Pressfestigkeit von Brot. Bruchfestigkeit des Papiers. Dreipunkt-Biegeversuche
Mechanische Festigkeit und Verformungseigenschaften von Papier
Bruchfestigkeit des Papiers
Bruchfestigkeit. Die Bruchfestigkeit von Papier ist einer der wesentlichen Indikatoren für die mechanische Festigkeit von Papier. Es hängt von der Länge der Fasern ab, aus denen das Papier besteht, von ihrer Festigkeit, Flexibilität und den Bindungskräften zwischen den Fasern. Daher weist Papier, das aus langen, starken, flexiblen und eng miteinander verbundenen Fasern besteht, die höchste Bruchfestigkeit auf (aus denen einige Papiersorten hergestellt werden). synthetische Fasern). Unter den Lumpenfasern eignen sich Flachsfasern am besten zur Herstellung von Papier mit hoher Bruchfestigkeit. Der Gehalt an Holzzellstoff, Hartholzzellstoff und raffiniertem Weichholzzellstoff im Papier führt zu einer Verringerung der Bruchfestigkeit. Sulfit-Nadelholzzellstofffasern ermöglichen es, Papier zu erhalten, das hinsichtlich der Bruchfestigkeit stärker ist als Sulfit-Nadelholzzellstofffasern.
Bei einer übermäßigen Erhöhung des Mahlgrades des Papierbreis beeinflussen zwei Faktoren gleichzeitig die Bruchfestigkeit des hergestellten Papiers in negativer Richtung: eine Zunahme der Zerbrechlichkeit des Materials und eine Abnahme der durchschnittlichen Länge der Fasern. Bei einer deutlichen Zunahme der Dicke und des Gewichts von 1 m2 Papier (Karton) ist auch ein starker Rückgang der Bruchfestigkeit dieser Materialien aufgrund einer Erhöhung der Steifigkeit und des Auftretens großer Zugspannungen beim Bruch in der Oberflächenschicht zu beobachten eines dicken Materials im Vergleich zu einem dünnen.
Einführung von unverändert mineralischer Füllstoff führt unweigerlich zu einer Verringerung der Bruchfestigkeit des hergestellten Papiers aufgrund einer Verringerung der Bindungskräfte zwischen den Fasern und möglicherweise aufgrund der Reibung der Fasern, wenn das Papier wiederholt an den unebenen Oberflächen der Füllstoffpartikel gebrochen wird.
Der Einfluss der Papierfeuchtigkeit auf die Bruchfestigkeit ist nicht eindeutig. Mit der Befeuchtung des Papiers nehmen die Bindungskräfte zwischen den Fasern ab und die Flexibilität des Papiers (aufgrund der Quellung der Fasern) nimmt zu. Somit beeinflussen diese Faktoren die Bruchfestigkeit des Papiers in entgegengesetzter Richtung. Eine Erhöhung der relativen Luftfeuchtigkeit der Umgebungsluft (und damit der Luftfeuchtigkeit des Papiers) erhöht die Bruchfestigkeit von starkem Papier und verringert sie von schwachem Papier (z. B. Löschpapier).
Starkes Papier behält bei Befeuchtung neben der Erhöhung der Flexibilität der Fasern einen relativ hohen Kraftwert bei
Verbindungen zwischen ihnen, und das Ergebnis dieser Einflüsse trägt zu einer Erhöhung der Bruchfestigkeit des Papiers bei, ausgedrückt durch die Anzahl der Doppelbiegungen des Papiers, bevor es bricht. Wenn solch ein ursprünglich festes Papier in Wasser aufbewahrt wird, das heißt unter Bedingungen, bei denen die Kräfte zwischen den Fasern fast vollständig zerstört werden, wird es keine nennenswerte Bruchfestigkeit zeigen können.
Bei Papieren mit schwach ausgebildeten Bindungskräften zwischen den Fasern (Filter, Blotting etc.) werden diese Bindungen bei Befeuchtung des Papiers so stark reduziert, dass der positive Effekt der Erhöhung der Flexibilität der Fasern und des Papiers insgesamt nicht mehr überwiegen kann negativer Einfluss Aufgrund der geringen Größe der Kopplungskräfte zwischen den Fasern wird die Anzahl der Doppelbiegungen deutlich reduziert.
S. N. Ivanov und L. N. Laptev stellten fest, dass der kritische Wert der Bindungskräfte zwischen Fasern 490–588 kPa beträgt und eine weitere Abnahme bei Befeuchtung zu einer Abnahme der Bruchfestigkeit des Papiers führt.
Widerstand gegen Papierstanzen
Dieser Indikator für die Papierqualität kann nicht als einer der Hauptindikatoren angesehen werden. Dies kann für einige Arten von Verpackungs- und Packpapieren von Bedeutung sein, für die in manchen Fällen auch eine Nassplatzfestigkeit angegeben werden muss.
Die Durchstanzfestigkeit ist eine komplexe Funktion der Reißfestigkeit und Dehnung des Papiers vor dem Reißen. Es wurde experimentell festgestellt, dass der betrachtete Indikator der Papierfestigkeit mit zunehmenden Absolutwerten zunimmt; Werte der Indikatoren für seine Bruchlast und Bruchdehnung und wenn sich das Verhältnis der Papierdehnung in Maschinenrichtung zu seiner Dehnung in Querrichtung dem Wert Eins nähert.
Papier aus langen Fasern weist eine höhere Scherfestigkeit auf. Mit zunehmendem Mahlgrad des Papierbreis nehmen die Bindungskräfte zwischen den Fasern im Papier zu. Gleichzeitig erhöht sich der Durchstanzwiderstand. Ein zu hoher Mahlgrad des Papierbreis verringert jedoch die Scherfestigkeit, was mit einer merklichen Verkürzung der Fasern und einem Rückgang des Dehnungsgrades des Papiers vor dem Bruch einhergeht.
Mit der Befeuchtung des Papiers nimmt seine Bruchlast aufgrund der Abschwächung der Bindungskräfte zwischen den Fasern ab, gleichzeitig nimmt jedoch die Dehnung des Papiers zu.
Um den maximalen Wert der Durchstanzfestigkeit zu erreichen, muss daher der Feuchtigkeitsgehalt des Papiers optimal sein, bei dem es zu keiner starken Schwächung der Zwischenfaserbindungen kommt und gleichzeitig ein ausreichend hoher Dehnungsgrad des Papiers beobachtet wird. Dieser Papierfeuchtigkeitsgehalt beträgt etwa 8-9 %.
Methoden und Mittel zur Bestimmung von Papiereigenschaften wie dem Gewicht von 1 m2 Papier, der Reißfestigkeit in Längsrichtung, der Berstfestigkeit und dem Feuchtigkeitsgehalt
Die Masse eines Quadratmeters Papier hängt von seiner Dicke ab, denn je dicker das Papier, desto schwerer ist es (bei gleicher Dichte). Darüber hinaus handelt es sich um einen Indikator, der zur Berechnung des Papierverbrauchs in Abhängigkeit von Volumen und Auflage der Publikation herangezogen wird. Anhand der Masse pro Quadratmeter können Sie außerdem die Länge des Papiers in der Rolle und die Anzahl der bedruckten Blätter berechnen, die daraus gedruckt werden können.
Die Masse eines Quadratmeters wird bestimmt, indem man eine Papierprobe wiegt und dann die Masse pro Blattfläche in einem umrechnet Quadratmeter. In der Praxis werden hierfür spezielle Quadrantenwaagen verwendet, auf denen eine Papierprobe mit einer Fläche von 0,1 m2 gewogen werden muss.
Um die Masse von Produkten mit einer Fläche von 1 m zu bestimmen? Aus zehn zufällig ausgewählten Musterblättern wird jeweils ein Muster mit den Maßen (200,0 ± 0,5) x (250,0 ± 0,5) mm ausgeschnitten.
Darf man die Masse von Zellulose bei einer Fläche von 1 m bestimmen? Schneiden Sie aus jedem der zehn zufällig ausgewählten Musterblätter ein Muster mit den Maßen (250,0 ± 0,5) x (250,0 ± 0,5) mm aus.
Um die Masse von Papier mit einer Fläche von 1 m zu bestimmen? in Rollen mit einer Breite von weniger als 250 mm, geschnitten aus verschiedene Orte Proben rechteckige Form mit einer Gesamtfläche von mindestens 500 cm².
Die Proben müssen frei von Falten, Dellen, Fältchen und anderen Beschädigungen sein.
Vor dem Wiegen werden die Proben gemäß GOST 13523 bei relativer Luftfeuchtigkeit, Temperatur und für die in den technischen Spezifikationen der Produkte angegebene Zeit konditioniert.
Zelluloseproben dürfen nicht konditioniert werden, wenn ihr Feuchtigkeitsgehalt der in der behördlichen und technischen Dokumentation festgelegten Norm entspricht spezifischer Typ Produkte.
Jede Probe wird einzeln auf einer Laborwaage gewogen. allgemeiner Zweck, Quadrantenwaagen oder spezielle Wiegevorrichtungen. Masse an Produkten (Faserhalbzeuge, Papier und Pappe) mit einer Fläche von 1 m? in Gramm wird für jede eingewogene Probe anhand der Formel berechnet
Die Reißfestigkeit ist der durchschnittliche Wert der Kraft, die erforderlich ist, um eine vorgeschnittene Papierprobe (Faserhalbzeug, Karton) zu zerreißen, ausgedrückt in Millinewton (mN).
Wird die Probe in Maschinenrichtung vorgeschnitten, ergibt sich eine Reißfestigkeit in dieser Richtung.
Erfolgt der Vorschnitt in Querrichtung, ergibt sich eine Reißfestigkeit in dieser Richtung.
Der Kern der Methode zur Bestimmung der Reißfestigkeit besteht darin, die Kraft zu bestimmen, die erforderlich ist, um eine bestimmte Länge einer vorgeschnittenen Testprobe, bestehend aus vier übereinander liegenden Proben, mithilfe eines Pendels zu zerreißen, das diese Kraft erzeugt, wenn es sich senkrecht dazu bewegt Ebene des Prüflings. Die beim Zerreißen des Prüflings geleistete Arbeit wird anhand des Verlustes gemessen potenzielle Energie Pendel.
Der Durchschnittswert der Reißkraft (das arithmetische Mittel der Messwerte ist das Verhältnis der geleisteten Arbeit zu Gesamtlänge Bruch der Prüflinge) wird durch einen Pfeil angezeigt oder auf der Digitalanzeige der Instrumente induziert. Die Reißfestigkeit wird anhand der durchschnittlichen Reißkraft und der Anzahl der Proben berechnet.
Zur Durchführung solcher Tests wird ein Gerät vom Typ Elmendorf verwendet.
Die Musterblätter sind konditioniert. Konditionierungsbedingungen und -dauer – gem Regulierungsdokumente für Produkte.
Die Vorbereitung der Celluloseproben für die Prüfung erfolgt unter den gleichen Bedingungen wie die Probenkonditionierung. Aus zehn ausgewählten Testblättern werden 4 rechteckige Proben oder eine andere für das gleichzeitige Reißen erforderliche Menge ausgeschnitten, die in der RD für das Produkt angegeben ist.
Je nach Ausführung der Geräteklemmen werden Proben mit einer Länge von (50,0 ± 2,0) mm bis (76,0 ± 2,0) mm geschnitten, vorausgesetzt, dass der gekerbte Teil der Proben (43,0 ± 0,5) mm beträgt.
Zum Schneiden von Proben liegt dem Gerät ein spezielles Messer bei.
Die Anzahl der Proben muss ausreichen, um mindestens 10 Tests in Maschinenrichtung und mindestens 10 Tests in Querrichtung durchzuführen (d. h. es werden mindestens 40 Proben für jede Richtung geschnitten).
Papierproben (Karton) werden im Abstand von mindestens 15 mm vom Blattrand ausgeschnitten. Die Proben dürfen keine Falten, Fältchen oder andere sichtbare Mängel aufweisen. Wasserzeichen müssen im Prüfbericht vermerkt werden.
In den ausgewählten Blättern wird die Oberseite der Probe markiert und die Rasterseite mit der Oberseite nach oben gefaltet.
Die Proben werden einzeln oder zu viert ausgeschnitten. Die Kanten der Proben dürfen nicht zusammenkleben.
Um Papier (Karton) zu testen, werden Proben in Maschinen- und Querrichtung oder in einer Richtung geschnitten, abhängig von den Anweisungen in der RD für das Produkt.
Die Tests sollten unter den gleichen Bedingungen wie die Probenkonditionierung durchgeführt werden.
4 Proben werden gleichzeitig getestet. Abhängig von den Anweisungen in der RD für das Produkt ist es zulässig, eine unterschiedliche Anzahl von Proben zu testen.
Für jede Richtung werden 10 Bestimmungen durchgeführt.
Für Halbzeuge werden 5 Bestimmungen durchgeführt.
Vor der Prüfung muss das Gerät eingestellt und überprüft werden. Kalibrieren Sie ggf. das Gerät. Ein Pendel oder ein Pendel mit Prüfgewichten wird so ausgewählt, dass die Durchschnittswerte im Bereich von 20 % bis 80 % der Instrumentenskala liegen. Der Wert von Messwerten außerhalb der vorgegebenen Grenzen der Pendelskala ist im Prüfbericht zu vermerken.
Stellen Sie den Anschlag des Geräts so ein, dass beim Loslassen des Pendels ohne Proben der Pfeil auf die Nullposition gestellt wird.
Installieren Sie das Pendel und den Pfeil des Geräts Ausgangsposition, bei dem die Klemmen in einer Ebene liegen, das Pendel an der Kante der Bremsfeder anliegt, der Pfeil den Anschlag berührt.
Die Proben werden mit der Oberseite nach links bis zum Anschlag in die Klemmen gesteckt, fixiert und mit einem Messer geschnitten.
Wenn die Proben vorgeschnitten sind, werden sie mittig zwischen der Klemme am Stativ und der Klemme am Pendel des Geräts platziert.
Durch kräftiges Betätigen der Bremse wird das Pendel freigegeben, mit dessen Hilfe die Proben auseinandergerissen werden. Bei Rückwärtshub Wenn sich das Pendel seiner Ausgangsposition nähert, wird die Bremse gelöst.
Zählen Sie auf der Skala der durch den Pfeil aufgezeichneten Messwerte herunter.
Bei Geräten mit digitaler Anzeige muss das Auslösen und Stoppen des Pendels gemäß der Anleitung des Geräts erfolgen.
Bringen Sie Pendel und Pfeil wieder in ihre ursprüngliche Position. Nehmen Sie die getesteten Proben heraus. Die restlichen Proben werden der Prüfung unterzogen und dabei so positioniert, dass die Oberseite abwechselnd entweder zum Pendel hin oder von ihm weg zeigt.
Weicht die Richtung der Reißlinie bei einer oder zwei Proben um mehr als 10 mm von der Richtung der Schnittlinie ab, wird das erhaltene Ergebnis nicht berücksichtigt und die Prüfungen werden wiederholt.
Weicht bei wiederholten Prüfungen an zwei oder mehr Prüfmustern die Richtung der Reißlinie von der Richtung der Schnittlinie um mehr als 10 mm ab, so wird das Ergebnis berücksichtigt und im Prüfbericht angegeben.
Wenn die Ergebnisse von Prüfungen an Papier oder Pappe an Prüfkörpern, die aus vier Papier- oder Pappproben bestehen, nicht zufriedenstellend sind, kann die Prüfung an mehr oder weniger Proben durchgeführt werden. Die von vier abweichende Anzahl der Prüfmuster muss im Prüfbericht angegeben werden.
Der ermittelte Reißfestigkeitswert ist abhängig von der Anzahl der Papier- oder Kartonproben. gleichzeitig auseinandergerissen werden. Bei einigen Papiersorten betragen die Abweichungen der Werte der ermittelten Reißfestigkeit einer Probe und vier Proben mehr als 20 %. Beim Vergleich der Testergebnisse an vier Proben und an zwei oder mehr (bis zu 16 Zoll) Proben sind die Abweichungen in den Werten erheblich, überschreiten jedoch nicht 20.
Beim Verdrehen der Proben ist es notwendig, diese in der Nähe der Klemmen zum Pendel hin zu biegen. Änderungen des Feuchtigkeitsgehalts im Testbereich der Probe sind nicht akzeptabel.
Reißfestigkeit ( absoluter Widerstand reißend) F. mN. nach der Formel berechnet
wobei F das arithmetische Mittel der Skalenwerte ist, mN:
P ist die Anzahl der gleichzeitig zerrissenen Proben, für die die Pendelskala zum direkten Ablesen der Reißfestigkeit mN kalibriert ist (diese Zahl ist 4,8, 16 oder 32);
n ist die Anzahl der gleichzeitig zerrissenen Proben (normalerweise 4).
Reißfestigkeitsindex X, mN m?/g, berechnet nach der Formel
Wo ist G? - Masse des geprüften Materials 1m?.
Relative Reißfestigkeit F, m N, reduziert auf die Papiermasse mit einer Fläche von 1 m? 100g, berechnet nach der Formel
F rel = F100/g
Beim Testen von 12 Papiersorten mit dieser Methode beträgt die Konvergenz der Ergebnisse etwa 3,5 % und die Reproduzierbarkeit 18 %.
Der relative Fehler der Testergebnisse beträgt ±7 % bei einem Konfidenzniveau von 0,95.
Der Prüfbericht muss folgende Daten enthalten:
Datum und Ort der Prüfung;
Eigenschaften des Prüflings;
Schnittrichtung der Proben;
Anzahl der Tests, wenn deren Anzahl 10 übersteigt;
Ablesungen von der Instrumentenskala und aufgezeichnete Testergebnisse in drei signifikanten Ziffern;
Variationskoeffizient der Ergebnisse;
Angaben zum verwendeten Gerät und zum Teilungspreis der Pendelwaage;
Anzahl gleichzeitig getesteter Proben;
Jede Abweichung von den Anforderungen der Norm, die sich auf das Testergebnis auswirkt;
Jegliche Abweichung von der Schnittlinie beim Zerreißen der Probe;
Masse 1m? Testmaterial oder ein anderer Indikator, anhand dessen Testergebnisse interpretiert werden können.
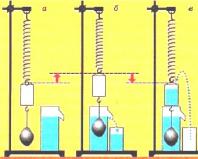
Zur Durchführung des Tests muss ein Gerät verwendet werden (Abb. 4), bestehend aus einem Pendel mit Skala und Reibungszeiger, das auf einem Steigrohr so montiert ist, dass es frei um die horizontale Achse schwingen kann; zwei Klemmen zur Befestigung des Prüflings, von denen eine am Ständer und die andere am Pendel befestigt ist.
Papierverbrauchereigentum
Abb.4. Gerät zur Bestimmung der Reißkraft nach der Elmendorf-Methode.
Schlagfestigkeit
Die Methode besteht darin, einen sanft ansteigenden hydraulischen Druck zu erzeugen, der über eine Gummimembran auf die Oberfläche einer Seite einer in einem Ring eingespannten Probe wirkt, und den Druckwert zu bestimmen, bei dem die Probe zerstört wird.
Muss zum Testen verwendet werden hydraulisches Gerät mit Elektroantrieb, entsprechend den in der Zeichnung und Tabelle angegebenen Anforderungen. 1 und 2.
Die Membran, die den Druck auf den Prüfling überträgt, muss aus elastischem Gummi bestehen, der sich bei wiederholter Belastung gleichmäßig von der Verformung erholen kann. Material und Form der Membran müssen die in der Tabelle angegebenen Abmessungen des Ausbuchtungsauslegers gewährleisten. 2.
Spannvorrichtung gemäß Zeichnung und Tabelle. 1 soll eine zuverlässige und gleichmäßige Befestigung des Prüflings ohne Beschädigung gewährleisten und ein Verrutschen während der Prüfung vollständig verhindern.
Die Spannflächen der Spannringe müssen flach und parallel zueinander sein und spiralförmige oder konzentrische K-förmige Rillen aufweisen, wie in der Zeichnung angegeben.
Die Spannkraft muss den in der Tabelle angegebenen Werten entsprechen. 2. Bei Wellpappe muss die Klemmkraft so sein, dass die Probe nicht verrutscht und die glatten Schichten nicht deformiert werden.
Zur Druckmessung im Spannsystem müssen Manometer gemäß GOST 2405 verwendet werden.
Bei einem Gerät vom Typ G1GB zur Prüfung von Halbzeugen und Papier muss der Druck im Spannsystem mindestens 2000 kPa betragen, bei einem Gerät vom Typ PPS zur Prüfung von Karton mindestens 3200 kPa.
Manometer, die den Druck aufzeichnen. in dem die Probe zerstört wird, muss den Anforderungen von GOST 2405, Genauigkeitsklasse 0,6, entsprechen. und muss mit Kontrollpfeilen ausgestattet sein.
Die Skalenteilung von Manometern für dünne Papiere sollte nicht mehr als 10 kPa betragen.
Das Hydrauliksystem des Geräts muss gemäß GOST 6824 mit destilliertem Glycerin gefüllt sein.
Die Flüssigkeitszufuhr unter der Membran muss gleichmäßig sein und den Angaben in der Tabelle entsprechen. 2.
Luftblasen drin Hydrauliksystem nicht erlaubt.
Das automatische Gerät muss die Flüssigkeitszufuhr stoppen, sobald die Probe bricht.
Um Halbzeuge zu testen, werden fünf Gussteile hergestellt: für Zellstoff – gemäß GOST 16296. für Zellulose – gemäß GOST 14363.4. Auf jedem Gussstück sind zwei Prüfstellen markiert.
Aus den Probebögen Papier und Pappe werden 10 Blätter nach dem Zufallsprinzip zum Testen ausgewählt und jeweils zwei Proben ausgeschnitten, wobei auf der gleichen Seite aller Proben eine Markierung angebracht wird. Die Abmessungen der Probe müssen so sein, dass sie die gesamte Oberfläche des Spannrings bedeckt.
Die Proben müssen frei von Falten und Beschädigungen und möglichst ohne Wasserzeichen sein.
Die Proben werden gemäß GOST 13523 konditioniert. Relative Luftfeuchtigkeit, Temperatur und Konditionierungszeit müssen in den Normen für bestimmte Produkte angegeben werden.
Die Tests werden unter denselben atmosphärischen Bedingungen durchgeführt, unter denen die Proben konditioniert wurden.
Die Probe wird so auf den unteren Klemmring des Gerätes gelegt, dass die gesamte Oberfläche des Rings bedeckt ist. Fixieren Sie die Probe mit der Prüfseite nach unten in der Spannvorrichtung und erhöhen Sie sie schrittweise hydraulischer Druck bis die Probe zerstört ist.
Die Messwerte des Manometers werden mit einer Genauigkeit von einem Skalenteil erfasst. Der Messwert muss im Bereich von 25 bis 75 % des maximalen Skalenwerts liegen, darf jedoch den Bereich von 15 bis 85 % des Skalenendwerts nicht überschreiten.
Führen Sie bei Faserhalbzeugen fünf Bestimmungen auf jeder Seite und bei Papier und Pappe zehn Bestimmungen auf jeder Seite durch.
Sofern es in den Normen für bestimmte Produkte entsprechende Vorgaben gibt, werden einseitige Tests von zehn Proben durchgeführt.
Papier mit niedriger Wert Die Berstfestigkeit wird in Form eines Stapels mehrerer Proben geprüft, wobei die Berstfestigkeit des Stapels mindestens 70 kPa betragen muss. Alle Proben in einem Stapel sollten parallel ausgerichtet und mit der gleichen Seite nach oben platziert werden: Der resultierende Berstwiderstandswert sollte durch die Anzahl der Proben geteilt werden.
Der absolute Durchstanzwiderstand P, kPa, wird mit der Formel berechnet
wobei S p die Summe der Manometerwerte für alle Tests in kPa ist;
n ist die Anzahl der durchgeführten Tests;
Der Stanzindex X, kPa/g, wird anhand der Formel berechnet
Das endgültige Testergebnis wird als arithmetisches Mittel der Ergebnisse aller Tests für beide Seiten oder separat für jede Seite herangezogen, abhängig von den Anweisungen in der behördlichen und technischen Dokumentation für ein bestimmtes Produkt.
Die Testergebnisse werden auf drei signifikante Ziffern gerundet.
Der relative Fehler bei der Bestimmung des Durchstanzwiderstands überschreitet ±9 % bei einer Konfidenzwahrscheinlichkeit von 0,95 nicht.
Feuchtigkeitsbestimmung
Die Methode wird für nasse oder luftgetrocknete Zelluloseproben verwendet, die außer Wasser keine weiteren Stoffe enthalten, die sich bei der angegebenen Trocknungstemperatur verflüchtigen. Die Methode wird für Proben verwendet, die für chemische und physikalische Analysen unter Laborbedingungen entnommen werden, wenn auch die Bestimmung des Trockenmassegehalts erforderlich ist
Die Methode ist nicht für die Bestimmung der Trockensubstanz in einer Zellulosesuspension oder zur Bestimmung des marktfähigen Gewichts einer Charge anwendbar.
Das Verfahren kann zur Bestimmung des Trockenmassegehalts (Feuchtegehalt) in anderen Arten von Faserhalbzeugen für physikalische und chemische Tests sowie zur Bestimmung des Feuchtigkeitsgehalts einer Charge von Faserhalbzeugen eingesetzt werden.
Der Feuchtigkeitsgehalt einer Probe eines faserigen Halbzeugs ist das Verhältnis der Wassermasse, berechnet als Differenz zwischen der Masse der Probe vor dem Trocknen und ihrer Masse nach dem Trocknen unter bestimmten Bedingungen, zur Masse der Probe vor dem Trocknen . Die Luftfeuchtigkeit wird in Prozent ausgedrückt.
Ausrüstung
Gängige Laborausrüstung:
Gefäße zum Einwiegen von Proben sind wasserdampfdicht und mit eingeschliffenen Stopfen ausgestattet.
Trockenschrank mit einer Temperatur von (105 ± 2) °C und Belüftung.
Waagen mit einem Wägefehler von nicht mehr als 0,001 g.
Exsikkator.
Probenvorbereitung
Die Zellstoffprobe wird gemäß der Prüfmethode, für die der Trockenmassegehalt bestimmt wird, in Stücke einer bestimmten Größe geschnitten oder gerissen.
Beim Transport von Zelluloseproben sollten Vorkehrungen getroffen werden, um Veränderungen im Feuchtigkeitsgehalt zu vermeiden. Proben, die in verschlossenen Gläsern oder Plastiktüten aufbewahrt wurden, werden schnell aufgebrochen und gewogen, um Änderungen im Feuchtigkeitsgehalt zu minimieren.
Testmethode
In einem verschlossenen, zuvor getrockneten und gewogenen Gefäß werden etwa 10 g Zellulose auf die dritte Dezimalstelle genau eingewogen. Man lässt die Probe auf 2 g reduzieren. Anschließend öffnet man das Gefäß und stellt es mit der Testprobe und dem Deckel für einige Zeit in einen Trockenschrank bei einer Temperatur von (105 ± 2) °C. notwendig, um eine konstante Masse zu erreichen. Halten. dass die Probe ein konstantes Gewicht erreicht hat, wenn die Differenz zwischen den Ergebnissen zweier aufeinanderfolgender Wägungen 0,1 % der Ausgangsmasse der Prüfprobe nicht überschreitet. Die Trocknungszeit zwischen zwei aufeinanderfolgenden Wägungen sollte nicht mehr als die Hälfte der minimalen anfänglichen Trocknungszeit betragen.
Nach Abschluss der Trocknung wird das Gefäß mit der Testprobe mit einem Deckel verschlossen und in einem Exsikkator für 45 Minuten oder eine andere zur Erzielung erforderliche Zeit abgekühlt Zimmertemperatur. Überwachen Sie die Temperatur mit einem Thermometer in einem Exsikkator.
Gleichen Sie nach dem Abkühlen den Luftdruck innerhalb und außerhalb des Gefäßes aus, indem Sie den Deckel schnell öffnen und schließen. Anschließend wird das Gefäß mit seinem Inhalt gewogen.
Führen Sie zwei oder mehr parallele Bestimmungen durch, wenn dies in der Methode, mit der der Trockenmassegehalt bestimmt wird, angegeben ist.
Um den Feuchtigkeitsgehalt des Faserhalbzeugs der Charge zu bestimmen, wird die gesamte ausgewählte Durchschnittsprobe auf die zweite Dezimalstelle genau gewogen und in einen Trockenschrank gegeben. Die Tests werden wie oben durchgeführt
Auch bei Meinungsverschiedenheiten zwischen Hersteller und Verbraucher kommt die Ofentrocknungsmethode zum Einsatz.
Ergebnisse ausdrücken
wobei m1 die Masse der Probe vor dem Trocknen ist, g; m2- Masse der Probe nach dem Trocknen, g.
Als endgültiges Testergebnis gilt das arithmetische Mittel aller parallelen Trockenmassebestimmungen, gerundet auf die erste Dezimalstelle.
Die Abweichung zwischen parallelen Bestimmungen sollte 0,1 % nicht überschreiten.
Mit der Formel wird der Feuchtigkeitsgehalt des Faserhalbzeugs der Charge (W), ausgedrückt in Gewichtsprozent, berechnet
wobei m die Masse der Probe vor dem Trocknen ist, g; m1 – Masse der Probe nach dem Trocknen, g.
Das Ergebnis wird auf die erste Dezimalstelle gerundet.
Testbericht
Der Prüfbericht muss folgende Daten enthalten:
b) alle Informationen, die zur vollständigen Identifizierung der Probe erforderlich sind;
c) Ergebnisse in Prozent ausgedrückt;
d) alle ungewöhnlichen Phänomene, die während der Prüfung beobachtet wurden;
e) alle Vorgänge, die in dieser Norm nicht spezifiziert sind oder als optional angesehen werden, die aber das Ergebnis beeinflussen können.
Express-Methoden zur Bestimmung des Trockenmasse- oder Feuchtigkeitsgehalts
Die Methoden basieren auf der Trocknung einer vorbereiteten Probe eines faserigen Halbzeugs bis zu einem konstanten Gewicht. Die Gewichtskonstanz der Probe gilt dann als erreicht, wenn die Differenz zwischen den Ergebnissen zweier aufeinanderfolgender Wägungen 0,1 % der Ausgangsmasse der Prüfprobe nicht überschreitet.
Trocknen von Proben mit einer Lampe Infrarotstrahlung.
Probenahme und Testvorbereitung
Zur Durchführung der Tests werden außer den zuvor angegebenen Geräten verwendet Trockenschrank, ein Gerät zur beschleunigten Trocknung von Papier, Typ USB-M, mit einer Infrarotlampe mit einer Leistung von 500 W. Bereitstellung einer Temperatur (100–130 °C); Laborspartransformator, dunkle Schutzbrille, Pinzette.
Wiegen Sie 2-10 g der Testprobe auf die dritte Dezimalstelle genau in einem geschlossenen, zuvor getrockneten und getragenen Behälter ab. Öffnen Sie das Gefäß und stellen Sie es mit der Testprobe und dem Deckel unter eine Infrarotlampe auf einem Ständer, der im Abstand von 9-10 cm von der Lampe installiert ist. Die Trocknungszeit bis zur Gewichtskonstanz hängt vom anfänglichen Feuchtigkeitsgehalt der Probe ab und wird experimentell ermittelt.
Am Ende des Trocknens wird das Gefäß, ohne es unter der Lampe zu entfernen, mit einem Deckel verschlossen, in einen Exsikkator gestellt und auf Temperatur abgekühlt Umfeld, gewogen auf die dritte Dezimalstelle. Um die Gewichtskonstanz zu überprüfen, wird eine wiederholte Trocknung für 3 Minuten durchgeführt.
Die Tests werden mit einer dunklen Schutzbrille durchgeführt.
Führen Sie zwei oder mehr parallele Bestimmungen durch, wenn dies in der Methode angegeben ist, für die der Trockenmasse- oder Feuchtigkeitsgehalt bestimmt wird.
Die Abweichung zwischen parallelen Bestimmungen sollte 0,2 % nicht überschreiten.
Trocknen von Proben mit einem elektrischen Heizgerät.
Das Verfahren dient zur Bestimmung des Feuchtigkeitsgehalts des faserigen Halbzeugs der Charge.
Zur Prüfung werden folgende Geräte verwendet:
Waagen mit einem Wägefehler von nicht mehr als 0,01 g.
Elektrisches Heizgerät mit Klemmvorrichtung und automatischer Temperaturregelung im Bereich von 100–150 °C.
Aus der Dose bzw Plastiktüte Nehmen Sie die vorbereiteten Proben heraus, wiegen Sie sie schnell auf die zweite Dezimalstelle und legen Sie sie auf eine vorgeheizte Wölbung Metalloberfläche Gerät, mit einem Netz gepresst und bis zur Gewichtskonstanz getrocknet. Die ungefähre Trocknungszeit beträgt 10 Minuten. Nach Abschluss des Trocknens werden die Proben in einen Exsikkator gegeben, auf Umgebungstemperatur abgekühlt, die Temperatur mit einem im Exsikkator platzierten Thermometer überwacht und auf die zweite Dezimalstelle genau gewogen. Zur Kontrolle der Gewichtskonstanz erfolgt eine wiederholte Trocknung für 3-5 Minuten.
Der Prüfung unterliegen alle Proben, die zur Bestimmung des Trockenmasse- oder Feuchtigkeitsgehalts entnommen und bis zur Prüfung in hermetisch verschlossenen Gläsern oder fest verschlossenen Plastiktüten aufbewahrt werden.
Die Bestimmung von Papiereigenschaften wie dem Gewicht von 1 m 2 Papier, der Reißfestigkeit in Längsrichtung, der Durchstanzfestigkeit und der Luftfeuchtigkeit sind schwierige Prozesse, die eine vorbereitete Materialbasis sowie eine relativ hohe Qualifikation des die Forschung durchführenden Personals erfordern. Mehrere Messwiederholungen liefern genauere Informationen über den gewünschten Parameter.
Teile deine Güte ;)
Diese Publikation wurde in 5 Farben mit Hochdrucklack auf einer Bogenoffsetdruckmaschine Komori Lithrone S26 LS-626 gedruckt. Da die vorliegende Ausgabe Mängel aufweist wie: Kennzeichnung...
Unternehmensprojekt Druckproduktion
Diese Publikation wurde in 4 Farben auf einer Bogenoffsetdruckmaschine Komori Lithrone S26 LS-426 gedruckt. Die Veröffentlichung gehört zur Reproduktionsgenauigkeitsklasse 2 und erfordert eine genaue Wiedergabe der Abstufungen. Sieblinie 70 cm-1...
Projekt einer Druckproduktionsanlage
Die Vorbereitung des Papiers für den Druck erfordert die Akklimatisierung und das Zuschneiden für das gedruckte Format. Der Papierzustand ist einer von die wichtigsten Bedingungen stabiler Betrieb Offsetdruckmaschine und Erfolge höchste Qualität hergestellte Produkte...
Projekt einer Druckproduktionsanlage
1. Die Papiereigenschaften müssen den Standards entsprechen. 2. Druckpapier muss eine ziemlich gleichmäßige Struktur (Dichte, Dicke) und geschlossen haben glatte Oberfläche, gut wahrgenommene Druckfarbe. 3...
Entwicklung Universalmaschine zum Schneiden, Rillen und Perforieren von Papier
Mit der Entwicklung moderner Metallbearbeitungsmaschinen hält die Spezifikation geeigneter Werkzeuge in der Regel mit dieser Entwicklung Schritt. Es reicht aus, Werkzeuge aus Hartmetall und Keramik zum Drehen anzugeben...
Entwicklung einer Anlage zur Aufbereitung von Abfällen aus der Glimmerproduktion einer Glimmerfabrik
Die Glimmerfabrik in Kolpino produziert Glimmerpapier aus Phlogopit-Glimmer der Sorten IF-14, IF-12 TU 21-25-41-78. Der Rohstoff für Glimmerpapier ist roher Glimmerphlogopit aus der Lagerstätte Kovdor, Sorten SFK-25, SFK-10, SFK-4, SFK-4-10 (TU 21-25-223-79)...
Berechnung der Hauptmerkmale der Gaspipeline im Abschnitt Alexandrovskoye-Raskino
Die Festigkeit der Rohrleitung in Längsrichtung sollte anhand der Bedingung überprüft werden (gemäß): (23) wobei pr. N die axiale Längsspannung aus Bemessungslasten und Stößen ist, MPa; 2 - Koeffizient...
Eigenschaften von Papier und Merkmale seiner Herstellung
3. Basierend auf den erhaltenen experimentellen Daten, die in der Tabelle dargestellt sind: - Überprüfen Sie die Homogenität der Dispersionen; - Überprüfen Sie die Homogenität der Durchschnittswerte. - Auf grobe Fehler prüfen. 4. Schlussfolgerungen ziehen...
Schleiftheorie
Die Abbildung zeigt, dass durch den Schleifprozess die Bindungskräfte zwischen den Fasern zunehmen, was durch eine Vergrößerung der Außenoberfläche der Fasern, hauptsächlich aufgrund ihrer Fibrillierung, erklärt wird. DM. Eigenschaften von Papier: Tutorial. 5. Auflage...
Bei der Berechnung der Papierkosten ist zu berücksichtigen, dass das Papier in Rollen geliefert wird, da eine Rolle-zu-Rolle-Druckmaschine ausgewählt wurde. Für den Druck wurden Papierrollen mit einem Gewicht von 300 kg ausgewählt...
Technische Aspekte der Gestaltung einer gedruckten Publikation
Um zu bestimmen, wie viele Bezüge in eine Rolle passen, wird die Formel (8.6) verwendet: , (8.6) wobei Шр – Rollenbreite; Shoble – Breite der Abdeckung. Die Anzahl der Rollen Einbandpapier wird nach der Formel (8.7) berechnet: (8.7) wobei Vobl die Höhe des Einbandes ist...
Technologischer Prozess Herstellung von beschichtetem Papier
Rohes Material. Abbildung 1. A) Zellulosefasern B) Zellulosefasern unter dem Mikroskop Die Basis jedes Papiers sind Zellulosefasern (Abb. 1). Diese Fasern können aus verschiedenen Quellen gewonnen werden – Holz, Stroh, Hanf, Reis oder aus Papier selbst …
Chemische Holzverarbeitung
Die Reißfestigkeit ist die Kraft, die erforderlich ist, um einen Materialstreifen zu zerreißen. Bis zu einer gewissen Grenze weist das Material elastische und elastische Eigenschaften auf. Im elastischen Bereich ist die durch eine ausgeübte Kraft (Spannung) verursachte Verformung (Dehnung) proportional zu dieser Kraft. Dieser Zusammenhang ist als Hookesches Gesetz bekannt und kann wie folgt ausgedrückt werden:
Spannung (aufgewandte Kraft) = Konstante x Dehnung (Größenänderung)
F=E∆x,
Wo F- destruktiv, Anstrengung, E- konstant, ∆ x - Dehnung.
Konstante E bekannt als Elastizitätsmodul (Young-Modul).
Papier und Karton weisen bis zu einer gewissen Grenze elastische Eigenschaften auf (Abb. 1.25). Das heißt, wenn die Kraft aufhört, nimmt die Probe ihre ursprüngliche Form wieder an, oberhalb der Elastizitätsgrenze gilt diese Abhängigkeit jedoch nicht mehr, da sich das Material allmählich verformt, bis es bricht.
Die Angaben basieren auf Prüfverfahren mit fester Materialstreifenbreite und Lastwechselgeschwindigkeit. In diesem Fall wird die Zugfestigkeit als Kraft pro Breiteneinheit erfasst. Die Zugfestigkeit in Längsrichtung ist höher als in Querrichtung.
Reis. 1,25. Spannungs-Dehnungs-Beziehung, die elastoplastische Eigenschaften zeigt. Last-Dehnungs-Kurve
Die Zugfestigkeit von Papier kann durch die Bruchlänge ausgedrückt werden – ein bedingter berechneter Wert, der angibt, bei welcher Länge ein an einem Punkt befestigter hängender Papierstreifen aufgrund seiner eigenen Masse reißt.
Die Höhe der Zugfestigkeit an der Bruchstelle hängt von der Geschwindigkeit der Laständerung ab. Bei gleichmäßiger Belastungszunahme erfolgt die Prüfung im statischen Zugbetrieb, bei schlagartiger Belastung für sehr kurze Zeit im dynamischen Zugbetrieb.
Die letztgenannte Eigenschaft, definiert als Zugenergieabsorption (TEA), ist wichtig für das Verständnis der Papiereigenschaften, die mit dem Verhalten einer mehrschichtigen Papiertüte bei einem Falltest verbunden sind. Dieser Test ist ein Maß für die Arbeit (das Produkt aus Kraft und Weg), die erforderlich ist, um eine Probe zu brechen, und liefert ein Maß für die Zugfestigkeit und die prozentuale Dehnung.
Zugdehnung (Bruchdehnung)
Die Bruchdehnung ist die maximale Dehnung eines Materialstreifens im Zugversuch und ein Maß für die Elastizität. Sie wird in Prozent als Vergrößerung der Länge der Probe zwischen den Klemmen im Vergleich zur ursprünglichen Länge ausgedrückt. Die Dehnung in Querrichtung ist größer als in Längsrichtung.
Reißfestigkeit
Der Reißwiderstand (Abb. 1.26) ist die Kraft, die erforderlich ist, um den Riss im Blatt nach einem Schnitt zu erhöhen. In den meisten Fällen ist es notwendig, die Reißfestigkeit zu erhöhen, in einigen Fällen ist es jedoch erforderlich, dass das Material sauber reißt (z. B. Aufreißbänder, um das Öffnen der Verpackung und den Zugriff auf den Inhalt zu erleichtern).
Schlagfestigkeit
Zur Prüfung der Berstfestigkeit wird eine Probe aus Papier oder Pappe über einem kreisförmigen, mit einer elastischen (Gummi-)Membran abgedeckten Loch befestigt und einem zunehmenden Druck ausgesetzt, bis die Probe zerbricht (Abbildung 1.27). Dieser Test ist einfach, aber unter realen Bedingungen ist sein Zusammenhang mit der Kraft recht komplex. Hohe Scherfestigkeitswerte weisen auf die Steifigkeit des Materials hin. Wie wir bereits in Abschnitt 1.2.6 erwähnt haben, können bei der Herstellung des Papierbreis Harnstoff und Melamin-Formaldehyd-Harze zugesetzt werden, die dazu beitragen, einen erheblichen Teil der Festigkeit des Papiers sowohl im trockenen als auch im nassen Zustand aufrechtzuerhalten während der weiteren Verwendung. Die Nassberstfestigkeit wird berechnet, indem die Werte der Berstfestigkeit unter Druck im trockenen Zustand und nach einer gewissen Befeuchtung der Probe verglichen werden. Der Prozentsatz der Nass- und Trockenberstfestigkeitswerte entspricht dem Grad der Beibehaltung der Nassfestigkeit.

Reis. 1.26. Prinzip zur Bestimmung der Reißfestigkeit

Abb.1.27. Prinzip der Bestimmung der Berstfestigkeit
Steifigkeit
Zum Bedrucken, Verpacken und Benutzen sehr wichtig hat Steifigkeit, die als Widerstand gegen Biegung definiert ist, die durch die Anwendung einer äußeren Kraft verursacht wird. Messen Sie die Steifigkeit durch Krafteinwirkung F an das freie Ende eines Materials einer bestimmten Größe (Länge). l), der auf der anderen Seite festgeklemmt wird. Das freie Ende wird dann um einen festen Abstand oder Winkel 8 ausgelenkt. Diese Methode ist als Zweipunktmethode bekannt (Abb. 1.28) und dient zur Messung der Biegesteifigkeit (nach Lorenzen und Vaettre, 5°, Lorentzen und Wettres), Biegefestigkeit (nach Lorenzen und Vattru, 15°) und Steifigkeit (nach Taber, 15°, Taber).

Reis. 1.28. Aufbringen einer Last zur Messung der Biegesteifigkeit mit der Zweipunktmethode
Die Biegesteifigkeit ist in Längsrichtung höher als in Querrichtung, was manchmal durch das Verhältnis der Steifigkeit in Längs- und Querrichtung ausgedrückt wird. Dieser Unterschied ist auf unterschiedliche Faserorientierungen aufgrund der verwendeten Papier- und Kartonherstellungsmethode zurückzuführen. Starrheit ist auch mit anderen verbunden wichtige Eigenschaften, insbesondere mit dem Verhalten von Kartons bei der Prüfung auf Druck, Biegefestigkeit, Biegbarkeit und Gesamtschlagfestigkeit. Bei der Messung der Biegesteifigkeit ist zu berücksichtigen, dass sie mit dem Elastizitätsmodul zusammenhängt (E) und Materialstärke (T) auf die folgende Weise:
Steifigkeit = Konstante (materialabhängig) × E × t 3 .
Bei homogenen Materialien tritt diese kubische Abhängigkeit auf, sofern die Elastizitätsgrenze nicht überschritten wird. Bei Papier und Karton liegt der Exponent etwas unter 3,0, ist aber immer noch recht signifikant (bei einigen Kartonsorten liegt er bei etwa 2,5–2,6). Somit kann argumentiert werden, dass die Steifigkeit maßgeblich von der Dicke des Materials abhängt, was leicht zu erkennen ist, wenn die Dicke verdoppelt wird – die Steifigkeit erhöht sich um das Fünffache oder mehr.
Kompressionswiderstand
Wenn wir Kompression im Zusammenhang mit Verpackungsanforderungen betrachten, beziehen wir uns im Allgemeinen auf die Auswirkung externer Belastungen auf Verpackungen (z. B. Kartons, Kisten und Fässer) während der Lagerung, Verteilung und Verwendung verpackter Produkte.
In diesem Fall ist die Auswirkung auf die Druckfestigkeit zu berücksichtigen verschiedene Eigenschaften Verpackungsdesigns, verschiedene Typen Papier und Pappe, deren Dicke sowie atmosphärische Bedingungen. Sie berücksichtigen auch den Unterschied zwischen einer statischen Belastung über einen längeren Zeitraum (während sich die verpackte Ladung im Lager befindet) und dynamische Belastung mit erheblichen Kräften verbunden, die über einen kurzen Zeitraum einwirken (insbesondere bei Stürzen und Stößen während des Transports). Druckfestigkeitsprüfungen werden unter verschiedenen Belastungen durchgeführt.
Untersuchungen haben gezeigt, dass zu den Eigenschaften von Papier und Karton, die ihr Verhalten bei Drucktests von Kartons beeinflussen, die Steifigkeit und eine Eigenschaft gehören, die als Druckfestigkeit bekannt ist und mit der Methode bestimmt wird SCT(Kurzspannen-Kompressionstest)- Widerstand Endkomprimierung Probe (Probenbasis 0,7 mm).
Wenn eine Papier- oder Kartonprobe durch Krafteinwirkung auf gegenüberliegende Kanten in der Probenebene zusammengedrückt wird, biegt sich das Material, und dies kann nicht als Maß für den Druckwiderstand dienen (Abb. 1.29). Wenn die Höhe der Probe in Richtung der Krafteinwirkung geringer ist als die durchschnittliche Länge der Faser (z. B. auf 0,7 mm reduziert), wird die Kraft so auf das Fasernetzwerk ausgeübt, dass das Netzwerk selbst wird komprimiert, was zu einer gegenseitigen Verschiebung der Fasern führt. In diesem Fall sind die Bindung zwischen den Fasern sowie die Art und Anzahl der Zellulosefasern wichtig für das Testergebnis der Methode. SCT. Es ist diese charakteristische Eigenschaft eines bestimmten Blechs in Messrichtung (längs oder quer), die neben der Steifigkeit das Verhalten von Kästen bei Drucktests beeinflusst.

Reis. 1.29. Druckfestigkeitstest. Beachten Sie den Unterschied in der Probenlänge im Vergleich zum Zugversuch
Knickfestigkeit und Biegsamkeit
Bei der Herstellung von Taschen verschiedene Designs, Tüten, Kartons und Kartons aus Well- und Karton, Papier und Pappe werden häufig gefaltet. Mehr dünne Materialien mechanisch um 180° gefaltet und die resultierenden Falten werden gerollt (gefaltet), um Haltbarkeit zu verleihen. Dickere Materialien für die Herstellung von Falt- und Hartkartons erfordern, dass das Material zum einfachen Biegen eine Ritzlinie (Rillung) aufweist, die als eine Art Scharnier (Achse) dient und eine Biegung des Kartonzuschnitts um 180° ermöglicht. Die Ritzung von Kartonzuschnitten erfolgt mittels Ritzkupplungen mit Rillen unterschiedlichen Profils.
Beim Ritzen auf der Oberseite des Werkstücks Pappkarton Es bilden sich Rillen (Rillen) und auf der Rückseite Wölbungen. Beim Falten einer Schachtel wird das Material mehreren Belastungen ausgesetzt (siehe Abbildung 10.29 in Kapitel 10).
Obere Schichten aus Pappe draußen Die entstehenden Falten dehnen sich aus und müssen eine ausreichende Zug- und Zugfestigkeit aufweisen. Die inneren Schichten werden komprimiert, wodurch es zu lokalen Delaminationen kommt (siehe Abb. 10.30-10.32). Eine Delaminierung der Rückseite führt bei Fortsetzung des Faltvorgangs bis zu einem bestimmten Winkel zur Bildung einer Rolle (Verdickung) und verhält sich wie eine Schleife (Abb. 1.30). Wichtig ist, dass diese Verdickung nicht reißt oder sich verformt, daher muss auch die Kartonschicht auf der Rückseite sehr stark sein.

Reis. 1.30. Bildung einer Wertungslinie (Biga)
Neben den hohen Festigkeitseigenschaften des Materials sind auch die Geometrie und Breite der Ritzlinie, die Breite und Tiefe der Nut der Ritzkupplung sowie die Eindringtiefe des Ritzlineals in das Material zu berücksichtigen sehr wichtig. Neben der visuellen Kontrolle der Knicke und Falten werden auch der Faltwiderstand und der Druckwiderstand der zusammengebauten Schachtel gemessen, die durch Änderung der Rillgeometrie angepasst werden können.
Die funktionellen Eigenschaften der Rilllinien gefalteter und geklebter Kartonagen hängen von der Dauer und den Lagerbedingungen der Zuschnitte mit geklebter Seitennaht vor der Zuführung in die Verpackungsmaschine ab. Diese Eigenschaft lässt sich als „Öffnungskraft eines Kartons“ messen. Die Bedingungen für eine solche Zwischenlagerung (Luftfeuchtigkeit, Temperatur, Packungsdichte und Stapelbedingungen) sind sehr hoch wichtige Faktoren, was sich auf die Effizienz der Verpackungsvorgänge auswirkt.
Berstfestigkeit Der maximale gleichmäßig verteilte Druck, der im rechten Winkel auf die Oberfläche einer Probe ausgeübt wird und dem diese unter den durch eine Standardtestmethode ermittelten Bedingungen standhalten kann, bis sie platzt.
. 2010 .
Sehen Sie in anderen Wörterbüchern, was „Stanzwiderstand“ ist:
Druckfestigkeit von Papier oder Karton- 3.4.99 Durchstanzfestigkeit von Papier oder Pappe: Die Fähigkeit von Papier oder Pappe, dem maximal ansteigenden hydraulischen Druck standzuhalten, der durch eine Gummimembran auf die Oberfläche einer Seite des Prüfmusters aus Papier oder … wirkt.
Statische Härte (Stanzwiderstand)- 2. Statische Härte (Stanzfestigkeit) Gemäß GOST 23431 79 Gemäß GOST 16483.17 81 Quelle ... Wörterbuch-Nachschlagewerk mit Begriffen der normativen und technischen Dokumentation
Widerstand- 3,93 Widerstandsfähigkeit: Die Fähigkeit einer Struktur oder eines Teils einer Struktur, Belastungen standzuhalten. Quelle: GOST R 54382 2011: Öl- und Gasindustrie. Unterwasser-Pipelinesysteme. Sind üblich technische Anforderungen … Wörterbuch-Nachschlagewerk mit Begriffen der normativen und technischen Dokumentation
Schlagfestigkeit... Knapp Wörterbuch im Druck
GOST R 53636-2009: Zellstoff, Papier, Pappe. Begriffe und Definitionen- Terminologie GOST R 53636 2009: Zellstoff, Papier, Pappe. Begriffe und Definitionen Originaldokument: 3.4.49 absolutes Trockengewicht: Das Gewicht von Papier, Pappe oder Zellulose nach dem Trocknen bei einer Temperatur von (105 ± 2) °C bis zur Gewichtskonstanz unter Bedingungen ... ... Wörterbuch-Nachschlagewerk mit Begriffen der normativen und technischen Dokumentation
statisch- 3.7 Statische Belastung: Äußere Einwirkung, die keine Beschleunigung verformbarer Massen und Trägheitskräfte verursacht. Quelle … Wörterbuch-Nachschlagewerk mit Begriffen der normativen und technischen Dokumentation
GOST 4.223-83: System der Produktqualitätsindikatoren. Konstruktion. Parkettprodukte. Nomenklatur der Indikatoren- Terminologie GOST 4.223 83: System der Produktqualitätsindikatoren. Konstruktion. Parkettprodukte. Nomenklatur der Indikatoren Originaldokument: 19. Adhäsion Lackbeschichtung Gemäß GOST 9.072 77 Gemäß GOST 15140 78 Definitionen des Begriffs aus verschiedenen ... Wörterbuch-Nachschlagewerk mit Begriffen der normativen und technischen Dokumentation
Prüfung der Stanzfestigkeit (von Papier) ... Kurzes erklärendes Wörterbuch des Druckwesens
Dneproflex- Rolldächer und Abdichtungsbitumen Polymermaterial. Sie werden durch beidseitiges Auftragen eines Bitumen-Polymer-Bindemittels, bestehend aus Bitumen, thermoplastischem Gummi, Spachtelmasse und Deckschicht, auf einen Glasträger hergestellt. IN… … Enzyklopädie der Begriffe, Definitionen und Erklärungen von Baustoffen
Widerstand (von Papier) gegen Stanzen; Endlose Formen in Blätter aufteilen; Bruch (Kanten von Blech, Klebeband) || Zerreißen, zerreißen ... Kurzes erklärendes Wörterbuch des Druckwesens
 (1 Bewertungen im Durchschnitt: 5,00 von 5)
(1 Bewertungen im Durchschnitt: 5,00 von 5)