Siparişe göre makara imalatı. Bobin üretim teknolojisi. Çerçeveli ve çerçevesiz makaralar
30.03.2015
Bir elektrik makinesinde alan sargısı görevi gören kutup bobinleri iki ana tipe ayrılır:
- senkron makinelerin kutup bobinleri;
- makinelerin ana ve ek kutuplarının bobinleri doğru akım.
Bağlantı devresinin özelliklerine göre ayırt edilirler aşağıdaki türler sargılı kutup bobinleri:
- şönt (paralel sargılı);
- seri (seri sargılı);
- bileşik (karışık sargılı).
Paralel sarımlı bobinlerin üretimi dikdörtgen veya yuvarlak olarak yapılmaktadır. Yalıtılmış tel; yalıtılmamış dikdörtgenden seri sargılı bobin üretimi. Bileşik bobinler, bir araya getirilmiş, yalıtılmış ve emprenye işlemine tabi tutulmuş iki ayrı sarılmış bobinin (seri ve paralel sarılmış) birleşimidir. Üreticiye ve ürününe bağlı olarak teknik düzenlemeler için elektrik motorunun geri sarılma koşulları tam zamanında yerine getirilmelidir.
Çerçeveli ve çerçevesiz makaralar
Ana kutup bobinleri (hem seri hem de paralel sarımlı) çerçeve tipindedir. Onlar sarılıp gidiyorlar Çelik çerçeve ve direkler çekirdeğin üzerine monte edilir. Sarmadan önce, çerçeve birkaç kat mikafolia ile manuel olarak yalıtılır, ardından üzerine bir kurşun plaka tutturulur ve bu da başlangıca lehimlenir. sarma teli.
Sarma işlemi tamamlandıktan sonra bobinler kurutulur ve emprenye edilir, ardından verniklenir ve tekrar kurutulur (açık havada).
Çerçevesiz bobinler, ek kutuplu bobinleri ifade eder. Ürünlerin sarılması, yalnızca bu işleme hizmet eden özel ahşap veya çelik şablonlar üzerine gerçekleştirilir. Onarımlar sırasında elektrikli makineler ahşap olanlar küçük makinaların bobin sarmasında, çelik olanlar orta ve büyük makinalarda kullanılır. Bobin gövdesi yalıtımının kutup çekirdeği yüzeyinde aşınmasını önlemek için bobin ile çekirdek arasına metal veya kartondan yapılmış özel bir flanş yerleştirilir.
Sarıldıktan sonra çerçevesiz bobinler aynı işlemler grubuna (kurutma, emprenye etme, cilalama, kurutma) tabi tutulur. İÇİNDE elektrikli makinelerÇoğunlukla çerçevesiz makaralar kullanılır.
PromElectroRemont şirketi hem çerçeveli hem de çerçevesiz bobinler kullanarak hizmet vermektedir.
Tochnost işletmesi, tel çapı 0,01-0,5 mm ve dış sarım çapı 450 mm'ye kadar olan yüksek hassasiyetli bobinlerin yanı sıra diğer sarma ürünlerini de üretiyor. Bu tür elemanlar radyo mühendisliği ve elektronik endüstrilerinde kullanılmaktadır.
Üretimin teknik donanımı, belirli sayıda dönüşün dönüşe kadar hassasiyetle sürdürülmesine ve ürünlerin büyük ve küçük partiler halinde hızlı bir şekilde üretilmesine olanak sağlar.
Tasarım belgelerinin mevcut olması durumunda bobinlerin sipariş edilmesi mümkündür: elektrik şeması, montaj çizimi veya ürün taslağı.
Sarma makineleri "Meteor"
Sarma ürünleriyle çalışmak için yüksek teknolojili İsviçre Meteor makineleri kullanılıyor: bu tür ekipmanlar için gerekli tüm gereksinimleri karşılıyorlar.
METEOR sarma makinesi aşağıdaki özelliklere sahiptir:
- Özel bobinleri +1 tur hassasiyetle sarma kapasitesine sahiptir;
- Sıradan, kesitsel ve diğer sarım türleri için uygundur;
- Toplam dönüş sayısı 15.000'e ulaşıyor;
- Sarma genişliği 0,2 ila 70 milimetre arasında değişir;
- Tel çapı 0,01-0,5 mm'dir;
- Dış çap sargılar 50 mm dahilinde dalgalanır.
Yerleşik sürücü, sarma modunu ürün tipine göre ayarlamanıza ve gerekli parametrelere göre kolayca yeniden programlamanıza olanak tanır. Makinenin tasarımı, maksimum sarım doğruluğunu ve çalışma stabilitesini sağlayacak şekilde tasarlanmıştır. Yüksek üretkenlik, parti boyutundan bağımsız olarak siparişlerin hızlı bir şekilde karşılanmasını ve nihai ürünün maliyetinin düşürülmesini sağlar.
Bütün bunlar Tochnost LLC müşterilerinin şirketin esnek fiyatlandırma politikasının tüm avantajlarından yararlanmasına olanak tanır.
LLC "Doğruluk": modern üretim saat, elektronik ve komplekslere yönelik radyo mühendisliği bobinleri ve sarma ürünleri endüstriyel ekipman. Yüksek profesyonelliğimiz ve uzun yıllara dayanan deneyimimiz, işbirliğimizin sonucundan memnun kalacağınızın garantisidir!
Uzman tavsiyesi alabilir veya telefonla talep bırakabilirsiniz.
JSC ELTEZA, Moskova'da transformatör bobinlerinin profesyonel sarımını tam kalite garantisiyle sunmaktadır. Üretim tesislerimiz 20 adetlik özel makinelerden oluşan bir filodan oluşmakta olup, bu sayede en zorlu taleplerle hızlı bir şekilde başa çıkabiliyoruz. büyük siparişler ve daima kaliteyi garanti edin ve iş teslim tarihlerine uyun. Deneyimli, yüksek vasıflı personel, faaliyetlerimizin başarısının temelidir ve iş sürecinde ortaya çıkabilecek her türlü sorunu hızlı bir şekilde çözebilmektedir.
Transformatör bobinlerinin profesyonel sarımı
Transformatör bobinlerinin sarılması, gerçekleştirilirken yüksek hassasiyet ve dikkat gerektiren bir iştir. Buradaki en ufak bir yanlışlık, işlevselliğin, performansın ve performans özellikleri teçhizat. Firmamız trafo ve indüktör bobinleri ve diğer sarım ürünlerini 0,1 ila 1,4 mm çapında özel tel kullanarak SRN-0,5 ekipmanı üzerine saracaktır. Şirketimizin yüksek verimliliği, mükemmel üretim tesisleri ve beklenen her türlü işi hızlı bir şekilde tamamlayabilen deneyimli personel tarafından sağlanmaktadır. Bizden transformatör bobinlerinin sarılmasını sipariş ederken, yapılan işin kalitesinden kesinlikle emin olabilirsiniz ve herhangi bir siparişi tamamlarken yüzde yüz sonuçlara güvenebilirsiniz.
JSC "ELTEZA"nın profesyonel hizmetleri
Gerçekleştirdiğimiz transformatör bobinlerinin sarımı mevcut kalite standartlarına tamamen uygundur ve bu hizmetin popülaritesinin temelini oluşturmaktadır. Çalışanlarımız her zaman en iyisini sunmaktan mutluluk duyacaktır uygun fiyatlar ve uzun vadede temel oluşturacak diğer çalışma koşulları karşılıklı yarar sağlayan işbirliği. Yöneticilerimizle iletişime geçin veya web sitesindeki numaraları arayın. İşin en uygun mali şartlarda gerçekleştirilmesi için bizimle her zaman anlaşabilirsiniz.
Sayfa 44 / 71
Kullanılan gerilim bobinleri anahtarlama, anahtarlama, tutma, zaman gecikmesi, frenleme vb.'dir; akım türüne göre - doğru akım ve alternatif akım; Gerilim bobinleri tasarımlarına ve teknolojik özelliklerine göre çerçeveli ve çerçevesiz olarak ikiye ayrılır. Çerçeve makaralarının bir ve iki bölümlü versiyonları mevcuttur.
Çerçevesiz bobinlerin üretimi daha basittir, ancak ısı transfer kapasitesi azalır, yalıtımın mekanik dayanımı azalır ve cihazların belirli parçalarına güvenilir bir şekilde bağlanmasını sağlayan yapısal elemanlara sahip değildir. Başlıca teknolojik işlemler şu şekildedir: tedarik işlemleri, sarım, sarım veya bileşiğin emprenye edilmesi ve kurutulması, bitirme işlemleri, ara ve son sarım testleri ile operasyonel kontrol.
Tedarik operasyonlarının kapsamı şunları içerir: sarımın çerçevelerle (çerçeve uygulaması için) ve sarma teliyle tamamlanması; bobin montaj çizimlerinin özelliklerine uygun olarak yalıtım malzemelerinin seçimi; kabloların hazırlanması - sert veya yumuşak ve sarım işi için gerekli diğer malzemeler, genellikle sarma işi için teknolojik belgelerde sağlanır.
Nüfuz etme gücünü artırmak amacıyla katmanlar arası yalıtım için kullanılan kağıt emprenye verniği ve bileşik, dama tahtası deseninde yuvarlak delikler açarak delin. Kağıt, mikanit, karton ve diğer levha yalıtım ve yastıklama malzemelerinin dar şeritler halinde kesilmesi genellikle kollu makas kullanılarak yapılır.
Hazırlanan tüm malzemeler sarım alanına girmeden önce kalite kontrol departmanı tarafından kabul edilir.
Bobin çerçevelerinin imalatı.
İncirde. Şekil 3-35, prefabrik bir bobin çerçevesinin bir tasarımını göstermektedir.
Manşon 1, 2-3 mm sabit uç boşluğuna sahip bükülmüş galvanizli çelik sacdan yapılmıştır; yalıtım (5), esnek mikanit veya ısıyla sertleşen bir reçine bazlı cam elyafından kıvırma ve fırınlama yoluyla gerçekleştirilir. 2, 3 ve 6 numaralı rondelalar damgalanarak yapılır. Çerçeveyi manşon 1'e takılan rondelalarla monte ederken, rondelalar 3 yalıtım verniği ile rondelalar 2 ve 6'ya yapıştırılır. Uç rondelaları (2), manşonun (1) dalları (7) bağlantı elemanına doğru bükülerek sabitlenir. Köşe izolasyonu (4), izolasyon verniği ile birkaç katman halinde sarılmış, bir tarafı 5'lik artışlarla genişliğinin yarısına kadar önceden kesilmiş, vernikli bir kumaş banttır. -8 mm.
Prefabrik çerçeveler izolit manşonlar ve getinax uç pullardan yapıştırılarak yapılır.
Plastikten yapılmış makara çerçevelerinin prefabrik çerçevelere göre birçok avantajı vardır; üretimleri daha az emek yoğundur; daha yekparedirler; sabit boyutlara ve yüksek yalıtım özelliklerine sahip; AG-4 marka pres malzemesi kullanıldığında çerçeveler yüksek mekanik dayanıma sahiptir.
Bobin çerçeveleri, bobinlerin manyetik devreye bağlandığı özel uzantılara sahiptir.
Çerçevesiz makara imalatı.
Çerçevesiz bobinlerin iç deliklerinin ve uçlarının belirtilen çizim boyutları tamamen mandrellerin şekli ve boyutlarına göre belirlenir. Bobinlerin iç deliklerinin ve uçlarının ana yalıtımının müteakip uygulamasını dikkate alan boyutsal ödeneklerle katlanabilir hale getirilirler.
Çerçevesiz bobinlerin ana yalıtımı kesme sacından oluşur İzolasyon malzemesi(esnek mikanit, film kartonu, cam mika vb.), bobin sargılarının topraklanmış veya zıt kutuplardan belirli bir seviyede izolasyonunu sağlar metal parçalar cihazlar.
Çerçevesiz bobinlerin sağlamlığı, sonraki sıraların ilk dönüşleri altında kenarların katlandığı kondansatör veya başka bir kağıdın sıralar arası contaları, pamuklu bantla birkaç sarım dönüşü bağı, bobinlerin dış bantlanması ve son olarak emprenye veya emprenye ile sağlanır. sargılarının birleştirilmesi.
Sargı bobinleri.
En yaygın olarak kullanılanlar, çok sıralı sarımların açık sarımı için yarı otomatik makinelerdir. Bu makinelerin tasarım özelliği, milin çerçeve veya bobin mandreli ile dönüşü ile açma cihazının ters çevirme cihazı ile donatılmış bir iletken ile hareketi arasında sıkı bir tutarlılık sağlamaktır.
Elektrikli sarma makinelerinin boyutları, işledikleri bobinlerin sarımlarının maksimum çapları, ikincisinin uzunlukları ve sarım tellerinin çapları ile ayırt edilir.
Yarı otomatik makinelerde sarım yaparken manuel işlemler şunları içerir: çerçevenin veya mandrelin makineye takılması; bobin sargılarının başlangıç ve son terminallerinin imalatı ile ilgili işler; sarım telinin gerginliğinin iletken ayarıyla ayarlanması; tellerin lehimlenmesi; açıktaki sarım alanlarının yalıtımı; Sargı terminallerinin sabitlenmesi.
Otomatik işlemler şunları içerir: sarma teli düzeni; sıra istifleyici ters; sıralar arası kağıt ayırıcıların temini; tel koptuğunda ve belirtilen sarım dönüş sayısına ulaşıldığında makineyi durdurmak.
Seri üretimde yüksek performanslı çok milli tek milli (Şekil 3-36, a), çok milli (Şekil 3-36, b) ve çok pozisyonlu sarım makineleri kullanılmaya başlandı. 
İncirde. 3-37 gösteriliyor devre şemasıÇerçeve bobinlerini sarmak için altı konumlu atlıkarınca tipi sarma makinesi. Makinede eşit aralıklarla yerleştirilmiş altı adet iş mili 3 bulunmaktadır. döner tabla 1. 
Çerçeveli magazinden ilk konumda, besleyici (4) bobin çerçevesini mile (3) monte eder. İğler, ön yüz plakalarına (2) monte edilir. Tablo II'de döndürüldükten sonra, bobin, bir telli ve bir gerilim kontrol mekanizmasına sahip bir makara (5) ile sarılır, III konumunda bobin uçları, bir yapıştırma cihazı (6) kullanılarak sabitlenir; IV konumunda - ataşman 7 ile kısa devre dönüşlerinin varlığı için sarımın kontrolü; V konumunda - arızalı bobinlerin çıkarılması; VI konumunda - kullanılabilir bobinlerin iş milinden çıkarılması.
Büyük ölçekli ve seri üretim için umut verici yön evrensel olanların yerine yüksek performanslı özel sarım makinelerinin ve program kontrollü sarım makinelerinin kullanılmasıdır.
Sargı işi, sarım direncinin, kabloların kalitesinin, bantlamanın ölçülmesi ve ön geometrik boyutların kontrol edilmesiyle kalite kontrol departmanı tarafından kabul edilmesiyle sona erer. AC bobinlerinin sarımı, dönüşlerde kısa devre olup olmadığı kontrol edilmelidir.
PI-W'yi klonlayın ve sıra mono arama bobini yapmaya geldi. Şu anda bazı maddi sıkıntılar yaşadığım için şu durumla karşı karşıya kaldım: kolay bir iş değil- Makarayı mümkün olan en ucuz malzemelerden kendiniz yapın.
İleriye baktığımda, görevle başa çıktığımı hemen söyleyeceğim. Sonuç olarak şu sensörü aldım:
Bu arada, ortaya çıkan halka bobin yalnızca Klon için değil, aynı zamanda neredeyse tüm diğer dürtü üreteçleri (Koschei, Tracker, Pirate) için de mükemmeldir.
Şeytan çoğu zaman ayrıntıda gizli olduğundan size çok detaylı anlatacağım. Dahası, kısa hikayeler Bobin yapmak internette bir düzine kuruşluk bir iş (bunu alıyoruz, sonra kesiyoruz, sarıyoruz, birbirine yapıştırıyoruz ve işiniz bitti!) Ama bunu kendiniz yapmaya başlıyorsunuz ve en önemli şeyin olduğu ortaya çıkıyor. Laf arasında bahsedilmiş, söylenmesi ise tamamen unutulmuş... Ve meğerse her şey başlangıçta göründüğünden çok daha karmaşıkmış.
Bu burada olmayacak. Hazır? Gitmek!
Fikir
Şunun için en kolayı: kendi emeğiyle Bu tasarımı düşündüm: bir disk al sac malzeme kalınlık ~4-6 mm. Bu diskin çapı gelecekteki sarımın çapına göre belirlenir (benim durumumda 21 cm olmalıdır).
Daha sonra tel sarmak için bir bobin oluşturmak üzere bu krepin her iki tarafına biraz daha büyük çaplı iki disk yapıştırıyoruz. Onlar. böyle bir bobinin çapı büyük ölçüde arttı, ancak yüksekliği düzleşti.
Açıklık sağlamak için bunu bir çizimde tasvir etmeye çalışacağım: 
Umarım ana fikir açıktır. Tüm alan boyunca birbirine yapıştırılmış sadece üç disk.
Malzeme seçimi
Malzeme olarak pleksiglas kullanmayı planladım. Mükemmel şekilde işlenir ve dikloroetan ile yapıştırılır. Ancak maalesef ücretsiz olarak bulamadım.
Kontrplak, karton, kova kapağı vb. her türlü kolektif çiftlik malzemesi. Uygun olmadıkları gerekçesiyle onları hemen attım. Güçlü, dayanıklı ve tercihen su geçirmez bir şey istedim.
Ve sonra bakışlarım fiberglasa döndü...
Fiberglasın (veya cam matın, fiberglasın) kalbinizin arzu ettiği her şeyi yapmak için kullanılabileceği bir sır değil. Motorlu tekneler ve araba tamponları bile. Kumaş epoksi reçine ile emprenye edilmiş olup, gerekli form ve tamamen sertleşene kadar bırakın. Sonuç olarak dayanıklı, suya dayanıklı ve kullanımı kolay bir malzeme ortaya çıkar. Ve tam da ihtiyacımız olan şey bu.
Bu yüzden halteri takmak için üç krep ve kulak yapmamız gerekiyor.
Bireysel parçaların imalatı
Krep No.1 ve No.2
Hesaplamalar, 5,5 mm kalınlığında bir levha elde etmek için 18 kat cam elyafı almanız gerektiğini gösterdi. Epoksi tüketimini azaltmak için cam elyafını gerekli çaptaki daireler halinde önceden kesmek daha iyidir.
21 cm çapında bir disk için 100 ml epoksi reçine yeterliydi.
Her katman iyice kaplanmalı ve ardından tüm yığın presin altına yerleştirilmelidir. Basınç ne kadar büyük olursa o kadar iyidir - fazla reçine sıkılacak, nihai ürünün kütlesi biraz daha az olacak ve mukavemet biraz daha fazla olacaktır. Üstüne yüz kilo kadar yükledim ve sabaha kadar bıraktım. Ertesi gün şu gözlemeyle bitirdim: 
Bu, gelecekteki bobinin en büyük kısmıdır. Ağırlığı var - sağlıklı ol! 
Daha sonra size bu yedek parçayı kullanarak bitmiş sensörün ağırlığını önemli ölçüde azaltmanın nasıl mümkün olacağını anlatacağım.
Aynı şekilde 23 cm çapında ve 1,5 mm kalınlığında bir disk yapıldı. Ağırlığı 89 gramdır.
Gözleme #3
Üçüncü diski yapıştırmaya gerek yoktu. Elimde bir fiberglas tabakası vardı. uygun boyut ve kalınlık. Oldu baskılı devre kartı eski bir cihazdan: 
Ne yazık ki ücret metalize delikler, bu yüzden onları incelemek için biraz zaman harcamam gerekti.
Bunun üst disk olacağına karar verdim ve kablo girişi için içinde bir delik açtım. 
Halter için kulaklar
Kulakların sensör muhafazasını çubuğa takmasına yetecek kadar artık tekstolit vardı. Her kulak için iki parça kestim (dayanıklı olması için!) 
Plastik cıvata için hemen kulaklarınıza delik açmalısınız çünkü bunu daha sonra yapmak çok sakıncalıdır. 
Bu arada, bu klozet kapağı için bir montaj cıvatası.
Böylece bobinimizin tüm bileşenleri hazır. Geriye kalan tek şey hepsini büyük bir sandviç haline getirmek. Kabloyu içeriden geçirmeyi unutmayın.
Tek parça halinde montaj
Öncelikle delikli cam elyafından yapılmış üst disk, 18 kat cam elyafından yapılmış orta krepe yapıştırıldı. Bu, kelimenin tam anlamıyla birkaç mililitre epoksi gerektirdi; bu, tüm alana yapıştırılacak her iki yüzeyi kaplamak için yeterliydi. 


Kulak montajı
Oyukları bir testere kullanarak kestim. Doğal olarak bir yerde biraz abarttım: 
Kulakların tam oturması için kesiklerin kenarlarına küçük bir eğim yaptım: 
Şimdi hangi seçeneğin daha iyi olduğuna karar vermemiz gerekiyordu? Kulaklar farklı şekillerde yerleştirilebilir... 
Makaralar endüstriyel üretimÇoğu zaman doğru versiyona göre yapılırlar, ancak soldakini daha çok seviyorum. Genelde solcu kararlar alıyorum...
Teorik olarak doğru yöntem daha dengelidir çünkü Çubuk montajı ağırlık merkezine daha yakındır. Ancak bobini hafiflettikten sonra ağırlık merkezinin şu veya bu yönde değişmeyeceği gerçek olmaktan uzaktır.
Sol montaj yöntemi görsel olarak daha hoş görünüyor (IMHO) ve bu durumda toplam uzunluk Katlanmış metal dedektörü birkaç santimetre daha küçük olacaktır. Cihazı sırt çantasında taşımayı planlayan biri için bu önemli olabilir.
Genel olarak seçimimi yaptım ve yapıştırmaya başladım. Cömertçe boksitle yağladı, istenen pozisyonda güvenli bir şekilde sabitledi ve sertleşmeye bıraktı: 
Sertleştikten sonra arka taraftan çıkan her şeyi zımpara kağıdı ile zımparaladım: 

Kablo girişi
Daha sonra yuvarlak bir eğe kullanarak iletkenler için oluklar hazırladım, bağlantı kablosunu delikten geçirip sıkıca yapıştırdım: 

Güçlü bükülmeleri önlemek için giriş noktasındaki kablonun bir şekilde güçlendirilmesi gerekiyordu. Bu amaçlar için, Tanrı bilir nereden aldığım şu küçük kauçuk şeyi kullandım: 
Kısacası, biraz fiberglas kestim: 
ve tükenmez kalem macunu ilavesiyle boksitle iyice karıştırıldı. Sonuç ıslak saça benzer viskoz bir maddeydi. Bu bileşimle herhangi bir çatlağı sorunsuz bir şekilde kapatabilirsiniz: 
Fiberglas parçaları macuna gerekli viskoziteyi verir ve sertleştikten sonra sağlarlar. artan güç tutkal dikişi.
Karışımın uygun şekilde sıkıştırılması ve reçinenin telin dönüşlerini doyurması için hepsini elektrik bandıyla sıkıca sarıyorum: 
Elektrik bandı yeşil veya en kötü ihtimalle mavi olmalıdır.
Her şey tamamen donduktan sonra yapının ne kadar güçlü olduğunu merak ettim. Makaranın ağırlığımı (yaklaşık 80 kg) kolaylıkla destekleyebileceği ortaya çıktı.
Aslında bu kadar ağır bir makaraya ihtiyacımız yok, ağırlığı çok daha önemli. Sensörün çok fazla kütlesi, özellikle uzun bir arama yapmayı planlıyorsanız kesinlikle omuz ağrısına neden olacaktır.
Kolaylaştırıcı
Bobinin ağırlığını azaltmak için yapının bazı bölümlerinin kesilmesine karar verildi: 
Bu manipülasyon 168 gram kaybetmemi sağladı fazla ağırlık. Aynı zamanda, bu videoda görülebileceği gibi sensörün gücü pratikte azalmadı:
Şimdi geriye dönüp baktığımda bobinin nasıl biraz daha hafif yapılabileceğini anlıyorum. Bunu yapmak için, orta krepte önceden büyük delikler açmak gerekiyordu (her şeyi birbirine yapıştırmadan önce). Bunun gibi bir şey: 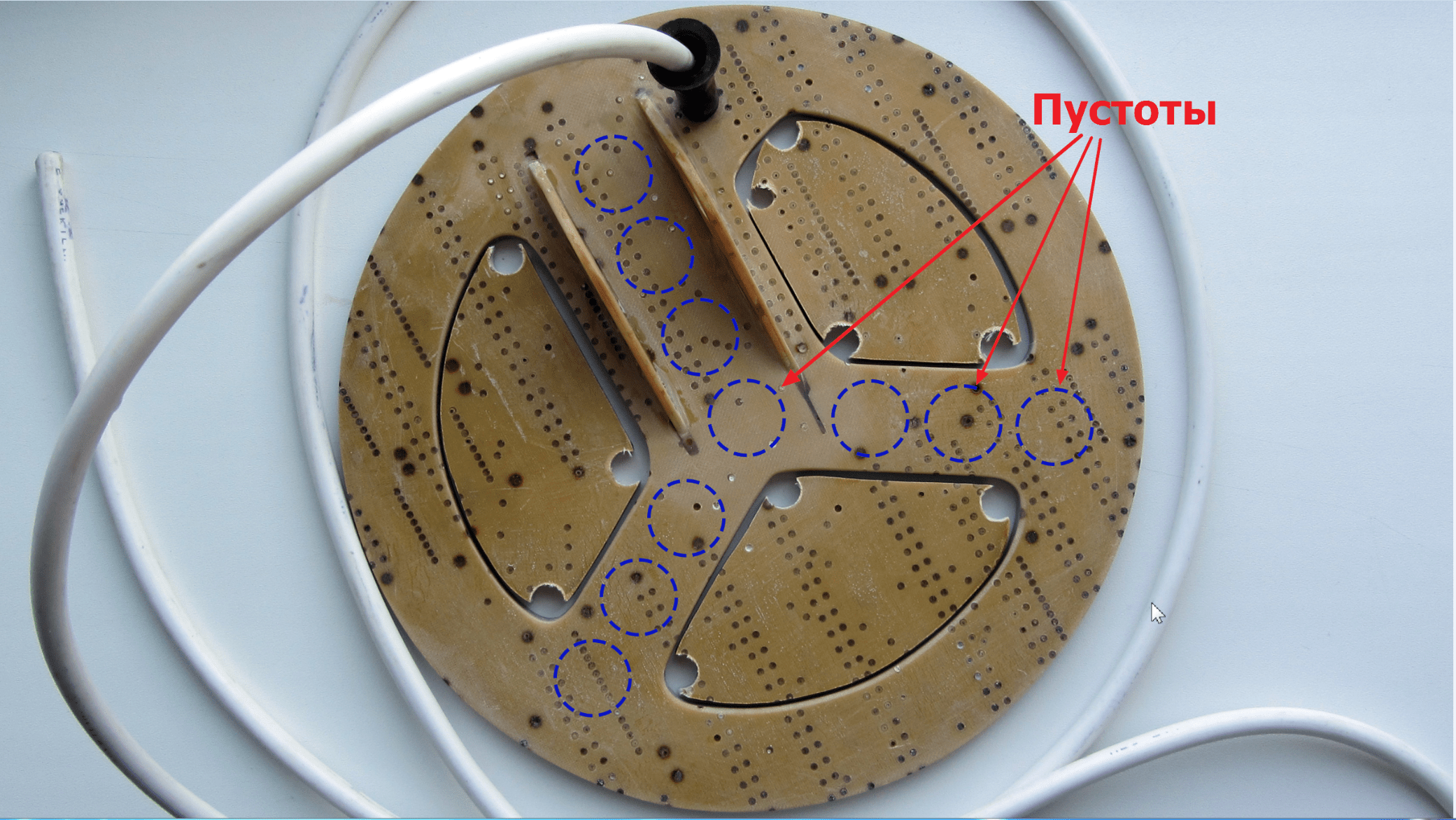
Yapının içindeki boşlukların dayanıklılık üzerinde neredeyse hiçbir etkisi olmayacak, ancak toplam kütleyi 20-30 gram daha azaltacaktır. Şimdi elbette acele etmek için çok geç ama bunu gelecek için aklımda tutacağım.
Sensörün tasarımını basitleştirmenin bir başka yolu da dış halkanın genişliğini (tel dönüşlerinin döşendiği yer) 6-7 milimetre azaltmaktır. Elbette bu şu anda yapılabilir ama henüz böyle bir ihtiyaç yok.
Boyamayı bitir
Kurmak mükemmel boya cam elyaf laminat ve cam elyaf ürünler için - istenilen renkte bir boya ilavesiyle epoksi reçine. Sensörümün tüm yapısı boksit bazlı yapıldığından reçine bazlı boya mükemmel yapışma özelliğine sahip olacak ve orijinali gibi oturacaktır.
Siyah boya olarak alkid emaye PF-115'i kullandım ve gerekli gizleme gücü elde edilene kadar ekledim.
Uygulamanın gösterdiği gibi, bu tür bir boya tabakası çok sıkı tutunur ve sanki ürün sıvı plastiğe batırılmış gibi görünür: 

Bu durumda renk, kullanılan emayeye bağlı olarak herhangi bir renk olabilir.
Nihai ağırlık arama bobini boyama sonrası kabloyla birlikte - 407 g 
Kablonun ağırlığı ayrı olarak ~80 gramdır.
Sınav
Bizim sonra ev yapımı makara metal dedektörü için tamamen hazırdı, dahili bir kırılma olup olmadığını kontrol etmek gerekiyordu. Kontrol etmenin en kolay yolu, normalde çok düşük olması gereken (maksimum 2,5 Ohm) sargı direncini ölçmek için bir test cihazı kullanmaktır.
Benim durumumda bobinin direncinin iki metre bağlantı kablosuyla birlikte 0,9 Ohm civarında olduğu ortaya çıktı.
Ne yazık ki bu basit bir şekilde Dönüşler arası kısa devreyi tespit etmek mümkün olmayacağından, sarım sırasında doğruluğuna güvenmeniz gerekir. Kısa devre, eğer varsa, devreyi başlattıktan hemen sonra kendini gösterecektir - metal dedektörü artan akımı tüketecek ve hassasiyeti son derece düşük olacaktır.
Çözüm
Yani görevin başarıyla tamamlandığını düşünüyorum: En dayanıklı, su geçirmez ve çok ağır olmayan bir makara yapmayı başardım. atık malzemeler. Gider listesi:
- Fiberglas levha 27 x 25 cm - ücretsiz;
- Fiberglas levha, 2 x 0,7 m - serbest;
- Epoksi reçine, 200 gr - 120 ruble;
- Emaye PF-115, siyah, 0,4 kg - 72 RUR;
- Sarma teli PETV-2 0,71 mm, 100 g - 250 ovma;
- Bağlantı kablosu PVS 2x1,5 (2 metre) - 46 ruble;
- Kablo girişi ücretsizdir.
Şimdi tamamen aynı hileli halteri yapma göreviyle karşı karşıyayım. Ama zaten bu kadar.

 (1 ortalama olarak derecelendirmeler: 5,00 5 üzerinden)
(1 ortalama olarak derecelendirmeler: 5,00 5 üzerinden)