतरिक गुहा रोसिन द्रव्यमान से भरी होती है, जिसे फिटिंग 14 के माध्यम से निकाला जाता है।
चावल। 103. पेपर इन्सुलेशन और कोर पर अलग धातु शीथ के साथ 35 केवी तक वोल्टेज वाले केबलों के लिए बाहरी स्थापना KNOk-35 के लिए अंत युग्मन:
1 - लीड कफ, 2 - शंकु, 3, 4 - निचले और ऊपरी फ्लैंज, 5 - संपर्क फ्लैंज, 6 - आस्तीन, 7 - कम्पेसाटर - तांबे के लचीले तार, 8 - तांबे की टोपी, 9 - गैसकेट, 10 - इन्सुलेटर, 11 - रोल वाइंडिंग, 12 - स्क्रीन, 13 - बेस प्लेट, 14 - द्रव्यमान की निकासी के लिए फिटिंग
KNEO-35 अंत युग्मन (चित्र 104) में एक हटाने योग्य मोल्ड में केन्द्रापसारक कास्टिंग द्वारा एक एपॉक्सी यौगिक से एक इन्सुलेटर 4 कास्ट होता है, एक बॉडी 6 एक आंतरिक एल्यूमीनियम या लीड स्क्रीन 7, एक एपॉक्सी कवर 3 और एक टिप के साथ डाली जाती है। 1 नट से सुरक्षित 2. बी कपलिंग के निचले हिस्से में कपलिंग बॉडी को जोड़ने के लिए एक धातु निकला हुआ किनारा 8 है सहायक संरचना. कोर के पेपर इन्सुलेशन पर, ग्लास टेप की दो परतों की एक वाइंडिंग 9 को 50% ओवरलैप के साथ लगाया जाता है और प्रत्येक मोड़ को एपॉक्सी यौगिक के साथ लेपित किया जाता है। कपलिंग बॉडी के अंदर एपॉक्सी यौगिक 5 भरा होता है।
चावल। 104. पेपर इन्सुलेशन और कोर पर अलग शीथ के साथ 35 केवी तक वोल्टेज वाले केबलों के लिए बाहरी स्थापना केएनईओ -35 के लिए समाप्ति एपॉक्सी युग्मन:
1 - टिप, 2 - नट, 3 - एपॉक्सी कैप, 4 - एपॉक्सी इंसुलेटर, 5 - एपॉक्सी कंपाउंड से भरना, 6 - एपॉक्सी कोन, 7 - कोन स्क्रीन, 8 - फ्लैंज, 9 - एपॉक्सी कंपाउंड के साथ ग्लास टेप से बनी वाइंडिंग
KVEO-35 आंतरिक स्थापना के अंतिम युग्मन का डिज़ाइन KNEO-35 युग्मन के डिज़ाइन के समान है और केवल आकार में भिन्न है।
पुस्तक में केवल 1 - 35 केवी के वोल्टेज के साथ सबसे अधिक उपयोग किए जाने वाले समाप्ति और समाप्ति शामिल हैं, जो केबल फिटिंग के व्यक्तिगत समूहों की विशेषता है। अन्य समाप्ति और समाप्ति (इनडोर समाप्ति, इलेक्ट्रोस्टैटिक प्रीसिपिटेटर समाप्ति, आदि) के बारे में अधिक संपूर्ण जानकारी तकनीकी दस्तावेज़ में प्रदान की गई है।
प्रश्नों पर नियंत्रण रखें
- केबल जोड़ों और समाप्ति का वर्गीकरण दीजिए।
- कौन प्रारंभिक कार्यएसएस लीड कपलिंग स्थापित करने से पहले प्रदर्शन किया गया?
- कौन अतिरिक्त उपाय 10 डिग्री सेल्सियस से नीचे और 25 डिग्री सेल्सियस से ऊपर के परिवेश के तापमान पर एपॉक्सी यौगिकों को कपलिंग में डालने पर क्या स्वीकार किया जाता है?
- 5 मीटर से अधिक के स्तर अंतर के साथ एपॉक्सी एंड सील स्थापित करने की क्या विशेषताएं हैं?
- पेपर-इंसुलेटेड केबलों के लिए अंतिम सील को स्वयं-चिपकने वाले केवीएसएल टेप से कैसे सील किया जाता है?
खनन उद्योग में कार्य सुरक्षा के लिए अक्टूबर क्रांति वैज्ञानिक अनुसंधान संस्थान (MakNII) के राज्य मेकेवका आदेश द्वारा विकसित
यूएसएसआर के गोस्गोर्तेखनादज़ोर से सहमत
यूएसएसआर कोयला उद्योग मंत्रालय द्वारा अनुमोदित
1. सामान्य प्रावधान
1. सामान्य प्रावधान
1.1. यह निर्देश कागज और प्लास्टिक इन्सुलेशन के साथ बख्तरबंद केबलों के समापन और कनेक्शन पर लागू होता है तांबे के तारभूमिगत खदान के कामकाज में उन्हें स्थापित करते समय।
1.2. अंत सील और कपलिंग की स्थापना का कार्य इंजीनियरिंग और तकनीकी कर्मचारियों की देखरेख में विशेष रूप से प्रशिक्षित कर्मियों द्वारा किया जाना चाहिए।
स्थापना की शुरुआत तक, कर्मियों को परिशिष्ट 2 और 3, 4 में निर्दिष्ट आवश्यक सामग्री, उपकरण और उपकरण प्रदान किए जाने चाहिए।
1.3. केबल काटते समय, बाहरी सुरक्षात्मक आवरण क्रमिक रूप से हटा दिया जाता है 1
, कवच 2
, सीसा म्यान 3
, कमर 4
और चरण 5
केबल इन्सुलेशन (चित्र 1)। केबल की लंबाई तालिका 1 में दिए गए मानों के अनुरूप होनी चाहिए।
चित्र.1 केबल अंत की तैयारी
चित्र.1 केबल अंत की तैयारी
तालिका नंबर एक
|
कोर क्रॉस-सेक्शन, मिमी |
आयाम, मिमी |
|||||
1.4. दूरी पर एकेबल के अंत से एक पट्टी लगाई जाती है 7
तार से (दो या तीन मोड़) और बाहरी आवरण हटा दें 1
.
1.5. लंबाई में बीबाहरी आवरण के कट से एक पट्टी लगाई जाती है 8
कवच के लिए 2
. पट्टी के चारों ओर का कवच हैकसॉ से काटा जाता है और हटा दिया जाता है। सीसा म्यान 3
गैसोलीन में भिगोए हुए तकनीकी कपड़े से संदूषण से साफ करें।
1.6. दो गोलाकार और दो अनुदैर्ध्य कट बनाने के लिए लीड शीथ के साथ निशान बनाए जाते हैं। दूरी पर के बारे मेंउस बिंदु से जहां कवच काटा जाता है, पहला कुंडलाकार कट सीसा म्यान के साथ और कुछ दूरी पर बनाया जाता है पीइसमें से दूसरा कुंडलाकार कट है। दूसरे कुंडलाकार कट से केबल के अंत तक, एक दूसरे से 10 मिमी की दूरी पर दो अनुदैर्ध्य कट बनाए जाते हैं। ब्लेड पर लिमिटर वाले चाकू से सीसे के आवरण में उसकी आधी मोटाई तक कटौती की जाती है। सबसे पहले, लीड स्ट्रिप को दो अनुदैर्ध्य कटों के बीच अलग किया जाता है, और फिर पूरे लीड शीथ को दूसरे कुंडलाकार कट तक हटा दिया जाता है। पहले और दूसरे कट के बीच की लीड बेल्ट को केबल के सिरे को सील करने से तुरंत पहले हटा दिया जाता है, यानी। जब कोर के बीच बेल्ट इन्सुलेशन और भराव हटा दिया जाता है, और कोर 6
अलग किया गया और सीलिंग इन्सुलेशन के साथ कवर किया गया।
1.7. अंत सील और कपलिंग का चयन तालिका 2 के अनुसार किया जाता है।
तालिका 2
अंत और कनेक्टिंग कपलिंग और सील के अनुप्रयोग का दायरा
|
अंतिम सील या कपलिंग का नाम |
उद्देश्य |
भूमिगत खदान कामकाज में आवेदन का दायरा |
केबल सिरों के बीच स्तर का अंतर, मी |
|
|
शुष्क कामकाज |
कच्चा कामकाज |
|||
|
केबल द्रव्यमान भरने के साथ खदान विद्युत उपकरण के इनपुट डिवाइस में सीलिंग |
|
अनुमत |
||
|
तीन-परत प्लास्टिक टयूबिंग के साथ एपॉक्सी ड्राई सील को समाप्त करें |
1000 V से ऊपर के वोल्टेज के लिए रेटेड पेपर-इंसुलेटेड केबलों के लिए |
लगाना चाहिए |
लगाना चाहिए |
|
|
नाइराइट रबर ट्यूब के साथ एपॉक्सी सूखी सील को समाप्त करें |
|
लगाना चाहिए |
अनुमत |
|
|
रबर के दस्तानों से सूखी सीलिंग समाप्त करें |
1000 V तक के वोल्टेज के लिए रेटेड पेपर-इंसुलेटेड केबल के लिए |
अनुमत |
प्रयोग नहीं करना चाहिए |
|
|
पीवीसी टेप और वार्निश के साथ सूखी सीलिंग समाप्त करें |
|
लगाना चाहिए |
लगाना चाहिए |
सीमित नहीं |
|
एपॉक्सी कंपाउंड भरने के साथ ईवीटी केबल की समाप्ति |
1000 वी से ऊपर वोल्टेज के लिए रेटेड इन्सुलेशन वाले केबलों के लिए |
लगाना चाहिए |
लगाना चाहिए |
सीमित नहीं |
|
ईवीटी केबल का सूखा समापन |
1000 V और उससे ऊपर के वोल्टेज के लिए रेटेड इन्सुलेशन वाले केबलों के लिए |
लगाना चाहिए |
लगाना चाहिए |
सीमित नहीं |
|
कच्चा लोहा (या मुद्रांकित स्टील) युग्मनकेबल भरने के साथ |
1000 V और उससे ऊपर के वोल्टेज के लिए रेटेड इन्सुलेशन वाले केबलों के लिए |
अनुमत |
अनुमत |
|
|
एपॉक्सी कंपाउंड से भरा स्टील कपलिंग (ईवीटी केबल के लिए) |
लगाना चाहिए |
लगाना चाहिए |
||
|
स्टील कपलिंग को बिना भरे जोड़ना (ईवीटी केबल के लिए) |
1000 V और उससे ऊपर के वोल्टेज के लिए रेटेड इन्सुलेशन वाले केबलों के लिए |
लगाना चाहिए |
लगाना चाहिए |
|
|
टिप्पणी। मीटरों में स्तर का अंतर इम्प्रेग्नेटेड पेपर इन्सुलेशन वाले केबलों के लिए दिया गया है |
||||
2. बख़्तरबंद केबलों के सिरों को केबल द्रव्यमान के साथ पेपर इन्सुलेशन के साथ सील करना
2.1. अंतिम युग्मन (फ़नल) को काट दिया गया है इनपुट डिवाइसऔर केबल लगाओ. केबल का सिरा चित्र 1 के अनुसार काटा गया है। इस मामले में, कोर की लंबाई इनपुट डिवाइस के आकार से निर्धारित होती है।
2.2. लग्स स्थापित करने के लिए आवश्यक लंबाई तक कंडक्टरों पर इन्सुलेशन हटा दिया जाता है। युक्तियों को कोर के सिरों पर रखा जाता है और समेटा जाता है।
2.3. चरण इन्सुलेशन को तेल और नमी प्रतिरोधी इन्सुलेशन का उपयोग करके सील किया जाता है: पीवीसी टेप, पीवीसी पाइप या नायराइट। ऐसा करने के लिए, प्रत्येक कोर को हवा दें विद्युत अवरोधी पट्टीटिप कान से काटने वाली रीढ़ तक के क्षेत्र में तीन से चार परतों में 10% ओवरलैप के साथ (या एक ट्यूब पर रखें)। खुलने से रोकने के लिए मोटे धागों से बनी पट्टियाँ वाइंडिंग के सिरों पर लगाई जाती हैं। बेहतर सीलिंग के लिए, इन्सुलेशन को तांबे की नोक पर एन 88 गोंद से चिपकाया जाता है और एक सुतली पट्टी से सुरक्षित किया जाता है, जिसे बाद में नमी प्रतिरोधी वार्निश (गोंद) के साथ लेपित किया जाता है।
2.4. लीड शीथ को चमकने तक चाकू से साफ किया जाता है और इस जगह पर एक स्टील क्लैंप लगाया जाता है, जिससे एक ग्राउंडिंग कंडक्टर जुड़ा होता है। ग्राउंडिंग कंडक्टर की लंबाई इसे विद्युत स्थापना आवास के आंतरिक ग्राउंडिंग टर्मिनल से जोड़ने के लिए पर्याप्त होनी चाहिए।
केबल के लीड शीथ को आंतरिक ग्राउंड टर्मिनल से सीधे कनेक्शन की अनुमति है।
2.5. तारांकित टेप की एक वाइंडिंग केबल पर उस स्थान पर बनाई जाती है जहां कपलिंग नेक स्थापित है। स्टील क्लैंप का उपयोग करके, कपलिंग को केबल से सुरक्षित किया जाता है।
2.6. अंतिम आस्तीन केबल द्रव्यमान से भरा हुआ है। जैसे ही द्रव्यमान ठंडा हो जाए, टॉप अप करें।
2.7. पावर कंडक्टर विद्युत उपकरणों के टर्मिनलों से जुड़े होते हैं, और लीड शीथ ग्राउंडेड होता है। ऐसा करने के लिए, लीड शीथ से एक क्लैंप के साथ जुड़ा हुआ ग्राउंडिंग कंडक्टर, विद्युत उपकरण आवास के आंतरिक ग्राउंडिंग क्लैंप से जुड़ा होता है।
2.8. फ़नल केबल बॉक्स से जुड़ा हुआ है। केबल के स्टील कवच को ग्राउंड किया जाता है, जिसके लिए कपलिंग के पास कवच पर एक स्टील क्लैंप लगाया जाता है। ग्राउंडिंग कंडक्टर का उपयोग करके, क्लैंप विद्युत उपकरण के बाहरी ग्राउंडिंग टर्मिनल से जुड़ा होता है।
2.9. भूमिगत खदान के कामकाज में, केबल कोर को बिना लग्स के बिजली के उपकरणों से जोड़ने की अनुमति है (चित्र 2)। इस मामले में, पेपर इन्सुलेशन को कोर से हटा दिया जाता है 2
70 मिमी की लंबाई पर और एक लूप बनाने के लिए 50% तारों को हटा दें 3
. तार के सिरों को एक पट्टी की सहायता से फूँद दिया जाता है 4
मूल से जुड़ा हुआ। शिरा अनुभाग एपेपर इंसुलेशन को हटाकर, उन्हें गैसोलीन से तेल से साफ किया जाता है और गोंद एन 88 के साथ लेपित किया जाता है, जिसके सूखने के बाद, पेपर इंसुलेशन को कवर करने के लिए एक लेवलिंग वाइंडिंग लगाई जाती है। 5
पीवीसी टेप से.
अंक 2। फेरूल का उपयोग किए बिना कंडक्टर के सिरे को सील करना
अंक 2। फेरूल का उपयोग किए बिना कंडक्टर के सिरे को सील करना:
1 - रहता था; 2 - कागज इन्सुलेशन; 3 - केबल कोर से मुड़ा हुआ लूप; 4 - तांबे के तार से बनी पट्टी; 5 - लेवलिंग वाइंडिंग; 6 - सीलिंग इन्सुलेशन परत; 7 - कठोर धागों से बनी पट्टी
2.10. चरण इन्सुलेशन, वाइंडिंग को सील करने के लिए 6
क्षेत्र पर रखो एलूप के सभी रास्ते 3
. सीलिंग वाइंडिंग पर मोटे धागों की एक पट्टी लगाई जाती है 7
, जिसे बाद में नमी प्रतिरोधी वार्निश के साथ लेपित किया जाता है।
2.11. सामान्य फ़ॉर्ममेरे विद्युत उपकरण के इनपुट डिवाइस में लगे केबल टर्मिनेशन को चित्र 3 में दिखाया गया है।
चित्र 3. खदान विद्युत उपकरण के इनपुट डिवाइस में लगे केबल टर्मिनेशन का सामान्य दृश्य
चित्र 3. खदान विद्युत उपकरण के इनपुट डिवाइस में लगे केबल टर्मिनेशन का सामान्य दृश्य
1 - मुख्य शक्ति; 2 - कमर इन्सुलेशन; 3 - सीसा म्यान; 4 - कवच; 5 - ग्राउंडिंग कंडक्टर; 6 - लीड शीथ और कवच पर क्रमशः स्थापित ग्राउंडिंग क्लैंप; 7 - केबल द्रव्यमान से भरा फ़नल
3. एपॉक्सी यौगिकों और तीन-परत प्लास्टिक ट्यूबों का उपयोग करके बख्तरबंद केबलों के सिरों को सील करना
3.1. गीले कामकाज में बिछाए गए केबलों को समाप्त करने के लिए तीन-परत ट्यूबों के साथ समाप्ति की सिफारिश की जाती है। ये सीलें अपने छोटे आकार और स्थापना में आसानी के कारण दूसरों से भिन्न होती हैं।
आवश्यक उपकरणों की सूची परिशिष्ट 3 में दी गई है।
3.2. केबल का सिरा चित्र 1 के अनुसार काटा गया है। कटों के आयाम तालिका 1 में दिए गए डेटा के अनुरूप होने चाहिए।
यदि आवश्यक हो तो इन आयामों को बढ़ाया जा सकता है।
3.3. टिप को स्थापित करने के लिए पर्याप्त क्षेत्र में कंडक्टरों के सिरों से इन्सुलेशन हटा दिया जाता है। निर्दिष्ट क्षेत्र में इन्सुलेशन हटाने से पहले, शेष इन्सुलेशन के किनारे पर कच्चे धागे के दो या तीन मोड़ की एक पट्टी लगाई जाती है।
3.4. केबल को काटने के बाद, नमी से बचाने के लिए कोर और स्पाइन के इन्सुलेशन को इंसुलेटिंग पीवीसी टेप से लपेटा जाता है।
3.5. कोर को सील करने के लिए, लोचदार तीन-परत ट्यूबों का उपयोग किया जाता है (आंतरिक और बाहरी परतें पीवीसी से बनी होती हैं, बीच वाली पॉलीथीन से बनी होती है)। तालिका 3 तीन-परत ट्यूबों के आयाम दिखाती है।
टेबल तीन
|
कोर क्रॉस-सेक्शन, मिमी |
ट्यूब आयाम, मिमी |
आयाम (चित्र 4), मिमी |
||||
|
भीतरी व्यास |
पीवीसी परत की मोटाई |
पॉलीथीन परत की मोटाई |
||||
3.6. ट्यूबों की लंबाई कोर की लंबाई से इस तरह निर्धारित की जाती है कि ट्यूब का ऊपरी भाग टिप के बेलनाकार भाग को पूरी तरह से कवर करता है, और ट्यूब के निचले सिरे को 30° के कोण पर काटा जाता है (जो इसे कोर पर लगाना आसान बनाता है), एपॉक्सी यौगिक में कम से कम 50 मिमी तक प्रवेश करता है।
3.7. इसे केबल कोर पर लगाने से पहले, बाहरी पॉलीविनाइल क्लोराइड और मध्य पॉलीथीन परतों को तिरछे कट से 20 मिमी की दूरी पर ट्यूब से हटा दिया जाता है, जिसके बाद आंतरिक पॉलीविनाइल क्लोराइड परत को एक फ़ाइल के साथ संसाधित किया जाता है। इस परत की उपचारित सतह को PED-B गोंद से चिकनाई दी जाती है। ट्यूबों के हिस्से में बाहरी पॉलीविनाइल क्लोराइड परत जो एपॉक्सी यौगिक से भरी होगी, उसी उपचार के अधीन है, इसके बाद पीईडी-बी गोंद के साथ स्नेहन किया जाता है।
3.8. समाप्ति करते समय, कोर की प्रारंभिक वायरिंग की जाती है, जिससे तेज मोड़ और कागज इन्सुलेशन को नुकसान से बचाया जा सके। दो रिंग कटों के बीच लीड केबल शीथ का हिस्सा हटा दें। कमर के इन्सुलेशन के किनारे पर मोटे धागों की एक पट्टी लगाई जाती है। केबल पर एक रबर रिंग और एक केबल फ़नल लगाया जाता है।
3.9. एपॉक्सी यौगिक की एक परत कोर और केबल स्पाइन के घटे हुए पेपर इन्सुलेशन पर लगाई जाती है और 50% ओवरलैप के साथ दो परतों में कीपर टेप के साथ घाव किया जाता है। प्रत्येक परत और घुमावदार सतह को एपॉक्सी यौगिक के साथ उदारतापूर्वक लेपित किया गया है।
3.10. नसों पर तीन-परत की नलिकाएं लगाई जाती हैं, जो तारों को समाप्त करते समय युक्तियों के साथ रीढ़ की हड्डी तक ले जाती हैं।
3.11. युक्तियों को कोर पर दबाया जाता है। टिप के बेलनाकार भाग की सतह को एक फ़ाइल के साथ गड़गड़ाहट से साफ किया जाता है, एक एपॉक्सी यौगिक के साथ चिकनाई की जाती है, जिसके बाद उस पर एक कीपर टेप लपेटा जाता है। टिप के इस हिस्से पर कीपर टेप के ऊपर एक तीन-परत वाली ट्यूब को दबाया जाता है और एपॉक्सी यौगिक से लेपित कठोर धागों से बनी पट्टी से सुरक्षित किया जाता है।
3.12. सील की जकड़न सुनिश्चित करने के लिए, कीपर टेप की दो-परत वाली वाइंडिंग को लीड शीथ और कवच पर लगाया जाता है, प्रत्येक परत को एपॉक्सी यौगिक के साथ लेपित किया जाता है। सीसा खोल और कवच की सतह को पहले गैसोलीन से घटाया जाना चाहिए।
3.13. कपलिंग को कंपाउंड से भरने से पहले जांच लें कि यह सही तरीके से स्थापित है। कपलिंग को इस प्रकार स्थापित किया जाना चाहिए कि केबल कोर कपलिंग बॉडी से समान दूरी पर हों।
3.14. एपॉक्सी यौगिक से भरना आवश्यक स्तर तक किया जाता है। डालने से पहले, यौगिक को फिर से अच्छी तरह मिलाया जाता है। एपॉक्सी यौगिक तैयार किया जाता है और परिशिष्ट 2 में वर्णित तरीके से डाला जाता है।
3.15. तीन-परत प्लास्टिक ट्यूबों के साथ एपॉक्सी सील का एक सामान्य दृश्य चित्र 4 में दिखाया गया है।
चित्र 4. तीन-परत ट्यूबों के साथ एपॉक्सी सील का सामान्य दृश्य
चित्र 4. तीन-परत ट्यूबों के साथ एपॉक्सी सील का सामान्य दृश्य:
1 - बख्शीश; 2 - एपॉक्सी यौगिक के साथ लेपित कीपर टेप से घुमावदार; 3 - तीन-परत ट्यूब; 4 - फ़ैक्टरी अलगाव में रहते थे; 5 - एपॉक्सी आवरण; 6 - मोटे धागों से बनी पट्टी; 7 - कमर इन्सुलेशन; 8 - भूमिगत तार; 9 - जस्ती इस्पात तार से बनी पट्टी; 10 - कीपर टेप से वाइंडिंग
एक एपॉक्सी सील स्थापित करने के लिए सामग्री की खपत तालिका 4 में दी गई है।
तालिका 4
|
सामग्री का नाम |
मात्रा |
|
तीन-परत प्लास्टिक ट्यूब TUMI 194-71, पीसी। |
|
|
छत के लोहे से बना अस्थायी सांचा, पीसी। |
|
|
एपॉक्सी यौगिक K-115 या K-176 MRTU-6-05-1251-69 या TU6-05-041-358-72, किग्रा |
|
|
|
|
|
प्रेस्ड-ऑन केबल लग के साथ ग्राउंडिंग तार GOST 7386-70*; GOST 1956-70**, पीसी। |
|
|
________________ |
|
|
कीपर टेप (GOST 4514-71*), मी |
|
|
________________ |
|
|
जस्ती इस्पात तार 1.5 मिमी (गोस्ट 1526-70*), जी |
|
|
________________ |
|
|
भारी धागे (GOST 6309-73*), मी |
|
|
________________ |
|
|
मुड़ी हुई सुतली (GOST 18403-73*), मी |
|
|
________________ |
|
|
पीवीसी टेप (GOST 16214-70*), मी |
|
|
________________ |
|
|
|
|
|
तकनीकी नैपकिन 300x300 (GOST 11680-65*), पीसी। |
|
|
________________ |
|
4. केबल शीथ और कवच की ग्राउंडिंग
4.1 ग्राउंडिंग तार गैल्वेनाइज्ड स्टील क्लैंप का उपयोग करके लीड शीथ और कवच से जुड़ा हुआ है।
4.2. केबल प्रविष्टि के अंदर लीड शीथ की ग्राउंडिंग स्ट्रिप्ड शीथ पर रखे गए स्टील क्लैंप का उपयोग करके की जाती है। ग्राउंडिंग तार का एक सिरा क्लैंप से जुड़ा होता है, और दूसरा विद्युत उपकरण के ग्राउंडिंग क्लैंप से जुड़ा होता है।
4.3. केबल कवच को इनपुट डिवाइस के बाहर ग्राउंड किया जाता है, जिसके लिए इसे इनपुट डिवाइस के पास एक फ़ाइल से साफ किया जाता है और उस पर एक स्टील क्लैंप लगाया जाता है। 25 मिमी के क्रॉस-सेक्शन के साथ ग्राउंडिंग तार का एक सिरा क्लैंप से जुड़ा होता है, और दूसरा विद्युत उपकरण के बाहरी ग्राउंडिंग क्लैंप से जुड़ा होता है।
5. इनपुट डिवाइस में ड्राई केबल टर्मिनेशन की स्थापना
5.1. समाप्ति और लॉकिंग उपकरणों को पूरा करने के बाद, केबल पर एक रबर रिंग और एक केबल फ़नल लगाया जाता है, केबल कोर विद्युत उपकरण के फीड-थ्रू टर्मिनलों से जुड़े होते हैं, और केबल का लीड शीथ ग्राउंडिंग क्लैंप से जुड़ा होता है .
5.2. केबल शीथ का व्यास इससे छोटा होता है आंतरिक व्यासरबर की अंगूठी, जहां उत्तरार्द्ध स्थापित है, एक सीलिंग बैंड लीड शीथ और कवच पर घाव है। संघनन के लिए, एपॉक्सी यौगिक या चिपकने वाला पीवीसी टेप के साथ लगाए गए कीपर टेप का उपयोग किया जाता है। सीलिंग बैंड की चौड़ाई रबर सीलिंग रिंग की चौड़ाई से 20-30 मिमी अधिक होनी चाहिए। पट्टी के किनारे पतले होने चाहिए। ऊपरी परतपट्टी और उसके सिरे एपॉक्सी यौगिक से लेपित हैं। फिर रबर सीलिंग रिंग जिसके माध्यम से केबल को पहले पारित किया गया था, को पट्टी पर रखा जाता है, और केबल प्रविष्टि को एक निकला हुआ किनारा और बोल्ट का उपयोग करके सील कर दिया जाता है।
5.3. केबल फ़नल को समाप्ति पर धकेला जाता है और इनपुट डिवाइस से जोड़ा जाता है।
5.4. इनपुट डिवाइस के बाहर से केबल कवच पर एक गैल्वेनाइज्ड स्टील ग्राउंडिंग क्लैंप लगाया जाता है। क्लैंप को कसकर कस दिया जाता है और तांबे के तार का उपयोग करके विद्युत उपकरण आवास के बाहरी ग्राउंडिंग क्लैंप से जोड़ा जाता है।
5.5. इनपुट डिवाइस केबल के ड्राई टर्मिनेशन का एक सामान्य दृश्य चित्र 5 में दिखाया गया है।
चित्र.5. इनपुट डिवाइस केबल के ड्राई टर्मिनेशन का सामान्य दृश्य
चित्र.5. इनपुट डिवाइस के ड्राई केबल समाप्ति का सामान्य दृश्य:
1 - परिचयात्मक बॉक्स; 2 - पास-थ्रू स्टड; 3 - ग्राउंडिंग पिन; 4 - फ़नल; 5 - लीड शीथ को ग्राउंड करने के लिए क्लैंप; 6 - रबर की अंगूठी; 7 - सीलिंग निकला हुआ किनारा; 8 - कवच को ग्राउंड करने के लिए क्लैंप; 9 - ग्राउंडिंग जम्पर
6. रबर के दस्तानों का उपयोग करके पेपर-इंसुलेटेड बख्तरबंद केबल की अंतिम सील
6.1. सील लगाने के लिए आवश्यक सामग्री तालिका 5 में दी गई है।
तालिका 5
|
सामग्री का नाम |
मात्रा |
टिप्पणी |
|
नायराइट ट्यूब (दस्ताने), पीसी। |
||
|
आकार, पीसी। |
एंबेडमेंट के प्रकार पर निर्भर करता है |
|
|
एपॉक्सी यौगिक K-115 MRTU-6-05-1251-69 या TU-6-05-041-358-72 या K-176 (STU-130-14148-63), किग्रा |
||
|
हार्डनर (TU6-02-594-70), जी |
||
|
केबल लग के साथ ग्राउंडिंग तार, पीसी। |
||
|
जस्ती इस्पात तार 1.5 मिमी (गोस्ट 1526-70), जी |
||
|
कीपर टेप (GOST 4514-71), एम |
||
|
भारी धागे (GOST 6309-73), मी |
||
|
मुड़ी हुई सुतली (GOST 18403-73), मी |
||
|
पीवीसी टेप (GOST 16214-70), मी |
||
|
युक्तियाँ (गोस्ट 7386-70), पीसी। |
||
|
तकनीकी नैपकिन 300x300 (GOST 11680-65), पीसी। |
||
6.2. एक विशेष डिज़ाइन के रबर के दस्ताने केबल कटिंग में कोर के पेपर इन्सुलेशन को नमी से बचाने के लिए डिज़ाइन किए गए हैं। वे तेल और ओजोन-प्रतिरोधी रबर जैसे नायराइट (चित्र 6) से बने होते हैं।
चित्र 6. रबर के दस्ताने का सामान्य दृश्य
चित्र 6. रबर के दस्ताने का सामान्य दृश्य
केबल कोर के क्रॉस-सेक्शन के आधार पर दस्ताने के आकार का चुनाव तालिका 6 के अनुसार किया जाता है।
तालिका 6
|
मानक आकार |
केबल क्रॉस-सेक्शन, मिमी |
आयाम, मिमी |
|||||
भुगतान प्रक्रिया पूरी हो रही है.
भुगतान की पुष्टि होते ही दस्तावेज़ का पूरा पाठ आपके लिए उपलब्ध होगा।
भुगतान की पुष्टि के बाद, पेज होगा स्वचालित रूप से अद्यतन किया गया, इसमें आमतौर पर कुछ मिनटों से अधिक समय नहीं लगता है।
असुविधा के लिए हम खेद व्यक्त करते हैं।
अगर नकदबट्टे खाते में डाल दिए गए थे, लेकिन भुगतान किए गए दस्तावेज़ का पाठ उपलब्ध नहीं कराया गया था, सहायता के लिए हमसे संपर्क करें: [ईमेल सुरक्षित]
यदि भुगतान प्रणाली वेबसाइट पर भुगतान प्रक्रिया पूरी नहीं हुई है, तो मौद्रिक
आपके खाते से धनराशि डेबिट नहीं की जाएगी और हमें भुगतान की पुष्टि नहीं मिलेगी।
इस स्थिति में, आप दाईं ओर दिए गए बटन का उपयोग करके दस्तावेज़ की खरीदारी दोहरा सकते हैं।
एक गलती हुई है
के कारण भुगतान पूरा नहीं हुआ तकनीकी त्रुटि, आपके खाते से धनराशि
बट्टे खाते में नहीं डाले गए थे. कुछ मिनट प्रतीक्षा करने और भुगतान दोबारा दोहराने का प्रयास करें।
केबल टर्मिनेशन को सही इन्सुलेशन के लिए डिज़ाइन किया गया है बिजली के तारविद्युत संस्थापन के साथ कनेक्शन की सीमा पर. सभी विद्युत स्थापना घटकों की कार्यक्षमता और सहभागिता के लिए इस कार्य को पूरा करना अनिवार्य है।
विद्युत स्थापना तत्वों के पूर्ण संचालन के लिए मुख्य मुद्दा केबल समाप्ति है। इस चरण की आवश्यकता इस तथ्य के कारण है कि केबल इसके कोर के कनेक्शन के पास पूरी तरह से सील है विभिन्न तत्वविद्युत प्रतिष्ठान। कई प्रकार के केबल टर्मिनेशन हैं जिनका उद्देश्य एक ही है, लेकिन विभिन्न तरीकेकार्यान्वयन। यह सब उपयोग की शर्तों, साथ ही पर्यावरणीय कारकों पर निर्भर करता है।
केबल समाप्ति के प्रकार
स्टील फ़नल में केबलों का समापन
इस प्रकार की समाप्ति का उपयोग 10 केवी तक रेटेड वोल्टेज पर किया जाता है। संक्षिप्त नाम KVB का उपयोग अंकन के रूप में किया जाता है। किसी भी कमरे में हीटिंग के साथ और उसके बिना भी इस्तेमाल किया जा सकता है, लेकिन बशर्ते नमी न हो। इस केबल टर्मिनेशन के तीन संस्करण हैं:
- केवीबीएम- इस डिज़ाइन की विशेषता एक छोटा अंडाकार फ़नल है, जिसमें कोई ढक्कन नहीं है और इसमें चीनी मिट्टी की झाड़ियों का उपयोग नहीं किया गया है;
- केवीबीके- एक गोल फ़नल है और आउटलेट पर, केबल कोर 1200 के कोण पर एक दूसरे से समान दूरी पर स्थित होते हैं (एक समबाहु त्रिभुज के रूप में);
- केवीबीओ- इसमें एक अंडाकार नाली है, और आउटपुट पर सभी केबल कोर एक पंक्ति में हैं।
चीनी मिट्टी के बरतन झाड़ियों का उपयोग केवल तभी नहीं किया जाता है रेटेड वोल्टेज 1 केवी से अधिक नहीं है. 3, 6, 10 केवी की वोल्टेज आपूर्ति के मामलों में, यह घटक आवश्यक है।
इस प्रकार की सीलिंग विशेषज्ञों के बीच लोकप्रिय है क्योंकि इसके लिए खरीदारी की आवश्यकता नहीं होती है। अतिरिक्त सामग्रीऔर धन, क्योंकि काम के लिए आवश्यक हर चीज़ उपलब्ध है परिवार. 1 केवी तक के संचालन के लिए, केवीबीएम संस्करण (छोटे आकार की फ़नल के साथ) का उपयोग किया जाता है, जिसमें चीनी मिट्टी के बरतन झाड़ियों की आवश्यकता नहीं होती है।
स्टील फ़नल में अंतिम सीलिंग करने की प्रक्रिया

यह चित्र लघु रूप में प्रश्नगत कार्य की प्रगति को दर्शाता है। हम विस्तार से बताएंगे कि प्रत्येक चरण में क्या करने की आवश्यकता है:
- स्टील फ़नल के लिए केबल के अनुभाग को गंदगी से साफ करें और इसे केबल पर रखें।
- नंगे तारों को 1300C के तापमान पर MP1 मिश्रण से उपचारित करें।
- बिजली के टेप से ढीले रिबन को सावधानी से एक दूसरे से अलग करें, और फिर फ़नल को इस स्थान पर खींचें।
- कवच और केबल म्यान तक, इसे तार से लपेटना, फिर टांका लगाना।
- उस स्थान पर जहां फ़नल का सबसे संकीर्ण भाग रखा जाना चाहिए, अधिक विश्वसनीय निर्धारण के लिए राल टेप को शंकु आकार में लपेटना आवश्यक है।
- राल टेप को घुमाते समय, 3-4 मोड़ के बाद, ग्राउंडिंग केबल को फैलाएं।
- तारों को समान रूप से वितरित करें और फ़नल को एक विशेष मिश्रण से भरें।
रबर के दस्तानों के साथ केबलों को समाप्त करना
इस प्रकार की सीलिंग मध्यम के लिए डिज़ाइन की गई है बाहरी स्थितियाँऔर । कनेक्शन के लिए नोड्स के बीच की दूरी 10 मीटर से अधिक नहीं होनी चाहिए। अधिकतम अनुमेय वोल्टेज 1 kV है। रबर के दस्ताने PL-118-11 रबर से बनाए जाते हैं।

केवीआर (ए) सील का डिज़ाइन और तीन-कोर और चार-कोर केबलों के लिए रबर के दस्ताने के प्रकार: 1 - टिप, 2, 11 - पॉलीविनाइल क्लोराइड टेप से बनी वाइंडिंग, 3 - नायराइट से बनी रबर ट्यूब, 4 - केबल कोर, 5 - दस्ताना, 6 - क्लैंप, 7 - ग्राउंडिंग तार, 8 - कवच, 9 - केबल शीथ, 10 - तेल प्रतिरोधी रबर टेप के साथ सील, 12 - कमर इन्सुलेशन, 13 - पट्टी, 14 - दस्ताना उंगली, 15 - ग्लव बॉडी, 16 - चार-कोर केबल के चौथे कोर के लिए विस्तार

रबर के दस्तानों में अंतिम सील बनाने की प्रक्रिया:
- कागज के इन्सुलेशन को ठीक करने के लिए कटे हुए केबल कोर को सावधानीपूर्वक, व्यक्तिगत रूप से, बिजली के टेप से लपेटा जाता है और उन्हें दस्ताने की उंगलियों में खींचना आसान होता है।
- दस्ताने के प्रकार के आधार पर, केबल को दस्ताने के आधार के साथ 2.5-3 सेमी की दूरी पर कई बार लपेटा जाता है।
- केबल पर, दस्ताने के किनारे के ठीक बाहर, 2 कट लगाए जाते हैं, इन्सुलेशन हटा दिया जाता है, और फिर एक धागे की पट्टी लगा दी जाती है।
- दस्ताने के आधार को एक फ़ाइल के साथ खुरदरा कर दिया जाता है, और चिपकाने वाले क्षेत्र को ख़राब कर दिया जाता है।
- दस्ताने के स्थान पर गोंद लगाया जाता है और इसे इस स्थान पर खींच लिया जाता है।
- दस्ताने का आधार एक विशेष क्लैंप से सुरक्षित है।
एपॉक्सी यौगिक के साथ केबलों का समापन
जिस प्रकार की सील की बात की जा रही है, उसका निर्माण करना काफी आसान है और यह उत्कृष्ट भी है तकनीकी विशेषताओं. KVE अक्षरों के संयोजन से चिह्नित। इसका उपयोग विभिन्न इमारतों और यहां तक कि खुली जगह में भी 10 केवी से अधिक की धारा ले जाने वाले केबलों के लिए किया जा सकता है। यह समापन अस्थायी रूप से केबल पर एक खोखला शंक्वाकार आकार रखकर किया जाता है, जिसे एपॉक्सी यौगिक से भरा जाना चाहिए।
इस सील का निर्माण चार संस्करणों में किया जा सकता है:
- केवेन- कंडक्टर नायराइट रबर से बने ट्यूबों द्वारा संरक्षित होते हैं और कम आर्द्रता वाले कमरों में उपयोग किए जाते हैं।
- केवीईडी- कोर पर पॉलीथीन और पॉलीविनाइल क्लोराइड की परतें लगाई जाती हैं। इस संस्करण का उपयोग किसी भी वातावरण में किया जा सकता है, जिसमें शामिल हैं खुली जगहउच्च आर्द्रता के साथ.
- के.वी.ई.पी- एक इन्सुलेटिंग कोटिंग के साथ तारों के आवास से आउटपुट, जो फंसे हुए कोर में सोल्डर होते हैं। किसी भी स्थिति में उपयोग किया जा सकता है, लेकिन 1 केवी तक के वोल्टेज पर।
- KVEZ-नायराइट ट्यूब को सजातीय तार से बने केबल कोर पर रखा जाता है। अधिकतम वोल्टेज 1 केवी तक है और इसका उपयोग परिस्थितियों में किया जा सकता है उच्च आर्द्रताखुली जगह में.


केवीईपी (ए) और केवीईजेड (बी) समाप्ति की स्थापना के लिए केबल काटना: 1 - फैक्ट्री इन्सुलेशन में कोर, 2 - बेल्ट इन्सुलेशन, 3 - शीथ, 4 - केबल कवच
पीवीसी टेप के साथ केबल समाप्ति
यह केबल टर्मिनेशन वार्निश या पॉलीविनाइल क्लोराइड टेप (केवीवी मार्किंग) लगाकर किया जाता है। विभिन्न में उपयोग किया जा सकता है वातावरण की परिस्थितियाँ, लेकिन तलछट के सीधे संपर्क के बिना और 50C से 400C के तापमान पर। प्रयुक्त वोल्टेज 10 kV तक हो सकता है।
साथ ही, इस प्रकार का उपयोग केवल 10 मीटर तक की ऊंचाई के अंतर पर ही किया जा सकता है। पॉलीविनाइल क्लोराइड टेप या तो चिपचिपा (0.3 मिमी तक मोटाई और 20 मिमी तक चौड़ाई) या गैर-चिपचिपा (0.4 मिमी तक मोटाई और 25 मिमी तक चौड़ाई) हो सकता है।
केबल लग्स को केबल कोर में सोल्डरिंग या वेल्डिंग द्वारा सुरक्षित किया जाता है। युक्तियों को फ़ैक्टरी इन्सुलेशन के साथ कवर किया जाना चाहिए। केबल अनुभाग पर, युक्तियों की चौड़ाई के बराबर चौड़ाई वाली सतह को क्वार्ट्ज वैसलीन पेस्ट से साफ और चिकनाई की जाती है। इन चरणों के बाद, कोर पर एक टिप लगाई जाती है और एक क्रिम्पिंग तंत्र का उपयोग करके क्रिम्प किया जाता है।
 (1रेटिंग, औसतन: 5,00 5 में से)
(1रेटिंग, औसतन: 5,00 5 में से)