ऑर्डर करने के लिए रीलों का निर्माण। घुमावदार कुंडलियाँ और चोक। व्यक्तिगत भागों का निर्माण
क्लोन पीआई-डब्ल्यूऔर, अब, एक मोनो सर्च कॉइल बनाने की बारी आई। और चूंकि मैं वर्तमान में कुछ वित्तीय कठिनाइयों का सामना कर रहा हूं, इसलिए मुझे इसका सामना करना पड़ा आसान काम नहीं- सबसे सस्ती सामग्री से रील स्वयं बनाएं।
आगे देखते हुए, मैं तुरंत कहूंगा कि मैंने कार्य पूरा कर लिया है। परिणामस्वरूप, मुझे यह सेंसर मिला:
वैसे, परिणामी रिंग कॉइल न केवल क्लोन के लिए, बल्कि लगभग किसी भी अन्य आवेग जनरेटर (कोस्ची, ट्रैकर, समुद्री डाकू) के लिए भी एकदम सही है।
मैं आपको विस्तार से बताऊंगा, क्योंकि शैतान अक्सर विवरण में होता है। इसके अतिरिक्त, लघु कथाएँइंटरनेट पर कॉइल्स बनाना एक दर्जन से भी अधिक है (जैसे, हम इसे लेते हैं, फिर हम इसे काटते हैं, इसे लपेटते हैं, इसे एक साथ चिपकाते हैं और आपका काम हो जाता है!) लेकिन आप इसे स्वयं करना शुरू करते हैं और यह पता चलता है कि यह सबसे महत्वपूर्ण है एक बात का उल्लेख यूं ही कर दिया गया, और कुछ और कहना पूरी तरह से भूल गया... और यह पता चला कि वह सब कुछ उससे कहीं अधिक जटिल है जितना शुरुआत में लग रहा था।
यहां ऐसा नहीं होगा. तैयार? जाना!
विचार
के लिए सबसे आसान स्वनिर्मितमैंने इस डिज़ाइन के बारे में सोचा: से एक डिस्क ले लो शीट सामग्रीमोटाई ~4-6 मिमी. इस डिस्क का व्यास भविष्य की वाइंडिंग के व्यास से निर्धारित होता है (मेरे मामले में यह 21 सेमी होना चाहिए)।
फिर हम घुमावदार तार के लिए एक बोबिन बनाने के लिए इस पैनकेक पर दोनों तरफ थोड़ा बड़े व्यास की दो डिस्क चिपकाते हैं। वे। ऐसी कुंडली का व्यास बहुत बढ़ जाता है, लेकिन ऊँचाई चपटी हो जाती है।
स्पष्टता के लिए, मैं इसे एक चित्र में चित्रित करने का प्रयास करूंगा: 
मुझे आशा है कि मुख्य विचार स्पष्ट है. पूरे क्षेत्र में बस तीन डिस्क एक साथ चिपकी हुई हैं।
सामग्री चयन
मैंने सामग्री के रूप में प्लेक्सीग्लास का उपयोग करने की योजना बनाई। यह पूरी तरह से संसाधित है और डाइक्लोरोइथेन से चिपका हुआ है। लेकिन, दुर्भाग्य से, मैं इसे मुफ़्त में नहीं पा सका।
सभी प्रकार की सामूहिक कृषि सामग्री जैसे प्लाईवुड, कार्डबोर्ड, बाल्टी के ढक्कन आदि। मैंने तुरंत उन्हें अनुपयुक्त मानकर त्याग दिया। मैं कुछ मजबूत, टिकाऊ और अधिमानतः जलरोधक चाहता था।
और फिर मेरी नज़र फ़ाइबरग्लास पर गई...
यह कोई रहस्य नहीं है कि फ़ाइबरग्लास (या ग्लास मैट, फ़ाइबरग्लास) का उपयोग आपके दिल की इच्छानुसार कुछ भी बनाने के लिए किया जा सकता है। यहां तक कि मोटर बोट और कार बंपर भी। कपड़ा गर्भवती है एपॉक्सी रेजि़न, उसे दे आवश्यक प्रपत्रऔर पूरी तरह से सख्त होने तक छोड़ दें। परिणाम एक टिकाऊ, जल प्रतिरोधी, संभालने में आसान सामग्री है। और यह वही है जिसकी हमें आवश्यकता है।
तो, हमें बारबेल को जोड़ने के लिए तीन पैनकेक और कान बनाने की ज़रूरत है।
व्यक्तिगत भागों का निर्माण
पेनकेक्स नंबर 1 और नंबर 2
गणना से पता चला है कि 5.5 मिमी मोटी शीट प्राप्त करने के लिए, आपको फाइबरग्लास की 18 परतें लेने की आवश्यकता है। एपॉक्सी की खपत को कम करने के लिए, फाइबरग्लास कपड़े को पहले से ही आवश्यक व्यास के हलकों में काटना बेहतर है।
21 सेमी व्यास वाली डिस्क के लिए, 100 मिलीलीटर एपॉक्सी राल पर्याप्त था।
प्रत्येक परत को अच्छी तरह से लेपित किया जाना चाहिए, और फिर पूरे ढेर को प्रेस के नीचे रखा जाना चाहिए। दबाव जितना अधिक होगा, उतना बेहतर होगा - अतिरिक्त राल निचोड़ा जाएगा, अंतिम उत्पाद का द्रव्यमान थोड़ा कम हो जाएगा, और ताकत थोड़ी अधिक होगी। मैंने ऊपर लगभग सौ किलोग्राम लाद दिया और सुबह तक छोड़ दिया। अगले दिन मुझे यह पैनकेक मिला: 
यह भविष्य के कुंडल का सबसे विशाल हिस्सा है। वह तौलता है - स्वस्थ रहो! 
फिर मैं आपको बताऊंगा कि कैसे इस स्पेयर पार्ट का उपयोग करके तैयार सेंसर के वजन को काफी कम करना संभव होगा।
23 सेमी व्यास और 1.5 मिमी मोटाई वाली एक डिस्क बिल्कुल इसी तरह बनाई गई थी। इसका वजन 89 ग्राम है।
पैनकेक #3
तीसरी डिस्क को चिपकाने की कोई आवश्यकता नहीं थी। मेरे पास फ़ाइबरग्लास की एक शीट थी। उपयुक्त आकारऔर मोटाई. वह था मुद्रित सर्किट बोर्डकिसी प्राचीन उपकरण से: 
दुर्भाग्य से, शुल्क साथ था धातुकृत छेद, इसलिए मुझे उन्हें खोदने में कुछ समय लगाना पड़ा।
मैंने तय किया कि यह शीर्ष डिस्क होगी, इसलिए मैंने केबल प्रविष्टि के लिए इसमें एक छेद बनाया। 
बारबेल के लिए कान
सेंसर हाउसिंग को रॉड से जोड़ने के लिए कानों के लिए पर्याप्त टेक्स्टोलाइट बचा हुआ था। मैंने प्रत्येक कान के लिए दो टुकड़े काटे (इसे टिकाऊ बनाने के लिए!) 
आपको प्लास्टिक बोल्ट के लिए तुरंत अपने कानों में छेद कर देना चाहिए, क्योंकि बाद में ऐसा करना बहुत असुविधाजनक होगा। 
वैसे, यह टॉयलेट सीट के लिए माउंटिंग बोल्ट है।
तो, हमारे कॉइल के सभी घटक तैयार हैं। जो कुछ बचा है उसे एक बड़े सैंडविच में एक साथ चिपका देना है। और केबल को अंदर चलाना न भूलें।
एक टुकड़े में असेंबली
सबसे पहले, छेद वाले फाइबरग्लास से बनी ऊपरी डिस्क को फाइबरग्लास की 18 परतों से बने मध्य पैनकेक से चिपकाया गया था। इसमें वस्तुतः एपॉक्सी के कुछ मिलीलीटर लगे - यह पूरे क्षेत्र पर चिपकाने के लिए दोनों सतहों को कोट करने के लिए पर्याप्त था। 


कान लगाना
मैंने एक आरा का उपयोग करके खांचे काट दिए। स्वाभाविक रूप से, मैंने इसे एक स्थान पर थोड़ा ज़्यादा कर दिया: 
कानों को अच्छी तरह से फिट करने के लिए, मैंने कटों के किनारों पर एक छोटा सा बेवल बनाया: 
अब हमें तय करना था कि कौन सा विकल्प बेहतर है? कान अलग-अलग तरह से लगाए जा सकते हैं... 
उत्तर औद्योगिक उत्पादनअक्सर वे दाएँ संस्करण के अनुसार बनाए जाते हैं, लेकिन मुझे बायाँ संस्करण अधिक पसंद है। सामान्य तौर पर, मैं अक्सर वामपंथी निर्णय लेता हूं...
सिद्धांत रूप में, सही विधि बेहतर संतुलित है, क्योंकि रॉड माउंट गुरुत्वाकर्षण के केंद्र के करीब है। लेकिन यह इस तथ्य से कोसों दूर है कि कुंडली को हल्का करने के बाद इसका गुरुत्वाकर्षण केंद्र एक दिशा या दूसरी दिशा में स्थानांतरित नहीं होगा।
बाईं माउंटिंग विधि अधिक दृष्टिगत रूप से सुखद लगती है (IMHO), और इस मामले में कुल लंबाईमुड़ा हुआ मेटल डिटेक्टर कुछ सेंटीमीटर छोटा होगा। जो व्यक्ति डिवाइस को बैकपैक में ले जाने की योजना बना रहा है, उसके लिए यह महत्वपूर्ण हो सकता है।
सामान्य तौर पर, मैंने अपनी पसंद बनाई और चिपकाना शुरू कर दिया। उन्होंने उदारतापूर्वक इसे बॉक्साइट से लेपित किया, इसे सुरक्षित रूप से वांछित स्थिति में स्थापित किया और इसे सख्त होने के लिए छोड़ दिया: 
सख्त होने के बाद, मैंने पीछे की ओर से चिपकी हर चीज को सैंडपेपर से साफ कर दिया: 

केबल प्रविष्टि
फिर, एक गोल फ़ाइल का उपयोग करके, मैंने कंडक्टरों के लिए खांचे तैयार किए, कनेक्टिंग केबल को छेद के माध्यम से डाला और इसे कसकर चिपका दिया: 

मजबूत किंक को रोकने के लिए, प्रवेश बिंदु पर केबल को किसी तरह मजबूत करने की आवश्यकता है। इन उद्देश्यों के लिए, मैंने रबर की इस छोटी सी चीज़ का उपयोग किया जो मुझे भगवान न जाने कहाँ से मिली थी: 
संक्षेप में, मैंने कुछ फ़ाइबरग्लास काटा: 
और इसे बॉलपॉइंट पेन पेस्ट के साथ बॉक्साइट के साथ अच्छी तरह से मिलाएं। परिणाम स्वरूप गीले बालों के समान एक चिपचिपा पदार्थ निकला। इस रचना से आप बिना किसी समस्या के किसी भी दरार को ढक सकते हैं: 
फ़ाइबरग्लास के टुकड़े पोटीन को आवश्यक चिपचिपाहट देते हैं, और सख्त होने के बाद प्रदान करते हैं बढ़ी हुई ताकतगोंद सीवन.
ताकि मिश्रण ठीक से संकुचित हो जाए, और राल तार के घुमावों को संतृप्त कर दे, मैं इसे बिजली के टेप से कसकर लपेटता हूं: 
बिजली का टेप हरा या, कम से कम, नीला होना चाहिए।
सब कुछ पूरी तरह से जम जाने के बाद, मुझे आश्चर्य हुआ कि संरचना कितनी मजबूत थी। यह पता चला कि रील आसानी से मेरा वजन (लगभग 80 किलो) सहन कर सकती है।
वास्तव में, हमें इतनी भारी-भरकम रील की आवश्यकता नहीं है; इसका वजन कहीं अधिक महत्वपूर्ण है। सेंसर का बहुत अधिक द्रव्यमान निश्चित रूप से कंधे में दर्द का कारण बनेगा, खासकर यदि आप लंबी खोज करने की योजना बना रहे हैं।
सुविधा प्रदान करना
कॉइल के वजन को कम करने के लिए, संरचना के कुछ हिस्सों को काटने का निर्णय लिया गया: 
इस हेरफेर से मुझे 168 ग्राम वजन कम करने में मदद मिली अधिक वज़न. साथ ही, सेंसर की ताकत व्यावहारिक रूप से कम नहीं हुई है, जैसा कि इस वीडियो में देखा जा सकता है:
अब, पीछे देखने पर, मुझे समझ में आया कि कुंडल को थोड़ा हल्का कैसे बनाया जा सकता था। ऐसा करने के लिए, मध्य पैनकेक में पहले से (सब कुछ एक साथ चिपकाने से पहले) बड़े छेद करना आवश्यक था। कुछ इस तरह: 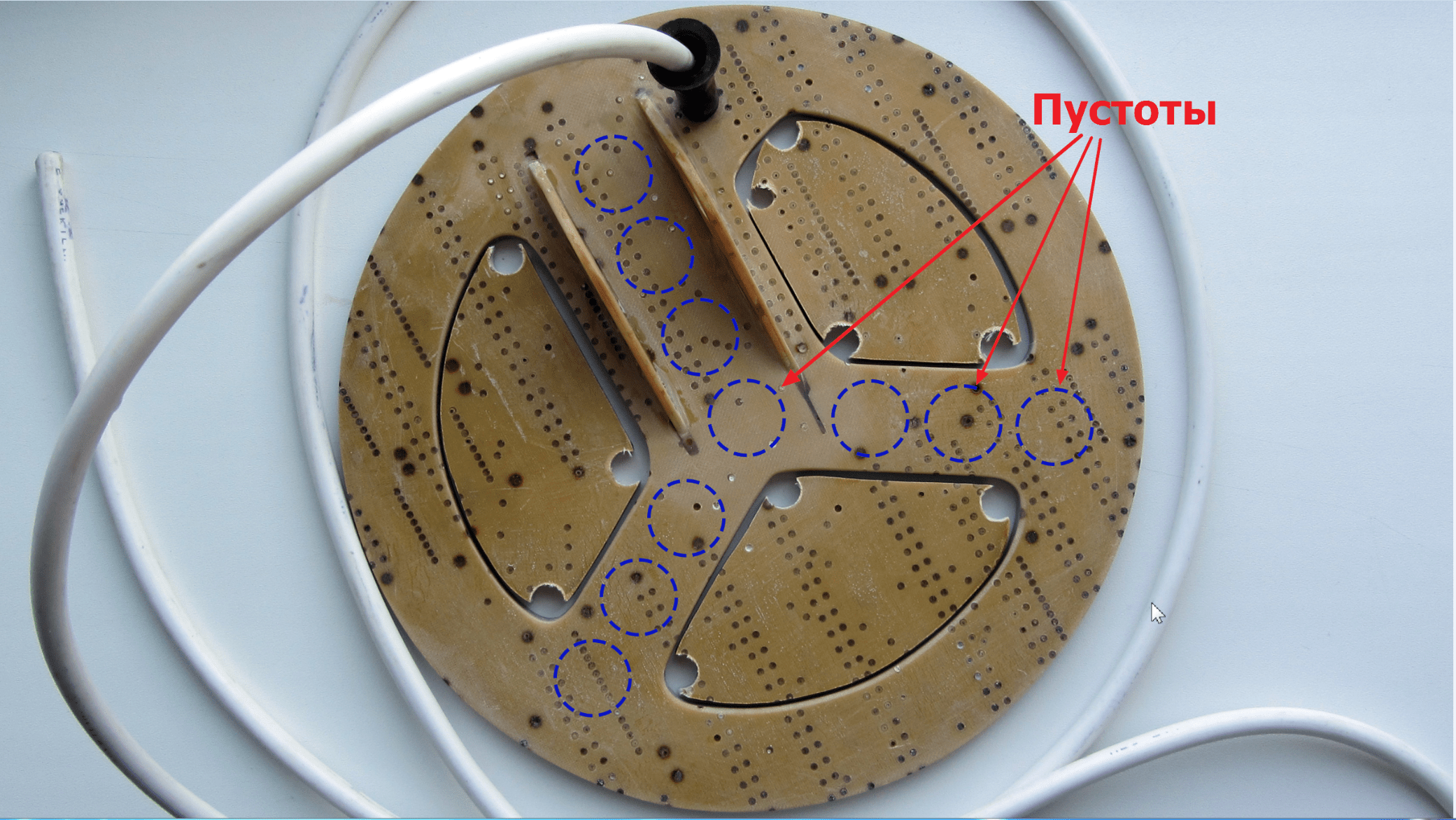
संरचना के अंदर रिक्तियों का ताकत पर लगभग कोई प्रभाव नहीं पड़ेगा, लेकिन कुल द्रव्यमान 20-30 ग्राम कम हो जाएगा। अब, बेशक, जल्दबाजी करने में बहुत देर हो चुकी है, लेकिन मैं इसे भविष्य के लिए ध्यान में रखूंगा।
सेंसर के डिज़ाइन को सरल बनाने का दूसरा तरीका बाहरी रिंग (जहां तार के मोड़ बिछाए जाते हैं) की चौड़ाई को 6-7 मिलीमीटर तक कम करना है। बेशक, अब ऐसा किया जा सकता है, लेकिन अभी ऐसी कोई ज़रूरत नहीं है.
पेंटिंग ख़त्म करें
मिला उत्कृष्ट पेंटफ़ाइबरग्लास लैमिनेट और फ़ाइबरग्लास उत्पादों के लिए - वांछित रंग की डाई के साथ एपॉक्सी राल। चूँकि मेरे सेंसर की पूरी संरचना बॉक्साइट के आधार पर बनी है, राल-आधारित पेंट में उत्कृष्ट आसंजन होगा और यह मूल की तरह फिट होगा।
मैंने काली डाई के रूप में एल्केड इनेमल पीएफ-115 का उपयोग किया, इसे तब तक मिलाया जब तक कि आवश्यक छिपने की शक्ति प्राप्त नहीं हो गई।
जैसा कि अभ्यास से पता चला है, ऐसे पेंट की एक परत बहुत मजबूती से टिकी रहती है, और ऐसा लगता है जैसे उत्पाद को तरल प्लास्टिक में डुबोया गया हो: 

इस मामले में, इस्तेमाल किए गए इनेमल के आधार पर रंग कोई भी हो सकता है।
अंतिम वजन खोज कुंडलपेंटिंग के बाद केबल के साथ - 407 ग्राम 
केबल का वजन अलग से ~80 ग्राम है।
इंतिहान
हमारे बाद घर का बना रीलमेटल डिटेक्टर के लिए पूरी तरह से तैयार था, आंतरिक ब्रेक की अनुपस्थिति के लिए इसकी जांच करना आवश्यक था। जाँच करने का सबसे आसान तरीका वाइंडिंग प्रतिरोध को मापने के लिए एक परीक्षक का उपयोग करना है, जो सामान्य रूप से बहुत कम (अधिकतम 2.5 ओम) होना चाहिए।
मेरे मामले में, दो मीटर कनेक्टिंग केबल के साथ कॉइल का प्रतिरोध लगभग 0.9 ओम निकला।
दुर्भाग्य से, यह सरल तरीके सेइंटरटर्न शॉर्ट सर्किट का पता लगाना संभव नहीं होगा, इसलिए आपको वाइंडिंग करते समय अपनी सटीकता पर निर्भर रहना होगा। शॉर्ट सर्किट, यदि कोई है, तो सर्किट शुरू करने के तुरंत बाद प्रकट होगा - मेटल डिटेक्टर बढ़े हुए करंट का उपभोग करेगा और इसकी संवेदनशीलता बेहद कम होगी।
निष्कर्ष
इसलिए, मुझे लगता है कि कार्य सफलतापूर्वक पूरा हो गया: मैं सबसे टिकाऊ, जलरोधक और बहुत भारी नहीं रील बनाने में कामयाब रहा अपशिष्ट पदार्थ. खर्चों की सूची:
- फाइबरग्लास शीट 27 x 25 सेमी - मुफ़्त;
- फाइबरग्लास की शीट, 2 x 0.7 मीटर - मुफ़्त;
- एपॉक्सी राल, 200 ग्राम - 120 रूबल;
- इनेमल पीएफ-115, काला, 0.4 किग्रा - 72 आरयूआर;
- घुमावदार तार PETV-2 0.71 मिमी, 100 ग्राम - 250 रूबल;
- कनेक्टिंग केबल पीवीएस 2x1.5 (2 मीटर) - 46 रूबल;
- केबल प्रवेश निःशुल्क है.
अब मेरे सामने बिल्कुल वैसा ही दुष्ट बारबेल बनाने का काम है। लेकिन यह पहले से ही है.

टोचनोस्ट उद्यम उच्च परिशुद्धता कॉइल्स, साथ ही 0.01-0.5 मिमी के तार व्यास और 450 मिमी तक के बाहरी घुमावदार व्यास के साथ अन्य घुमावदार उत्पादों का उत्पादन करता है। ऐसे तत्वों का उपयोग रेडियो इंजीनियरिंग और इलेक्ट्रॉनिक्स उद्योगों में किया जाता है।
उत्पादन के तकनीकी उपकरण आपको मोड़ तक सटीकता के साथ दिए गए घुमावों की संख्या को बनाए रखने और बड़े और छोटे बैचों में उत्पादों का शीघ्रता से उत्पादन करने की अनुमति देते हैं।
यदि डिज़ाइन दस्तावेज़ उपलब्ध हो तो ऑर्डर पर वाइंडिंग कॉइल संभव है: विद्युत नक़्शा, असेंबली ड्राइंग या उत्पाद स्केच।
घुमावदार मशीनें "उल्का"
घुमावदार उत्पादों के साथ काम करने के लिए, उच्च तकनीक वाली स्विस उल्का मशीनों का उपयोग किया जाता है: वे इस प्रकार के उपकरणों के लिए सभी आवश्यक आवश्यकताओं को पूरा करते हैं।
METEOR वाइंडिंग मशीन में निम्नलिखित विशेषताएं हैं:
- यह +1 मोड़ की सटीकता के साथ कस्टम कॉइल को घुमाने में सक्षम है;
- साधारण, अनुभागीय और अन्य प्रकार की वाइंडिंग के लिए उपयुक्त;
- घुमावों की कुल संख्या 15,000 तक पहुँच जाती है;
- घुमावदार चौड़ाई 0.2 से 70 मिलीमीटर तक होती है;
- तार का व्यास 0.01-0.5 मिमी है;
- घेरे के बाहरवाइंडिंग 50 मिमी के भीतर उतार-चढ़ाव करती है।
अंतर्निर्मित ड्राइव आपको उत्पाद के प्रकार के आधार पर वाइंडिंग मोड को समायोजित करने और इसे आवश्यक मापदंडों पर आसानी से पुन: प्रोग्राम करने की अनुमति देता है। मशीन का डिज़ाइन अधिकतम वाइंडिंग सटीकता और परिचालन स्थिरता सुनिश्चित करने के लिए डिज़ाइन किया गया है। उच्च उत्पादकता, बैच आकार की परवाह किए बिना, त्वरित ऑर्डर पूर्ति सुनिश्चित करती है, साथ ही अंतिम उत्पाद की कम लागत भी सुनिश्चित करती है।
यह सब Tochnost LLC के ग्राहकों को कंपनी की लचीली मूल्य निर्धारण नीति के सभी लाभ प्राप्त करने की अनुमति देता है।
LLC "सटीकता" है आधुनिक उत्पादनघड़ियों, इलेक्ट्रॉनिक्स और कॉम्प्लेक्स के लिए रेडियो इंजीनियरिंग कॉइल और वाइंडिंग उत्पाद औद्योगिक उपकरण. हमारी उच्च व्यावसायिकता और कई वर्षों का अनुभव इस बात की गारंटी है कि आपको हमारे सहयोग का परिणाम पसंद आएगा!
आप विशेषज्ञ की सलाह ले सकते हैं या फ़ोन द्वारा अनुरोध छोड़ सकते हैं
सर्गेई कोमारोव, UA3ALW
यूनिवर्सल वाइंडिंग करने के लिए, आपको पेलशो, पेशो, लेशो, पेलो, लेलो जैसे रेशम या लैवसन इन्सुलेशन में एक तामचीनी घुमावदार तार की आवश्यकता होती है। अतिरिक्त रेशेदार इन्सुलेशन दो कार्य करता है: यह तार को फ्रेम से और एक-दूसरे से तिरछे स्थित घुमावों से फिसलने से रोकता है, और मल्टीलेयर कॉइल के घुमावों की व्यवस्था को कठोरता से ठीक करने के लिए पॉलीस्टाइनिन वार्निश, पैराफिन या सेरेसिन के साथ बाद में संसेचन की अनुमति देता है, जो सुनिश्चित करता है इसके प्रेरण की उच्च स्थिरता।
कुछ कौशल के साथ, वाइंडिंग आसानी से हाथ से की जा सकती है। ऐसा करने के लिए, आपको फ़्रेम को स्वयं चिह्नित करना होगा, जैसा कि चित्र 1 में दिखाया गया है, या उस पर लागू चिह्नों के साथ केबल पेपर में लपेटें। वाइंडिंग वाली जगह पर दो गोलाकार रेखाएं खींची जाती हैं, जिनके बीच की दूरी वाइंडिंग की चौड़ाई निर्धारित करेगी। इसके बाद, दो बिल्कुल विपरीत रेखाएँ AB और CD खींचिए। उनके बीच की दूरी बिल्कुल आधे मोड़ के बराबर होनी चाहिए। यदि आप फ्रेम पर कई खंडों या प्रेरक रूप से युग्मित कॉइल्स को घुमाने की योजना बनाते हैं, तो सभी वाइंडिंग्स के लिए एक ही बार में निशान बनाए जाते हैं। मार्किंग नॉन-कंडक्टिव से की जानी चाहिए बिजलीडाई (एक साधारण पेंसिल उपयुक्त नहीं है, क्योंकि इसका लेड ग्रेफाइट से बना होता है)।
इसके बाद, चिह्नों के बाहर टेप का उपयोग करके, हम घुमावदार की शुरुआत में तार को सुरक्षित करते हैं ताकि यह बिंदु ए से गुजर सके, और थोड़ा तनाव के साथ, हम इसे बिंदु ए से बिंदु डी तक आधे सर्कल के साथ तिरछे बिछाते हैं। बिंदु डी पर हम तार को एक अधिक कोण पर मोड़ें और उसे कील कोण पर पकड़ें अँगूठा(लड़कियों और युवा पत्नियों के लिए यह विशेष रूप से अच्छा है), कम तनाव के साथ, हम तार को बिंदु ए के विपरीत दिशा में तिरछा बिछाते हैं। बिंदु ए पर पहुंचने के बाद, हम शुरुआत के तार को पार करते हैं, इसे एक नए मोड़ के साथ दबाते हैं, और तुरंत इसे एक अधिक कोण पर मोड़ें, लेकिन अब पहले से ही विपरीत दिशा में और दूसरे मोड़ को पहले के करीब, इसके दाईं ओर रखना शुरू करें। उसी समय, फिर से, तार के मोड़ कोण को वाइंडिंग के केंद्र की ओर फिसलने से रोकने के लिए अपने थंबनेल का उपयोग करें। एक बार जब आप कौशल हासिल कर लेते हैं, तो आप इसे अगले मोड़ के तार के साथ कर सकते हैं, पहले इसे थोड़ा अंदर झुका सकते हैं बाहर(पिछले मोड़ के कोण को कसने के लिए) और उसके बाद ही, इसे नाखून से दबाकर, एक अधिक कोण पर, अंदर की ओर, और इसे पिछले मोड़ के समानांतर बिछा दें।
वाइंडिंग प्रक्रिया के दौरान, तार में प्रत्येक मोड़ के साथ, मोड़ कोण को रिंग मार्किंग लाइन पर कसना आवश्यक है। चूँकि वाइंडिंग के मोड़ तिरछे व्यवस्थित होते हैं, और जब तार को तनाव दिया जाता है, तो वाइंडिंग संकीर्ण हो जाती है, वाइंडिंग को थोड़े तनाव के साथ किया जाता है। वाइंडिंग का एक समान खंड प्राप्त करने के लिए, तार के सभी मोड़ कोणों को रिंग चिह्नों की रेखा पर बिल्कुल रखना आवश्यक है, और अपने बाएं हाथ के अंगूठे के नाखून से तार को पकड़कर मोड़ को तेज बनाएं।
इससे पहले कि आप एक पतली घुमावदार तार के साथ यूनिवर्सल कॉइल को घुमावदार करना शुरू करें, आपको ऐसी क्रॉस वाइंडिंग करने का अभ्यास करना चाहिए, उदाहरण के लिए, इंस्टॉलेशन तार एमजीएसएचवी-0.2 पर, इसे 15...20 मिमी के व्यास के साथ किसी भी गोल रॉड या ट्यूब पर घुमाएं और वाइंडिंग की चौड़ाई 12…15 मिमी अंकित करना। ऐसा करने के लिए, आपको 3.5...4 मीटर लंबा एक तार लेना होगा और घुमावदार के एक संकीर्ण, ऊंचे और यहां तक कि खंड को चिह्नों के अनुसार हवा देना होगा - एक प्रकार का "पैनकेक", तार की पूरी लंबाई को अंदर रखना वाइंडिंग (चित्र 2)।

कई प्रयासों के बाद, वाइंडिंग सुचारू होने लगेगी, और आवश्यक कौशल दिखाई देंगे, जैसा कि वे कहते हैं, "आपकी उंगलियों पर।" अब आप 8...10 मिमी व्यास वाले फ्रेम पर पेलशो-0.25...0.3 तार के साथ 5 मिमी चौड़े खंड में 150 मोड़ लपेटने का प्रयास कर सकते हैं। पतले तारों के लिए, वाइंडिंग की चौड़ाई आनुपातिक रूप से छोटी होनी चाहिए। लेकिन तुरंत बहकावे में न आएं पतले तारऔर संकीर्ण वर्ग, जिनके पास अभी तक अच्छी तरह से स्थापित कौशल नहीं है। इस वाइंडिंग के लिए धैर्य, सटीकता, सावधानी, उंगलियों की गतिविधियों के अच्छे समन्वय की आवश्यकता होती है, और यदि आप जल्दबाजी करते हैं, तो आपको कौशल के बजाय निराशा हाथ लग सकती है। यदि अनुभाग चिकना, साफ-सुथरा और बिल्कुल चिह्नों के अनुसार निकलता है, तो आप मान सकते हैं कि आपने "यूनिवर्सल" वाइंडिंग के साथ रीलों को वाइंड करना सीख लिया है।
लंबी तरंग रेंज की आवृत्तियों पर, जहां आवश्यक इंडक्शन प्राप्त करने के लिए वाइंडिंग में घुमावों की संख्या सैकड़ों में होती है, वाइंडिंग की चौड़ाई (क्रॉसवाइज़) के साथ दोहरे पैटर्न के साथ वाइंडिंग को वाइंडिंग करना और इसे दो बार वाइंडिंग करना समझ में आता है। जितना चौड़ा. (चित्र 3)।

फ़्रेम का अंकन लगभग पहले मामले जैसा ही है, लेकिन वाइंडिंग के बीच में हम एक और खींचते हैं रिंग लाइन. वाइंडिंग इस प्रकार की जाती है। हम वाइंडिंग की शुरुआत में तार को टेप से सुरक्षित करते हैं ताकि यह बिंदु ए से होकर गुजरे, और तनाव के साथ, हम तार को बिंदु ए से सीडी लाइन के मध्य तक आधे वृत्त के साथ तिरछा बिछाते हैं। इसके बाद, हम वाइंडिंग जारी रखते हैं ताकि तार का पूरा घुमाव बिंदु बी पर समाप्त हो जाए। हम तार को एक अधिक कोण पर मोड़ते हैं और, अपने थंबनेल के साथ कोण को पकड़कर, सीडी लाइन के मध्य तक वाइंडिंग जारी रखते हैं, जहां हम तार को पार करते हैं पिछला मोड़ और आगे घुमाना जारी रखें। हम बिंदु ए पर दूसरा मोड़ समाप्त करते हैं, जहां हम घुमावदार की शुरुआत से तार को पार करते हैं, तुरंत इसे एक अधिक कोण पर मोड़ते हैं और तीसरे मोड़ को पहले के करीब और समानांतर रखते हैं, इसके दाईं ओर। फिर हम घुमावदार करना जारी रखते हैं, नए मोड़ के तार को पिछले एक के समानांतर और दाईं ओर बिछाते हैं, और पिछले एक को पार करने वाले बिंदु ए और बी पर। सीडी लाइन के बीच में, मोड़ बिना झुके प्रतिच्छेद करेंगे और, जैसे-जैसे घुमावदार घुमावों की संख्या बढ़ेगी, प्रत्येक नए चौराहे का बिंदु घुमावदार की ओर स्थानांतरित हो जाएगा। जब विस्थापन फ्रेम के चारों ओर एक पूर्ण क्रांति तक पहुंच जाता है, तो पहली परत के पहले से ही घायल मोड़ों पर दूसरी परत के साथ आगे की वाइंडिंग जारी रहेगी। यहां, पहले मामले की तरह, तार के मोड़ कोणों को रिंग मार्किंग की साइड लाइनों पर लगातार कसना और तार के आवश्यक तनाव बल को बनाए रखने का कौशल हासिल करना आवश्यक है ताकि कुंडल तंग हो और ताकि यह एक मोड़ से दूसरे मोड़ पर और एक परत से दूसरी परत तक संकीर्ण नहीं होता है।
कॉइल के बाहरी आउटपुट को सुरक्षित करने के लिए, वाइंडिंग के अंत से पहले 10...15 मोड़ों पर, घुमावों के पार आधे में मुड़ी हुई एक सूती शीट रखी जाती है। सिलाई के लिए धागा, मोटाई संख्या 20, जैसा कि चित्र में दिखाया गया है, और इसके ऊपर वाइंडिंग जारी है।

वाइंडिंग सर्कल पर धागे का स्थान इस प्रकार चुना जाना चाहिए कि वाइंडिंग के अंतिम मोड़ का अंत ठीक उसी स्थान पर और किनारे पर हो जहां थ्रेड लूप स्थित है। तार के सिरे को मार्जिन से काटा जाता है आवश्यक लंबाईऔर इसे एक धागे के लूप में पिरोएं। इसके बाद टर्मिनल को खींचकर वाइंडिंग के पीछे की तरफ लूप को कस लें और धागे के दोनों सिरों को एक साथ दो गांठों में बांध दें। डबल गाँठ की मोटाई धागे को इसे दबाने वाले मोड़ों के बीच घुमावदार के दूसरी तरफ कूदने की अनुमति नहीं देगी। बाहरी टर्मिनल को ठीक करना सरल और टिकाऊ है।
वाइंडिंग के बाद, कुंडल घुमावों को अपनी पसंद के अनुसार संसेचित करने की सलाह दी जाती है: तरल पॉलीस्टाइन वार्निश (एसीटोन या डाइक्लोरोइथेन में पॉलीस्टाइनिन का एक समाधान), पैराफिन (पिघला हुआ) टिन का डब्बाआकार अधिक रीलघरेलू रोशनी वाली मोमबत्ती का हिस्सा, जार को टांका लगाने वाले लोहे पर गर्म करना और घाव के कुंडल को तरल पैराफिन में डुबाना) या सेरेसिन (तकनीक समान है)। आवृत्ति गुणों में गिरावट से बचने के लिए कॉइल को अन्य यौगिकों के साथ संसेचित नहीं किया जाना चाहिए।
यदि ऐसे कॉइल्स का उपयोग आपके रेडियो सर्कल में या आपके द्वारा व्यक्तिगत रूप से अक्सर किया जाएगा, तो यूनिवर्सल कॉइल्स को घुमाने के लिए एक घर का बना मैनुअल मशीन बनाना समझ में आता है, जिनके विवरण और चित्र बार-बार रेडियो पत्रिका में प्रकाशित किए गए हैं। लेखों में मशीन के साथ काम करने और इसे एक विशिष्ट वाइंडिंग के लिए स्थापित करने के तरीकों का विस्तृत विवरण भी दिया गया है।
ऐसी मशीन किसी एक के लिए या हर रेडियो सर्कल के लिए खरीदना संभव नहीं होगा। कोई भी उनका उत्पादन नहीं करता है, और जो उत्पादित होते हैं वे बड़े कारखानों के लिए होते हैं, जो एक ही प्रकार के कॉइल के बड़े पैमाने पर उत्पादन के लिए डिज़ाइन किए जाते हैं, बहुत अधिक जगह लेते हैं, अत्यधिक कार्यात्मक होते हैं, संचालित करने में अविश्वसनीय रूप से कठिन होते हैं, भारी मात्रा में खर्च होते हैं और बिल्कुल अनुपयुक्त होते हैं एक रेडियो मंडल, और इससे भी अधिक घरेलू रेडियो प्रयोगशालाओं में।
अब यूनिवर्सल वाइंडिंग के साथ कॉइल्स के इंडक्शन के बारे में। जानने DIMENSIONSकॉइल और घुमावों की संख्या, इसके अधिष्ठापन की गणना बहुत उच्च सटीकता के साथ की जा सकती है। चित्र 4 दिखाता है गणना सूत्र, आकार अनुपात और वास्तव में घाव कॉइल्स के व्यावहारिक अधिष्ठापन मूल्यों की एक तालिका।
इस तालिका को निम्नानुसार संकलित किया गया था: "यूनिवर्सल" वाइंडिंग के 150 मोड़ संकेतित तार के साथ संकेतित व्यास डी1 के एक फ्रेम पर घाव किए गए थे; परिणामी वाइंडिंग के बाहरी व्यास को एक कैलीपर से और इसके इंडक्शन को E12-1A डिवाइस से मापा गया। फिर, 10 मोड़ खोल दिए गए और शेष 50 मोड़ आने तक माप 11 बार दोहराया गया। और इस तरह चार बार, अलग-अलग तारों के साथ, अलग-अलग फ्रेम पर। इस प्रकार, तालिका के चार स्तंभ संकलित किए गए।

चूंकि 20...40 μH या उससे कम के इंडक्शन के लिए, सिंगल-लेयर वाइंडिंग का उपयोग करना बेहतर है, और "यूनिवर्सल" वाइंडिंग के साथ एक कॉइल में 50 मोड़ से कम वाइंडिंग करना शायद ही उचित है, कम संख्या के साथ माप टर्न नहीं किये गये। हालाँकि, दिए गए सूत्र का उपयोग करके कम संख्या में घुमावों के साथ कॉइल के अधिष्ठापन की गणना आसानी से की जा सकती है। चिह्नों के अनुसार सावधानीपूर्वक वाइंडिंग के साथ, इंडक्शन की गणना माप परिणामों के साथ एक अच्छा समझौता (लगभग 1% की सटीकता) देती है।
मल्टी-सेक्शन कॉइल की गणना करते समय, अनुभागों के बीच पारस्परिक प्रेरण को ध्यान में रखना आवश्यक है। समान घुमावदार दिशा के साथ, एक दूसरे के करीब स्थित दो खंडों का कुल प्रेरण (एक खंड आंशिक रूप से दूसरे के चुंबकीय क्षेत्र में है) निम्नानुसार निर्धारित किया जाएगा:
लॉट =एल 1+एल2+2एम
यदि समान शर्तों के तहत तीन खंड हैं, तो: लॉट =एल 1+एल2+एल 3 + 2एम 1-2 + 2एम 2-3 + 2एम 1-3; कहाँ:
एम 1-2- पहले और दूसरे खंड के बीच पारस्परिक प्रेरण;
एम 2-3- दूसरे और तीसरे खंड के बीच पारस्परिक प्रेरण;
एम 1-3- पहले और तीसरे खंड के बीच पारस्परिक प्रेरण।
यदि अनुभागों को एक पंक्ति में, एक के बाद एक, समान दूरी पर व्यवस्थित किया जाता है, तो एम 1-2 =एम 2-3. अनुभाग के माध्यम से पारस्परिक प्रेरण - एम 1-3,के कारण बहुत छोटा होगा लम्बी दूरीवर्गों और द्विघात प्रकृति के बीच तनाव में कमी आती है चुंबकीय क्षेत्रउनके बीच की दूरी पर निर्भर करता है। व्यावहारिक सटीकता के साथ मल्टी-सेक्शन कॉइल्स के इंडक्शन की गणना करते समय, उनके बाहरी व्यास से अधिक दूरी पर स्थित अनुभागों के बीच पारस्परिक इंडक्शन को सुरक्षित रूप से उपेक्षित किया जा सकता है। उनके व्यास से अधिक दूरी पर स्थित कॉइल्स के पारस्परिक प्रेरण को केवल उन मामलों में ध्यान में रखा जाना चाहिए जहां सर्किट के बीच संचार इसके माध्यम से किया जाता है।
इसका तात्पर्य यह है कि मल्टी-सेक्शन कॉइल का अधिकतम प्रेरण प्राप्त करने के लिए, अनुभागों को यथासंभव स्थान पर रखा जाना चाहिए घनिष्ठ मित्रएक दूसरे के लिए, फिर, घुमावों की समान संख्या और तार के सक्रिय प्रतिरोध के साथ, पारस्परिक प्रेरकत्व के कारण कुल प्रेरकत्व अधिक होगा। हालाँकि, आपको अनुभागों को 2 मिमी से अधिक दूरी पर नहीं रखना चाहिए, क्योंकि जब अगले अनुभाग को पिछले अनुभाग के करीब घुमाया जाता है, तो मोड़ लगाना और तार को सटीक रूप से मोड़ना बहुत मुश्किल होता है।
अधिकतम प्रेरकत्व के साथ न्यूनतम सक्रिय प्रतिरोध प्राप्त करने के लिए कुंडल आकार का इष्टतम अनुपात तब होता है जब अनुभाग की चौड़ाई घुमावदार की मोटाई के बराबर होती है, और घुमावदार का औसत व्यास अनुभाग की चौड़ाई का 2.5 गुना होता है। यह ध्यान दिया जाना चाहिए कि उच्च आवृत्तियों पर न्यूनतम सक्रिय प्रतिरोधअधिकतम गुणवत्ता कारक प्राप्त करने के लिए इष्टतम के साथ मेल नहीं खाता है, और कॉम्पैक्ट डिजाइन के लिए स्वीकार्य कुंडल आकार के लिए, घुमावदार की चौड़ाई और मोटाई में समानता बनाए रखते हुए, बढ़ते औसत व्यास के साथ गुणवत्ता कारक में वृद्धि की प्रवृत्ति होती है।

उदाहरण के लिए, आइए 5 मिमी की अनुभाग चौड़ाई के साथ "यूनिवर्सल" वाइंडिंग के साथ पांच-खंड चोक की प्रेरण की गणना करें, 2.5 मिमी के अनुभागों के बीच की दूरी, जिसमें प्रत्येक अनुभाग में पेलशो के 100 मोड़ होते हैं - 0.25 तार, एक प्रतिरोधी पर घाव R ≥ 1 MΩ के साथ VS-2W।
चूँकि अवरोधक की सतह फिसलन भरी होती है, हम इसे 37 मिमी चौड़ी, 55 मिमी लंबी केबल पेपर की दो परतों से लपेटते हैं और उस पर घुमावदार खंडों को चिह्नित करते हैं। इस मामले में डी 1 = 8.5 मिमी. PELSHO-0.25 तार के लिए, इन्सुलेशन व्यास 0.35 मिमी है, घुमावदार रिसाव गुणांक है के एन= 1.09 (प्रयोगात्मक मूल्य; चित्र 5 में तालिका से गणना की जा सकती है)।
घुमावदार आयाम: सी=एन (के एनघ) 2/एल = 100 x (1.09 x 0.35) 2 / 5 = 2.9 मिमी. डी2=डी1+2सी= 8.5 + 2 x 2.9 = 14.3 मिमी. डी = (डी2+डी 1)/2= (14.3 + 8.5) / 2 = 11.4 मिमी; एल= 5 मिमी = 0.5 सेमी;
एक खंड का प्रेरण (चित्र 4):
एल 1 = 0.0025 πएन 2डी2/(3डी+9एल + 10 सी)= 0.0025 π 100 2 11,4 2 / (3x11.4 + 9x5 + 10x2.9) = 94.3 μG।
दिलचस्प बात यह है कि निर्दिष्ट आयामों के अनुसार कुंडल घाव के अधिष्ठापन को मापने से 95 μH (चित्र 5) का परिणाम मिलता है। मैन्युअल वाइंडिंग के दौरान अशुद्धियों को ध्यान में रखते हुए, यह एक बहुत अच्छा मेल है।
अनुभागों के बीच पारस्परिक प्रेरण निर्धारित करने के लिए, हम अनुपात की गणना करते हैं (चित्र 6):
आर 2 / आर 1 = √([(1 - ए /ए) 2 + बी 2 /ए 2 ] / [(1 + ए/ए) 2 + बी 2 /ए 2 ]) पाँच जोड़ी अंकों के लिए.
औसत खंड त्रिज्या: ए = (8.5 + 14.3) / 4 = 5.7 मिमी;
अंक 0-1 के लिए: ए = ए = 5.7 मिमी; बी = 7.5 मिमी.
आर 2 /आर 1 = √{(7,5 2 / 5,7 2 ) / [(1 + 1) 2 + 7,5 2 / 5,7 2 ]} = √(1,7313/5,7313) = 0,5496;
नमस्ते प्रिय मित्रों. मैंने यह लेख उन लोगों को समर्पित करने का निर्णय लिया जिन्हें वाइंडिंग की समस्या है उच्च वोल्टेज कुंडलवी. यहां आप पा सकते हैं विस्तृत विवरणऐसी रील के निर्माण के संबंध में, मुझे नहीं लगता कि कोई प्रश्न उठेगा, और यदि उठे तो बेझिझक हमसे संपर्क करें! हम कॉइल बनाने के लिए सबसे प्रसिद्ध विकल्पों में से कई पर गौर करेंगे। आइए पहले वाले पर नजर डालें। तो, एक पैकेज में एकत्रित ट्रांसफार्मर लोहे की प्लेटों पर एक उच्च वोल्टेज ट्रांसफार्मर बनाया जा सकता है। फिर आपको एक ऐसे मार्कर की तलाश करनी होगी जो प्राथमिक वाइंडिंग के साथ कोर में फिट हो। वाइंडिंग को बारी-बारी से किया जाता है (द्वितीयक वाइंडिंग को पहले घाव किया जाता है) 0.08...0.25 मिमी के व्यास के साथ पीईएल तार के साथ 500 - 2000 मोड़। प्राथमिक वाइंडिंग में 0.5-0.7 मिमी व्यास के साथ 20 मोड़ होते हैं। पतले (0.1 मिमी) फ्लोरोप्लास्टिक टेप के कई मोड़ों से इंटरलेयर इन्सुलेशन बनाना बेहतर है, लेकिन कैपेसिटर पेपर भी उपयुक्त है - इसे उच्च-वोल्टेज गैर-ध्रुवीय कैपेसिटर से प्राप्त किया जा सकता है (2-2 में टेप के साथ घुमावों को भी इन्सुलेट किया जा सकता है) 3 परतें)।वाइंडिंग को घुमाने के बाद, ट्रांसफार्मर को एपॉक्सी राल से भर दिया जाता है। डालने से पहले, राल में कंडेनसर तेल (प्लास्टिसाइज़र) की कुछ बूँदें जोड़ने और अच्छी तरह मिलाने की सलाह दी जाती है। इस मामले में, गोंद भरने वाले मिश्रण में कोई हवाई बुलबुले नहीं होने चाहिए। और भरने में आसानी के लिए, आपको ट्रांसफार्मर के आयामों के अनुसार एक कार्डबोर्ड फ्रेम (आयाम 55x23x20 मिमी) बनाने की आवश्यकता होगी, जहां सीलिंग की जाती है। इस तरह से बनाया गया एक ट्रांसफार्मर द्वितीयक वाइंडिंग में 90,000 V से अधिक का वोल्टेज आयाम प्रदान करता है, लेकिन इसे सुरक्षात्मक स्पार्क गैप के बिना चालू करने की अनुशंसा नहीं की जाती है, क्योंकि ऐसे वोल्टेज पर कॉइल के अंदर टूटना संभव है। किसी भी फैक्ट्री स्टन गन पर एक सुरक्षात्मक स्पार्क गैप (व्हिस्कर) देखा जा सकता है। यदि आप एक ऐसा कुंडल बनाना चाहते हैं जो वर्षों तक ईमानदारी से काम करेगा, तो आलसी न हों और घुमावदार टूटने से बचने के लिए इसे सावधानी से एपॉक्सी राल से भरें। यह सबसे आम विकल्प है.

अब प्लास्टिक की नली से सेक्शनल हाई-वोल्टेज कॉइल बनाने के विकल्प पर विचार करें। मुझे तुरंत कहना होगा कि ऐसी ईंधन असेंबली एक क्सीनन हेडलाइट इकाई में पाई जा सकती है, और मैंने इसके बारे में लेखों में एक से अधिक बार बात की है। जैसा कि पहले ही स्पष्ट हो चुका है, हमारे ट्रांसफार्मर में परतों के बजाय खंड होंगे। सबसे पहले आपको 20 मिमी व्यास वाली एक पॉलीप्रोपाइलीन ट्यूब प्राप्त करने की आवश्यकता है। इन्हें प्लंबिंग स्टोर्स में नियमित स्टोर्स के प्रतिस्थापन के रूप में बेचा जाता है। पानी के पाइप. ध्यान! हमें एक प्लास्टिक ट्यूब की आवश्यकता है। एक बहुत ही समान है, लेकिन धातु-प्लास्टिक काम नहीं करेगा। आपको केवल 5-6 सेमी लंबाई के एक टुकड़े की आवश्यकता है, इसलिए आपको विक्रेता को एक छोटा टुकड़ा बेचने के लिए सहमत होने के लिए राजी करना होगा। द्वारा जटिल प्रक्रियायह टुकड़ा एक अनुभागीय फ्रेम बन जाना चाहिए। यह निम्नलिखित तरीके से किया जाता है - हम एक ड्रिल लेते हैं जिसमें हम ट्यूब में फिट होने के लिए व्यास में करीब एक ड्रिल या बोल्ट को जकड़ते हैं, यह सुनिश्चित करने के लिए कि ट्यूब कसकर और समान रूप से बैठती है, इसके चारों ओर बिजली का टेप लपेटते हैं। इसके बाद, हम एक कटर लेते हैं जिसे स्टील प्लेट, एमरी कपड़े आदि से बनाया जा सकता है। और खांचे बनाना शुरू करें, यह पता लगाते हुए कि पाइप कट न जाए। परिणाम लगभग 2x2 मिमी के खंड होने चाहिए, अर्थात। 2 मिमी गहरा और चौड़ा। तेज़ करने के बाद उन्हें चिकना बनाने के लिए, आप उन्हें सुई फ़ाइल से थोड़ा तेज़ कर सकते हैं। उसके बाद, हम एक पेपर चाकू लेते हैं और पूरे फ्रेम के साथ 2-3 मिमी चौड़ा कट बनाते हैं; सावधान रहें, क्योंकि आप पाइप की दीवार को काट सकते हैं, जिससे दोबारा काम करना पड़ सकता है। अब वाइंडिंग, और इसके लिए हमें लगभग 0.2 मिमी व्यास वाले तार की आवश्यकता है। यह बिजली की आपूर्ति में हो सकता है, या नेटवर्क ट्रांसफार्मर को अलग करके, नेटवर्क वाइंडिंग ले सकता है और भी बहुत कुछ। इस तार को हमारे फ्रेम के सभी खंडों के चारों ओर लपेटने की जरूरत है, बिना ज्यादा जोश के, ताकि तार खंड से आगे न बढ़े, या इससे भी बेहतर, थोड़ा छोटा हो।

वाइंडिंग से पहले, तार की शुरुआत में एक छोटा सा फिर से टांका लगाया जाता है। फंसे हुए तार, जिसे गोंद के साथ अच्छी तरह से ठीक किया जाना चाहिए ताकि कुछ होने पर यह छूट न जाए। हम अभी तक तार के सिरे को किसी चीज़ से नहीं जोड़ते हैं। अब हमें लगभग 10 मिमी के व्यास और लगभग 50 की लंबाई के साथ एक फेराइट रॉड ढूंढने की आवश्यकता है। हमें 2000NM फेराइट की आवश्यकता है; घरेलू टीवी से एक क्षैतिज स्कैन ट्रांसफार्मर इन उद्देश्यों के लिए उपयुक्त है। हमें इसमें से सभी अनावश्यक चीजों को हटाने की जरूरत है। फिर सावधानी से इसे बांट लें. यदि सिलाई छोटे हिस्सों से बनी है, तो लंबी छड़ प्राप्त करने के लिए उन्हें सुपरग्लू के साथ एक साथ चिपकाया जा सकता है। फेराइट को संसाधित करने के लिए, आपको लगभग 10 मिमी के व्यास और लगभग 50 की लंबाई के साथ एक गोल रॉड प्राप्त करने के लिए एक शार्पनर (एमरी व्हील) का उपयोग करने की आवश्यकता होती है। यह प्रक्रिया बहुत कठिन है और इसमें तंत्रिकाओं की आवश्यकता होती है। एक रॉड के बजाय, आप एक साथ चिपके हुए कई छोटे फेराइट रिंगों का उपयोग कर सकते हैं - कुछ लोगों को उन्हें खरीदना आसान लगता है, और वे 2000NM फेराइट से भी बने होते हैं :-)?। रेडियो रिसीवर से फेराइट का उपयोग करना संभव और सुविधाजनक भी है; यदि आपके पास फेराइट नहीं है, तो आप ट्रांसफार्मर प्लेटों पर हृदय संस्करण का भी उपयोग कर सकते हैं, जिसका उल्लेख ऊपर किया गया था। हम फेराइट या लौह कोर पर मोटा इन्सुलेशन पहले से स्थापित करते हैं विद्युत अवरोधी पट्टी, और फिर हम हिलते हैं प्राथमिक वाइंडिंग. इसमें तार के 0.7 मिमी टर्न टू टर्न के 15 - 20 मोड़ होते हैं। पूरा होने के बाद, प्राइमरी को उसी मोटे विद्युत टेप से इंसुलेट किया जाना चाहिए। फिर हम रॉड को अपने अनुभागीय फ्रेम के छेद में डालते हैं। जो कोई जानना चाहता है कि द्वितीयक वाइंडिंग में कितने मोड़ों को घाव करने की आवश्यकता है, वह कहेगा - कोई विशिष्ट संख्या नहीं है, यह चाप की लंबाई के आधार पर घाव है जिसे आप प्राप्त करना चाहते हैं। द्वितीयक वाइंडिंगमैं हमेशा लगभग 700 मोड़ घुमाता हूँ और मेरे चाप 3 मिलीमीटर तक के होते हैं। लेकिन आपको अधिक प्रभाव के लिए कई मोड़ नहीं घुमाने चाहिए; याद रखें, जैसे-जैसे घुमावों की संख्या बढ़ती है, टूटने का खतरा बढ़ता है। तैयार कॉइल को पहले से बने प्लास्टिक या कार्डबोर्ड केस में रखना और इसे एपॉक्सी राल से भरना बेहतर है। मुझे आशा है कि यह मददगार था - उर्फ।
30.03.2015
विद्युत मशीन में फ़ील्ड वाइंडिंग के रूप में कार्य करने वाले पोल कॉइल को दो मुख्य प्रकारों में विभाजित किया जाता है:
- सिंक्रोनस मशीनों के पोल कॉइल्स;
- डीसी मशीनों के मुख्य और अतिरिक्त पोल के कॉइल।
कनेक्शन सर्किट की बारीकियों के आधार पर, वे भेद करते हैं निम्नलिखित प्रकारवाइंडिंग के साथ खंभों की कुंडलियाँ:
- शंट (समानांतर वाइंडिंग के साथ);
- धारावाहिक (श्रृंखला घुमावदार के साथ);
- यौगिक (मिश्रित वाइंडिंग के साथ)।
समानांतर घाव कुंडलियों का उत्पादन आयताकार या गोल से किया जाता है अछूता तार; श्रृंखला वाइंडिंग के साथ कॉइल का उत्पादन - गैर-इन्सुलेटेड आयताकार से। कंपाउंड कॉइल दो अलग-अलग घाव कॉइल्स (श्रृंखला और समानांतर घाव) का एक संयोजन है जिन्हें एक साथ इकट्ठा किया जाता है, इन्सुलेट किया जाता है और संसेचन के साथ इलाज किया जाता है। निर्माता और उसके पर निर्भर करता है तकनीकी नियम, इलेक्ट्रिक मोटर को रिवाइंड करने की शर्तें बिल्कुल समय पर पूरी होनी चाहिए।
फ्रेम और फ्रेमलेस रीलें
मुख्य पोल कॉइल - श्रृंखला और समानांतर घाव दोनों - फ्रेम-प्रकार हैं। वे लपेटे जा रहे हैं स्टील फ्रेमऔर इसके कोर पर खंभे लगे हुए हैं। वाइंडिंग से पहले, फ्रेम को माइक्रोफोलियम की कई परतों के साथ मैन्युअल रूप से इंसुलेट किया जाता है, जिसके बाद एक लीड प्लेट इससे जुड़ी होती है, जिसे वाइंडिंग तार की शुरुआत में मिलाया जाता है।
वाइंडिंग के पूरा होने पर, कॉइल्स को सुखाया जाता है और संसेचित किया जाता है, फिर वार्निश किया जाता है और फिर से सुखाया जाता है (खुली हवा में)।
फ़्रेमलेस कॉइल्स अतिरिक्त ध्रुवों वाले कॉइल्स को संदर्भित करते हैं। उत्पादों की वाइंडिंग विशेष लकड़ी या स्टील के टेम्प्लेट पर की जाती है जो विशेष रूप से इस ऑपरेशन के लिए काम करते हैं। मरम्मत के दौरान विद्युत मशीनेंलकड़ी का उपयोग छोटी मशीनों की कुंडलियों को घुमाने के लिए किया जाता है, स्टील का उपयोग मध्यम और बड़ी मशीनों के लिए किया जाता है। पोल कोर की सतह पर कॉइल बॉडी इन्सुलेशन के घर्षण को रोकने के लिए, कॉइल और कोर के बीच धातु या कार्डबोर्ड से बना एक विशेष निकला हुआ किनारा डाला जाता है।
घुमाने के बाद फ्रेमलेस रीलेंसंचालन के एक ही सेट (सुखाने, संसेचन, वार्निशिंग, सुखाने) के अधीन हैं। में विद्युत मशीनेंफ़्रेमलेस रीलों का मुख्य रूप से उपयोग किया जाता है।
PromElectroRemont कंपनी फ़्रेमयुक्त और फ़्रेमलेस कॉइल दोनों का उपयोग करके सेवाएं प्रदान करती है।
 (1रेटिंग, औसतन: 5,00 5 में से)
(1रेटिंग, औसतन: 5,00 5 में से)