Lehimleme için düşük erime noktalı lehimler. DIY sert gümüş lehim
- Gümüş lehim nedir?
- Malzemelerin birleştirilmesi için alaşımın kimyasal bileşimi
- Eski yönteme göre gümüş lehim nasıl pişirilir
- Gümüş lehimin erimesi
- Orta erime noktalı alaşımların özellikleri
- Evde lehim nasıl pişirilir?
Paradan tasarruf etmek için gümüş lehimi kendi ellerinizle yapmanız tavsiye edilir, ancak bu adım yalnızca belirli bilgiye sahip olanlar için mümkündür. Bir perakende ağından satın alınan çeşitli lehimleri kullanarak nasıl lehim yapacağınızı öğrenebilirsiniz.
Kendinden şüphe duyulması durumunda lehim satın alınabilir ve bağımsız olarak yapılamaz.
Gümüş lehim nedir?
Saf gümüş pahalı bir metaldir ve nadiren iş için kullanılır. Yapısı yumuşaktır, bu nedenle ustalar bakır, çinkonun yanı sıra alüminyum, nikel, kadmiyum içeren alaşımlar kullanırlar.
Gümüşün bakır ve çinko ile olan bileşikleri yüksek erime kabiliyetine sahiptir ve gümüş lehimi olarak kullanılır. Bu lehimle yapılan lehim bağlantısı çok dayanıklıdır. % 10 gümüş içeren lehim, silindirlerdeki bir çekiçle iyi işlenir ve çelik parçaların lehimlenmesinde kullanılır.

Lehim PSR-25 pirinç yüzeylerin birleştirilmesi için kullanılır.
Lehim PSR-25 ve PSr-12, pirinç yüzeyleri bağlamak ve özellikle düzgün ve temiz lehimleme noktaları oluşturmak için kullanılır. Gümüş lehimin şekli, şeritler oluşturacak şekilde kesilmiş katı bir levhadır. gerekli boyut. İş için 1,5-2 mm kalınlığında şeritler kullanılır ve küçük parçalar 3 mm genişliğinde şeritler kullanılarak bağlanır. Dikişler arasındaki boşlukları doldurmak için gümüş lehim kullanılır. Önemli titreşim yüklerine dayanırlar, şok ve deformasyona karşı dayanıklıdırlar.
Gümüş lehimin bileşimi, kullanım alanını düzenleyen GOST tarafından belirlenir.
Dizine geri dön
Malzemelerin birleştirilmesi için alaşımın kimyasal bileşimi
Modern teknolojik süreçler lehimleme, düğümleri bağlarken kademeli lehimleme için uygun olan gümüş lehimin kullanımını içerir. Böyle bir çalışma, 600°C sıcaklığa dayanabilen bir alaşımın kullanılmasını gerektirir.
Lehimin bileşiminde %30 gümüş, %20 bakır, %16 çinko, %33 kadmiyum gibi bileşenler bulunur. Alaşım çok kırılgandır ve titreşime maruz kalmayan malzemelerin lehimlenmesi için tasarlanmıştır. Gümüş miktarının %52'ye yükseltildiği bileşim çok akıcıdır ancak lehimleme malzemelerinin çok aşamalı aşamalarındaki yüklere iyi dayanır.
Dizine geri dön
Eski yönteme göre gümüş lehim nasıl pişirilir
Gümüş alaşımı oluşturmanın birkaç yolu vardır, ancak tekniğe ancak uzun bir pratikten sonra mükemmel şekilde hakim olunabilir. Bir alaşım elde etmek için 2 madeni para hazırlamak gerekir: 1924'te elli kopek ve 1962'de bir nikel. Ayrıca ihtiyacınız olacak:

Lehimi bir gaz ocağında ısıtmak en uygunudur.
- gümüş;
- kaşık (bir çorba kaşığı değil);
- İngus;
- gaz yakıcı.
İşin başında gümüş bir kaşıkta eritilir. Ortaya çıkan eriyiğe beş kopeklik bir madeni para eklenir ve daha iyi karışması için karışım bir kaşık üzerine yuvarlanır. Kaşık ne kadar uzun süre yuvarlanırsa karıştırma işlemi o kadar iyi gerçekleşir. Ama bir tane var önemli dezavantaj: Lehim için gerekli olan birçok bileşeni yakar.
Daha sonra alaşımı kendi elleriyle yapan usta, bunu ingusun içine döküp, tavlamadan yuvarlayarak açar. Ortaya çıkan lehim yüksek kalitededir: 10 g, 900. numuneyi ifade eder.
Lehimleme sırasında yüksek kaliteli çalışma sağlayacak taze bir akı hazırlamak çok önemlidir. Brülördeki alevin boyutunu dikkatlice izlemek gerekir: süpürge şeklinde yumuşak, çok sıcak olmayan bir ateş, kaliteli bir dikiş sağlayacaktır.
İş için sert lehimler kullanılır: 80 Ag, 16 Cu, 4 Zn, 75 Ag, 22 Cu, 3 Zn. Yumuşak lehimler bileşimlerinde şunları içerir: 65 Ag, 20 Cu, 15 Zn.
İçin akciğer almakÜrünlerin onarımında kullanılan gümüş lehim hazırlanmalıdır: 7 kısım gümüş, 2,8 - pirinç, 0,35 - çinko. Çalışmaya başlamadan önce pirincin oksit filmden temizlenmesi önemlidir. 10 gr lehim elde etmek için 999 gümüş eritilir. Ulaştıktan sonra sıvı bileşimi pirinç ekleyin, içindekileri bir kaşıkta karıştırın. Bileşim tamamen eridiğinde çinko ekleyin, kaşığı birkaç kez sallayın ve ardından elde edilen bileşimi yuvarlamaya başlayın. İmalatından sonra haddelenmiş sacın makasla kesilmesi ve terazide tartılması gerekir. İçin başarılı çalışma hazırlanmalıdır:
- zımpara kağıdı;
- kaşık
- gaz brülörü;
- karıştırmak için spatula;
- kıvrımlar;
- makas;
- terazi.
Amatör bir usta aşağıdaki gibi materyaller olmadan yapamaz:

Saf gümüş çok pahalı bir metal olduğu için lehim olarak kullanılmaz.
- gümüş;
- pirinç;
- saf çinko;
- erimiş bileşime eklenen boraks.
Bazen saf çinko karıştırılmaz: alaşımını pirinç veya bakırla kullanmak daha iyidir. Gümüş folyoya sarılmış lehime çinko eklenir.
Gümüş lehim yapmak için 96. testin gümüşünü, 94. testin yanmasını alabilirsiniz. Eskinin yakılmasıyla elde edilir gümüş ürünleri: brokar, örgüler, galonlar.
Dizine geri dön
Gümüş lehimin erimesi
Alaşımı oluşturan metallerin potada eritilmesiyle gümüş lehim elde edilir. Pota ocağa yerleştirilir veya bileşen bileşenleri bir üfleme borusu kullanılarak eritilir. Çalışmadan önce ekipmanı hazırlamak gerekir:
- pota;
- tahta çubuk veya demir kanca;
- boraks;
- kömür karışımı;
- su içeren kap.
Lehim bileşenleri boraks kullanılarak eritilir. İşlem sırası gözlenir: Her şeyden önce refrakter metaller eritilir, ardından eriyebilir olanlar eklenir.

Lehim bileşenleri boraks ile eritilir.
Bir potada kendi ellerinizle lehim yapmak için sıvı metaller sürekli olarak tahta bir dal veya demir bir kancaya müdahale eder. Daha fazla lehim oluşturmak için Yüksek kalite tüm süreç iki aşamaya ayrılmıştır. Pota ocaktan çıkarılır ve metal, kaplarda su ile birleştirilir. Kurutulmuş ve yeniden eritilmiş, üstü kahverengiyle kaplanmış ince taneli damlacıklar oluşur.
Tamamen eritildikten sonra metal kalıplara dökülür. Dondurulmuş fayanslar veya çubuklar şeritler halinde yuvarlanır ve bunlar bir torna tezgahında ezilir.
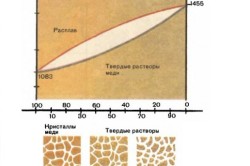
Gümüş nesnelerin teknik lehimlenmesi için metallerden oluşan alaşımlar uygundur: %20 bakır + %80 gümüş, %4 kalay + %48 pirinç. Çeliği lehimlerken gümüş lehim bakır ve gümüş arasındaki durum diyagramını dikkate alın.
En basit refrakter lehim saf bakırdır. Bildiğiniz gibi bakır nispeten yüksek bir dayanıklılığa ve aynı zamanda büyük bir sünekliğe sahiptir; döküm durumunda bakır,% 30-35 uzama ile 17-18 kg / mm2 çekme dayanımına sahiptir; yabancı maddelerin miktarına ve sertleşme derecesine bağlı olarak deforme olmuş bakırın çekme mukavemeti 24-25 kg/mm2 arasında değişir; yüksek saflıkta bakırın uzaması %50'ye ulaşır. Bu bakımdan bakırla sert lehimlenen bağlantılar yüksek mukavemete sahiptir ve kırılgan kırılmaya eğilimli değildir.
Saf bakır, gümüşten sonra en yüksek elektrik iletkenliğine sahiptir, bu nedenle, elektrik akımının geçişine ek direnç oluşturmaması gereken bu tür bağlantılar için bakırla lehimleme arzu edilir.
Bakır, demir ve çeliklerin (paslanmaz ve ısıya dayanıklı dahil), nikel ve nikel alaşımlarının, sermet sert alaşımların vb. yüzeyini iyi ıslatır. Bakırın bu özelliği, refrakter lehim olarak yaygın şekilde kullanılmasını mümkün kılar; ancak bakırın yüksek erime noktası (1083°) lehimleme işlemini teknolojik olarak karmaşık hale getirir, bu nedenle saf bakır lehim olarak yalnızca fırınlarda (koruyucu atmosferli) lehimleme sırasında kullanılır.
lehimleme için gaz ocağı Ortaya çıkan su buharı (bakır oksidin hidrojen indirgenmesinin bir sonucu olarak) dikişte çatlaklara neden olabileceğinden bakır kullanılması arzu edilmez.
Bakır-çinko lehimleri. Durum diyagramından görülebileceği gibi bakıra çinko ilavesi alaşımın erime noktasının düşmesine neden olur; alaşımdaki çinko içeriğinin %40'a çıkarılması erime noktasını 900°'ye düşürür. Böyle bir alaşım sadece lehim çeliği için değil aynı zamanda bakır gibi erime noktası daha düşük olan metaller için de lehim olarak kullanılabilir.
% 36-39'a kadar Zn içeriğine sahip bakır-çinko alaşımları, denge durumunda, aynı özelliklere sahip homojen bir katı çözeltidir. kristal kafes bakırın kendisi gibi; bu alaşımlar yüksek sünekliğe sahiptir. %39 ila %46 Zn içeren alaşımlar, kristalitlerden oluşan iki fazlı bir yapıya sahiptir; bu bileşimdeki alaşımlar daha az sünektir ve fazın bağıl miktarı ne kadar büyük olursa, alaşımın kırılganlığı da o kadar yüksek olur.
Alaşımdaki çinko içeriğinin %40'tan %50'ye artması kristallerin kaybolmasına neden olur ve bu bileşimdeki alaşımlar kristalitlerden oluşan tek fazlı bir yapıya sahiptir. %50-59 Zn içeren alaşımlar iki fazlı bir yapıya sahiptir ve çinko içeriğinin %59'un üzerine çıkmasıyla yine düşük mekanik mukavemete ve çok hafif uzamaya sahip homojen y-kristalitlerin tek fazlı yapısına dönüşür.
Bakır-çinko alaşımlarının mekanik özellikleri tamamen kimyasal bileşime bağlıdır. Bakır-çinko sisteminden lehim olarak% 30 ila 65 çinko içeren oldukça geniş bir alaşım grubu kullanılır. Yerli standarda göre üç bileşimli bakır-çinko lehimleri üretilmektedir. Bakır-çinko lehimleri genellikle boyutları 0,2 ila 5,0 mm arasında değişen taneler halinde üretilir.
Karşılaştırma kimyasal bileşim Bakır-çinko lehimleri, mekanik özelliklerin alaşımların bileşimine bağımlılığını gösteren bir şema ile, bu sınıftaki tüm lehimlerin ve özellikle PMC-36'nın çok kırılgan ve dayanımsız olduğu görülebilir. Bu nedenle bu tür lehimler endüstride pek yaygın değildir.
Lehim PMTs-36 yalnızca ucuza ihtiyacınız olduğunda kullanılır sert lehim muhtemelen düşük erime noktasına sahip, örneğin pirinç L-62'yi lehimlemek için. PMC-48 lehimi, erime noktası 900-920 °'nin üzerinde olan bakır alaşımlarının lehimlenmesi için uygundur ve bu durumda yalnızca lehim bağlantısı şok yüklere, titreşime ve bükülmeye maruz kalmazsa uygundur.
Lehim PMTs-54, şok ve bükülme yüklerine maruz kalmayan ürünler için bakır, bronz ve çeliğin lehimlenmesine yöneliktir. Bu durumda lehim eklemi daha yüksek mukavemet ve esas olarak darbe ve bükülmeye karşı iyi direnç gereklidir; lehim olarak sıklıkla pirinç L-62 ve L-68 kullanılır. Bu alaşımlar, daha yüksek bir çekme mukavemetinin (yaklaşık 30 kg/mm2) yanı sıra, %40'a ulaşan çok büyük bir bağıl uzamaya sahiptir. Pirinçle sert lehimlenen bağlantılar kırılmadan önemli deformasyona maruz kalabilir. Pirinç, bakır, çelik, nikel ve dökme demirin lehimlenmesinde kullanılabilir.
Sıradan pirinçle lehimleme yaparken, bildiğiniz gibi zaten 906 ° 'de kaynayan çinko yanması kaçınılmaz olarak meydana gelir. Çinkonun yanmasına, çalışma için çok zararlı olan çinko oksit buharlarının oluşumu ve lehimin kuvvetli cüruflanması eşlik eder. Ayrıca yanma sırasında çinko içeriğinin azalması, lehimin erime sıcaklığının artmasına neden olur, bu da lehimleme sıcaklığının istenmeyen bir şekilde artmasını gerektirir. Pirinçteki bu eksiklikleri bir miktar zayıflatmak için bazen bileşimlerine küçük kalay ve silikon katkı maddeleri eklenir.
Kalay ilavesi pirincin erime noktasını bir miktar düşürür ve akışkanlığını arttırır. Silikon ilavesi çinkonun yanmasını azaltır, çünkü pirinç eritilirken silikon öncelikle kendisini oksitler ve akı ile birleşerek çinkoyu buharlaşmadan koruyan yoğun bir borosilikat filmi oluşturur. Bunun sonucunda lehim bakır tabanÇinkoya ek olarak az miktarda kalay ve silikon içeren ürünler daha iyi teknolojik özelliklere sahiptir ve daha fazlasını sağlar. yüksek yoğunluk ve dikiş sıkılığı.
Pirincin kalay ve silikon ilavesi mikroyapısında ve özelliklerinde değişikliğe neden olur. Silikonun pirinç L-62'ye dahil edilmesi yapıdaki a fazı miktarında bir azalmaya yol açar; %0,6 Si'nin eklenmesiyle a-fazı tamamen kaybolur ve yalnızca bir b-fazı kalır. Pirinç L-62'nin plastisitesi, içindeki silikon içeriğinin% 6'ya kadar artmasıyla artarken, çekme mukavemeti ve kayma mukavemeti azalmaz; Yaklaşık %0,3 Si içeren alaşımlar en yüksek dayanıma sahiptir. Silikonun erimiş pirincin metal yüzeye yayılmasını bir miktar engellemesine rağmen, kaynağın mukavemeti hala daha yüksektir. Kalay, silikonun aksine, pirincin akışını ve lehim bağlantılarını doldurma yeteneğini geliştirir.
Lehimli bağlantıların mukavemetini ve güvenilirliğini artıran nikel ile geliştirilmiş bakır-çinko lehimlerinin sanayide kullanıldığı bilinmektedir. Ancak bu tür lehimlerin erime noktası nikel içermeyen pirinçten çok daha yüksektir.

Cd-Ag sisteminin lehimleri K1, KZ, PSr ZKd, bakır lehimli bağlantıların 250 ° C sıcaklığa kadar (kısa süreli) ısı direncini sağlar. Bakır ve pirinçten ısıya en dayanıklı bileşikler (300 °C'ye kadar) Cd-Ag-Zn sisteminin lehimleri (PSrbKTs ve PSrBKTsN) ile lehimlenerek elde edilebilir. Bu lehimlerle sert lehimlenen bakır bağlantıların, lehimlerin kendi ısı direnciyle karşılaştırıldığında daha yüksek ısı direnci, muhtemelen lehimleme sırasında dikişin içine geçen dikişin bakırla alaşımlanmasından kaynaklanmaktadır. PSr5KTs ve PSr8KTsN lehimleri döküm durumunda tatmin edici sünekliğe sahiptir.
Kadmiyum lehimleri için, kalay ve kurşun bazlı lehimlere (18,6 - 42,1 MPa) göre daha yüksek bir çekme mukavemeti (o in> 110-200 MPa) karakteristiktir. Kadmiyum lehimlerinin yüksek mukavemeti, bakır ve pirinçten yapılmış sert lehimli bağlantılarda, içlerinde düşük plastikli bir intermetalik tabaka oluşması nedeniyle gerçekleşmez ve bu sayede lehimli bağlantı erken tahrip olur. Hafif fazın mikro sertliği (metallerarası bileşik) pirincin mikro sertliğine eşittir; Lehimleme işleminin süresi, yani sıvı lehimin bakır veya bakır alaşımlarıyla temas süresi arttıkça dikişteki intermetalik miktarı artar. Bu durumda sert lehim dikişinde artan bir kırılganlık gözlenir.
Çelikler ancak bakır kaplandıktan sonra kadmiyum lehimleriyle lehimlenir. Kadmiyum lehimlerinin demire kimyasal ilgisi yüksek olan çinko ile aktivasyonu, bunların çeliklerin lehimlenmesinde kullanılmasını ve aynı zamanda mukavemetlerinin arttırılmasını mümkün kılmıştır. Erime noktası 290-270°C olan, %60-85 Cd, %15-50 Zn ve %0,4-5 Ni içeren bu tip lehim sadece bakır, çinko ve pirinç değil aynı zamanda çeliklerin de lehimlenmesine uygundur. korozyona dayanıklı sayısı dahil. Böyle bir lehimle lehimlenmiş 2 mm kalınlığında bakır levhadan yapılmış alın bağlantılarının akma dayanımı 228,3 MPa'dır; bu arada, aynı metalden kalay-kurşun lehim ile sert lehimlenen bağlantıların çekme mukavemeti 53,9 MPa'dır. Bu lehim gümüş içermez ve elektrik endüstrisindeki ürünlerin lehimlenmesinde ve ısı eşanjörlerinde kullanılır. Lehime nikelin eklenmesi lehimi aktive eder ve güçlendirir, çünkü nikel demir ve y-pirinç tipinin bir fazı olan kadmiyum ile sürekli bir dizi katı çözelti oluşturur.
Sodyum Cd - Zn lehimlerinin (%2 - 5) eklenmesinin ona kendi kendine akış ve heterojenlik özellikleri kazandırdığına dair kanıtlar vardır. O.P. Ksenofontov tarafından önerilen lehimin tipik bileşimi: %10-20 Zn; %2,5 Ni; %0-3 Ag; Gerisi Cd'dir.
Lehim Cd- (%10-40 Zn)'nin ilave sertleştirilmesi, buna %0,0001-0,3 Ca ve/veya Mg ilave edilerek mümkündür. Bu katkı maddeleri aynı zamanda lehimin ısı direncini arttırır ve yayılabilirliğini arttırır. Bu lehimle lehimlenen düşük karbonlu çelik 248,9–253,8 MPa'dır (bu katkı maddeleri içermeyen lehimle 210,7 MPa) Kalsiyum ve magnezyum katkı maddeleri içermeyen lehimle lehimlenen, aynı koşullar altında 28,1 MPa'ya eşittir. %3'lük sodyum klorür çözeltisinde saatlerce bekletilmesi mukavemetlerinde hafif bir azalma gösterdi.
Yüksek Mekanik özellikler ve Ivanaga Singitiro'ya göre Cd-(10-40)% Zn lehimlerinin iyi ıslatma kabiliyeti, bunlara titanyum (%0,05-0,5) veya bakır ve titanyum (%0,05-1) eklenerek elde edilebilir. Bu lehim, yumuşak çelik veya bakırdan yapılmış karmaşık şekillerin lehimlenmesi için uygundur. Kaynakta kırılgan faz kalıntılarının oluşmasına neden olmayacak miktarlarda kadmiyum lehimlerine gümüş eklenmesi, sert lehimli bağlantının yüksek mukavemetini ve sünekliğini sağlar.
A. M. Robertson ve diğerlerine göre lehimleme için kompozit malzemeler matris tabanlı alüminyum alaşım ve bor elyaf dolgu maddesinin Cd - %5 Ag lehim için uygun olduğu kanıtlanmıştır. 20 °C sıcaklıkta bağlantı noktalarının kayma direnci 83,3 MPa'dır; Maksimum sıcaklıkçalışma 315 °С.
Elektrik direnci düşük olan kadmiyum lehimleri (Cd-25% Sn) bilgisayar ve hesap makinelerinin tesisatında kullanılır.
Çinko lehimler
Diğer eriyebilir metaller arasında (kalay, kurşun, kadmiyum) çinko en fazla bulunan metaldir. Yüksek sıcaklık erime (419 °C).
Çinko, kadmiyum, kalay ve alüminyum ile alaşımlandığında, düşük erime noktalı ötektiklerin oluşması nedeniyle erime noktası düşer. Çinko kalay ile alaşımlandığında (199 °C) erimenin başlangıç sıcaklığı en güçlü şekilde düşer; Zn-Cd ötektiği 266°C'de erir ve Zn-A1 ötektiği 382°C'de erir.
Çinkoya gümüş veya bakır eklendiğinde peritektik oluşumu nedeniyle çinko alaşımlarının erime noktası yükselir. Günümüzde alüminyum, kadmiyum, bakır, gümüş, kalay ve kurşun içeren bazı çinko alaşımları incelenmekte ve erime sıcaklığı 340-480 °C aralığında olan lehim olarak kullanılmaktadır.
Çinko lehimlerin uygulamalarını belirleyen bir takım özellikleri vardır. Çinko bazlı lehimlerin büyük çoğunluğu nispeten düşük süneklik, düşük mukavemet ve yayılma ve boşluğa akma yeteneğinin zayıf olmasıyla karakterize edilir.
Çinkonun kalay, alüminyum, kadmiyum ile alaşımlanması yalnızca lehimlerin katılaşmasının başlangıç ve bitiş sıcaklığında bir azalmaya yol açmakla kalmaz, aynı zamanda mekanik özelliklerini de önemli ölçüde etkiler. Dolayısıyla örneğin Zn-Sn alaşımları arasında %20-30 Sn içeren alaşımlar en dayanıklı ve yeterince sünek olanlardır. Bununla birlikte, bu alaşımlar geniş bir kristalleşme aralığına (199–375°C) sahiptir ve özellikle önemli olan, düşük sıcaklık katılaşma ve bu nedenle 200-250 ° C sıcaklıklara ısıtma koşulları altında çalışan lehimleme bağlantıları için taviz vermez. X. K. Hardy, çinko alaşımlarının kalay (% 20-25 Sn) ile göreceli uzamasının büyük ölçüde katılaşma sırasındaki soğutma hızına bağlı olduğunu gösterdi. 200 °C'ye ısıtılan soğuk kalıptaki alaşım dökümünün bağıl uzaması %5,2'dir.
Zn-Cd sisteminin lehimleri, içlerindeki kadmiyum içeriği %40'a (P300A) ulaştığında bile çok düşük süneklik ile karakterize edilir. Düşük plastisite ve alüminyum ile çinko alaşımları, ötektik Zn -% 5 Al'a yakın bileşim (t pl = 380 ° C).
Alüminyum ile alaşımlı çinko bazlı lehimlerin ve bunlar tarafından sert lehimlenen bağlantıların sünekliği, bunlara %1-5 Al katılarak bir miktar artırılabilir; bu durumda alaşımın erime noktası yaklaşık 20 °C artar (lehim PSr5KTSN). Az miktarda bakır içeren çinko alaşımları nispeten sünektir (<3 %). Их прокатывают в фольгу. Технологические характеристики цинковых припоев существенно зависят от состава паяемого металла.
Bakır ve çinkonun durum diyagramı nispeten düz bir likidüs çizgisiyle farklılık gösterir. Bu bağlamda, sıvı haldeki çinko lehimler, lehimleme işlemi sırasında bakır ve alaşımlarının yoğun kimyasal erozyonuna neden olur; aynı zamanda kaynak metalinin sünekliği keskin bir şekilde azalır. Bu lehimlerle yüksek frekanslı akımla ısıtma, elektrokontakt yöntemi vb. İle lehimleme en uygunudur Çinko lehimlerle lehimleme yaparken, lehimli bakır bağlantıların ısı direnci kadmiyum lehimlerle lehimlemeye göre daha azdır. Çinko, demirle kimyasal bileşikler oluşturur; Çelikleri çinko lehimlerle lehimlerken, dikiş sınırı boyunca bu tür bağlantıların ara katmanları oluşturulur.
Lehimlenmiş metal ve lehimin sınırı boyunca kimyasal etkileşimlerinin bir sonucu olarak metaller arası ara katmanların oluşumunu önlemenin yollarından biri, lehimin lehim bazına göre sert lehimli metal için daha büyük kimyasal afiniteye sahip elementlerle alaşımlanmasıdır. Alüminyum, çeliğin çinko ile lehimlenmesinde bu tür elementlerden biridir. Bu nedenle, çelik veya demirin lehimlenmesine yönelik tüm çinko lehimler şu anda az miktarda alüminyumla alaşımlıdır.
Kadmiyum, alüminyum ve bakır içeren çinko lehimler çoğunlukla alüminyum alaşımlarının lehimlenmesinde kullanılır (Tablo 12). En önemli avantajları, özellikle alüminyum ve bakır alaşımlı çinko lehimlerle sert lehimlenen bağlantıların göreceli eriyebilirliği ve iyi korozyon direncidir.

Alüminyum ile çinko ötektik ve çok çeşitli katı çözeltiler oluşturur. Alüminyum alaşımları üzerindeki aşındırıcı etkiyi azaltmak için çinko lehimler, erime noktalarını düşüren ve lehimleme sıcaklıklarında alüminyumun düşük sınırlayıcı çözünürlüğüne sahip elementlerle alaşımlanır. Bu elementler örneğin kalay ve kurşunu içerir. Bununla birlikte, çinko ile ötektik oluşturan kalaydan farklı olarak kurşun, çinko ile kimyasal olarak zayıf bir şekilde etkileşime girer (monotektik durum diyagramı).
Bakır lehimleme lehimi, saf metal veya bağlandığı parçalardan daha düşük erime noktasına sahip bir alaşım olmalıdır. Lehimleme sırasında erimiş halde olduğundan lehimlenecek parçalar arasındaki boşluğu doldurur ve sertleştikten sonra bunları bir arada tutar. Saf metalden yapılan lehim belirli bir sıcaklıkta sıvılaşırken, alaşımlar genellikle belirli bir sıcaklık aralığında yavaş yavaş yumuşar.
Bakır, lehimlemeyi kolaylaştıran düşük erime noktasına sahip bir metaldir.
Lehimlenecek parçaların yapışmasının kaliteli olması için düzleştirilmiş lehimin yüzeylerine yayılması, "nemlendirilmesi" gerekir. Akılar, oksit filmlerini ve ıslanmayı önleyen diğer kirletici maddeleri çıkarmak için kullanılır. Lehimleme kullanarak parçaların bağlantısının geniş dağılımı, bu işlemin bir takım avantajlarından kaynaklanmaktadır:
- lehimli parçaların şeklinin ve boyutunun korunması, çünkü kendileri erimez;
- bükülme ve gözle görülür iç gerilimler olmadan bir bağlantı elde edilebilir;
- bağ gücü ve proses performansı;
- lehimli parçaların başlangıç sıcaklığı pratik olarak işlemin kalitesini etkilemez;
- yalnızca çeşitli kombinasyonlardaki metalleri değil aynı zamanda metalleri metal olmayanlarla birbirine bağlama olasılığı;
- Çoğu durumda, gerekirse lehimli parçaların lehimi sökülebilir.
Bakır lehimleme ve özellikleri
Bakır ürünler lehimlemeye çok uygundur. Gerçek şu ki, bakır kimyasal olarak aktif olmayan bir metaldir, ısıtıldığında ve eritildiğinde bile havadaki oksijen ve diğer kimyasal olarak aktif maddelerle zayıf reaksiyona girer. Bu nedenle agresif ve karmaşık flukslar kullanılmadan oksitlerden ve kirletici maddelerden nispeten kolay bir şekilde temizlenebilir.
Ek olarak, erimiş haldeki bakırı mükemmel şekilde ıslatan, düşük erime noktasına sahip çok sayıda metal ve alaşım vardır. Bu sayede bakır parçalarla hemen hemen her türlü lehimleme yapılabilir ve bunun için çok sayıda farklı lehim kullanılır. Çok çeşitli özelliklere sahip sert lehimli dikişler elde etmek mümkündür. Dünyadaki tüm lehimleme işlemlerinin% 97'sinden fazlasının, temeli bakır olan bakır veya alaşımlardan yapılmış parçaları bağlamak için yapılması boşuna değildir.
Dizine geri dön
Bakır lehimlemek için lehim
Lehimli bir bağlantının fiziksel özellikleri, güvenilirliği büyük ölçüde bu durumda hangi metal veya alaşımın esas alınarak oluşturulduğuna göre belirlenir. Bakır lehimlemede kullanılan tüm lehimler iki türe ayrılır:

Bakır lehimi, bileşimlerine ve erime noktalarına göre seçilmelidir.
- 450 ° C'yi aşmayan sıcaklıklarda eriyen düşük sıcaklık. Bu tür lehimleme sırasında oluşturulan dikişin mukavemeti nispeten düşüktür, ancak nispeten düşük sıcaklık nedeniyle lehimlenecek parçaların fiziksel özellikleri öncelikle değişmez. onların gücü.
- Daha yüksek erime noktasına sahip lehimler, yüksek sıcaklık lehimleri olarak kabul edilir. Bu lehimleme ile dikişin mukavemeti daha yüksektir ancak lehimlenen parçaların tavlanması sonucu mukavemetinde azalma olasılığı vardır.
Kimyasal bileşimlerine gelince, en sık aşağıdaki türler kullanılır:
- kalay, kurşun ve kurşun-kalay;
- kalay-bakır, kalay-gümüş ve kalay-bakır-gümüş;
- bakır-gümüş-çinko ve bakır-fosfor;
- gümüş.
Birinci gruptaki lehimler düşük sıcaklıktadır ve çoğunlukla elektronik devrelerin lehimlenmesinde kullanılır. Ayrıca günlük yaşamda çeşitli metal ürünlerin onarımında da yaygın olarak kullanılırlar. Baskılı devrelerin imalatında, erime noktasını düşürmek için genellikle alaşıma kadmiyum veya bizmut eklenir.
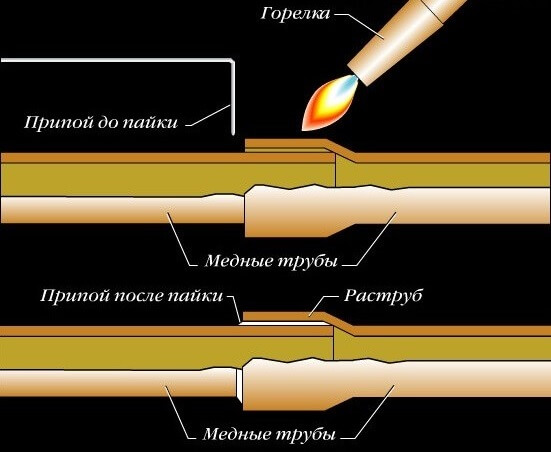
Evde listelenen metallerin ve alaşımların geri kalanı çoğunlukla bakırdan yapılmış boru hatlarını bağlamak için kullanılır. Güvenilir, dayanıklı ve kolay kenetlenmeleri için hem düşük hem de yüksek sıcaklıkta olabilen bir kılcal bağlantı tekniği geliştirilmiştir.
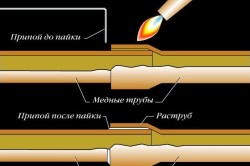
Boruyu bağlantı parçasına yerleştirirken aralarında kalan boşluğun genişliği 0,4 mm'den fazla değildir. Bu nedenle lehimleme sırasında kılcal bir etki meydana gelir: erimiş lehim tüm bu alanı doldurur. Bunun nedeni, bakır molekülleri ile erimiş metal arasındaki etkileşim kuvvetlerinin, eriyiğin molekülleri arasındaki etkileşim kuvvetlerinden daha büyük olmasıdır.
Bu etki nedeniyle eriyik, boru ile bağlantı parçası arasındaki boşluğun tamamını neredeyse anında doldurur ve sonuç olarak bağlantı güçlü ve güvenilir olur. Sadece birleştirilecek yüzeylerin önceden iyice temizlendiğinden ve uygun macunların kullanıldığından emin olmak gerekir.
Kurşun zehirli olduğundan kurşun içeren alaşımlar içme suyu tesisatlarında kullanılmamalıdır. Aslında bakır boru hatlarının bağlantısı yalnızca dört tip lehim kullanılarak gerçekleştirilir:
- Kalay-bakır (S-SN97Cu3) ve kalay-gümüş (S-Sn97Ag5) düşük sıcaklıktadır. Bağlantı güçlü ve korozyona karşı dayanıklıdır.
- Bakır-gümüş-çinko L-Ag44 (gümüş - %44, bakır - %30 ve çinko - %26) yüksek sıcaklığı ifade eder. Bağlantı güçlüdür, plastiktir, korozyona dayanıklıdır, yüksek ısı iletkenliğine sahiptir.
- Bakır-fosfor CP203 (bakır - %94 ve fosfor - %6) yüksek sıcaklıktadır ve akı olmadan kullanılabilir. Dikiş güçlüdür ancak düşük sıcaklıklarda esnekliği azalır.
- Yüksek sıcaklıkta gümüş sert lehim lehimi güçlü, esnek ve korozyona dayanıklı bir bağlantı sağlar, ancak pahalıdır. Lehimleme sırasında akı gereklidir.
Bakırın lehimlendiği metal ve alaşımların listesi bununla sınırlı değildir. Birçoğu var, ancak evde pratik olarak kullanılmıyorlar.
Günümüzde bakır borular geniş bir uygulama alanına sahiptir. Bağlantıların güvenilir bir şekilde yapılabilmesi ve boru hattının uzun yıllar sorunsuz çalışabilmesi için bu tür ürünlerin lehimlenmesi en iyisidir. Diğer metallerin aksine bakır lehimlemeye çok uygundur.
Boruların yüzeyi kir ve oksitlerden iyice temizlenir. Bakır lehimlenirken, yüzeyin ıslanmasına bağlı olarak kılcal bir etki meydana gelir. Bu durumda alaşım tüm yüzey boyunca ayrılır ve parçaları güvenilir bir şekilde birleştirir.
Modern Lehimleme Yöntemleri
Bakır ürünlerin temel operasyonel özellikleri GOST'a uygun olarak düzenlenmiştir. Bakır, sıhhi tesisat, ısıtma, gaz ve iklimlendirme sistemleri için mükemmel bir seçenektir. Bakır boruların olumlu özellikleri şunları içerir:
- Yüksek korozyon önleyici özellikler;
- Toksik olmayan;
- bakteri yok edici özellikler;
- Ultraviyole radyasyona karşı yüksek direnç;
- Güvenilirlik;
- Kuvvet;
- Dayanıklılık.
Bugüne kadar bakır borular değişen sertlik derecelerinde yapılmaktadır. Bunlar:
- yumuşak;
- sağlam;
- Yarı katı.

Sıhhi tesisat ve ısıtma sistemlerinde yumuşak ürünler, yüksek mekanik mukavemetin gerekli olduğu boru hatlarında ise sert ve yarı katı ürünler kullanılmaktadır.
Bakırın tek dezavantajı diğer malzemelere göre yüksek fiyatıdır. Sıhhi tesisat veya ısıtma tesisatının yüksek kalitede yapılabilmesi için bakır ürünlerin lehimlenmesi gerekir.
Lehimleme, erime noktası birleştirilecek parçaların malzemesinden daha düşük olan erimiş bir malzeme - lehim kullanılarak boruların kalıcı olarak bağlanmasıdır.
Doğru lehimleme teknolojisi ile bağlantılar çok güçlü ve güvenilirdir. GOST'a göre bu tür lehimleme türleri vardır:
- Yüksek sıcaklık;
- Düşük sıcaklık.
Yüksek sıcaklıkta lehimleme 450 ° C'nin üzerindeki sıcaklıklarda yapılır ve büyük yüke sahip borular için kullanılır. Bu tür lehimleme, sert malzemelerin mukavemeti nedeniyle yüksek mukavemetli dikişler sağlar. Düşük sıcaklıkta lehimleme sırasında sıcaklık 450˚С'ye ulaşır.
Düşük sıcaklıkta lehimleme elektrikli havya ile, yüksek sıcaklıkta lehimleme ise gaz brülörü kullanılarak yapılır.
Lehimleme malzemelerinin ayırt edici özellikleri
Lehimleme yöntemine bağlı olarak lehim yumuşak veya sert olabilir. Yumuşak alaşım olarak aşağıdaki metaller kullanılır:
- Yol göstermek;
- Teneke.

Sert metaller şunları içerir:
- Bakır;
- Çinko;
- Gümüş;
- Fosfor.
Bakır hem yumuşak hem de sert alaşımlarla lehimlenebilir. Sıhhi tesisat sistemleri yumuşak bir alaşımla bağlanır. Lehimleme parçaları için malzeme, 2-3 mm çapında tel şeklinde bobinler halinde üretilir. Karbür profil çubuklar şeklinde üretilir. Yüksek sıcaklıklarda özellikle güçlü bir bağlantının gerekli olduğu parçaları bağlamak için sert lehim kullanılır. Sert lehimler kullanılır:
- Çeşitli aletlerin imalatında;
- Boru hatlarını bağlamak için;
- Araç tamirleri yapılırken;
- Ev ürünlerinin onarım çalışmaları için.
Bakır, yüksek sıcaklıkta lehimleme sırasında güçlü dikişlerin oluşmasında çok önemli bir rol oynar. Bakır lehim hemen hemen tüm sert metallerin bir parçasıdır ve çoğu durumda bunların temelini oluşturur. Lehimleme için fosfor alaşımı fosforlu bakırdan oluşur. Fosfor alaşımı soğutma endüstrisinde yaygın olarak kullanılmaktadır.
Üç bileşenli gümüş alaşımı aşağıdakilerle ayırt edilir:
- Yüksek korozyon direnci;
- kuvvet;
- esneklik.

Çinko lehim genellikle alüminyum malzemeler için kullanılır. Çinko alaşımı aşağıdaki avantajlara sahiptir:
- eriyebilirlik;
- Korozyon direnci.
Metalin bileşiminin yüzdesine bağlı olarak erime noktası değişir. Çinko ne kadar fazla olursa erime noktası o kadar düşük olur.
Gümüş alaşımı çok güçlü ve sıkı dikişler sağlar. Düşük bir erime noktasına sahiptir ve aşağıdaki özelliklere sahiptir:
- Yüksek güç;
- esneklik;
- etki dayanıklılığı;
- Anti korozyon;
Gümüş lehim ile her türlü metali lehimleyebilirsiniz. Ancak gümüş pahalı bir malzeme olduğundan özellikle kaliteli bir bağlantıya ihtiyaç duyulan durumlarda kullanılır.
İşi gerçekleştirmek için doğru teknoloji
SNiP tarafından düzenlenen gerekliliklere göre, soğutma ekipmanını veya klima sistemini onarırken katı malzemelerle lehimleme gereklidir.
İletişimi bağlamak için yumuşak lehim kullanılır.
Bakır boruları bağlamak için aşağıdaki malzemeleri hazırlamak gerekir:
- Lehim;
- Akı;
- Boru genişletici;
- gaz brülörü;
- havya;
- fırçalamak.
Flux kullanımı çok önemlidir. Şunlar için tasarlanmıştır:
- Parçaların yüzeylerinin oksitlerden temizlenmesi;
- Alaşımın daha iyi yayılması;
- Bileşiklerin oksijenden korunması.
Bakır lehimlenirken GOST tarafından düzenlenen akı kullanılır. Bu tür eritkenlerin bileşimi saf borakstan elde edilen bileşenleri içerir. Fluxlar sıvı veya toz halinde mevcuttur.
Düşük sıcaklıkta lehimleme yaparken, boruların her taraftan ısıtılmasına katkıda bulunan özel bina saç kurutma makinelerinin kullanılması uygundur.
Bugüne kadar üreticiler bakır ürünler için gaz brülörleri için çeşitli seçenekler sunmaktadır:
- Profesyonel;
- yarı profesyonel;
- Boruları ısıtmak için.

Borular sırayla ve aşağıdaki kurallara uygun olarak bağlanır:
- Boruların yüzeyi bir fırça ile kir ve oksitlerden temizlenir;
- Detaylar birbirine göre ayarlanır ve akı ile kaplanır;
- Lehim uygulayın ve yumuşak tel ile sabitleyin;
- Parçalar lehimi eritmek için ısıtılır;
- Parçalar yavaşça soğutulur.
Yüksek sıcaklıkta lehim ile, brülörün alevinden değil, ısıtılmış bağlantının ısısından erimesi doğrudur.
İşi yaparken, tüm güvenlik standartlarına sıkı sıkıya uymak gerekir, çünkü yüksek sıcaklıklara maruz kaldığında alaşımlardan yanıklara yol açabilecek tehlikeli buharlar oluşur. Güvenlik önlemlerine uymak için şunları yapmalısınız:
- Aside dayanıklı özel tulum giyin;
- Yanıkları önlemek için koruyucu eldiven kullanın;
- İyi havalandırılmış bir alanda çalışın.
Yukarıdaki kuralların tümüne uyulduğunda, bakırın alaşım kullanılarak lehimlenmesi verimli ve güvenilir bir şekilde gerçekleştirilecek ve iş insan sağlığına zarar vermeden gerçekleştirilecektir.
 (1 ortalama olarak derecelendirmeler: 5,00 5 üzerinden)
(1 ortalama olarak derecelendirmeler: 5,00 5 üzerinden) 

