Прекратяване на краищата на проводниците. Сухо завършване на кабела
Събота, 10 март 2012 г. 10:00:00 ч
Кабелни накрайници
IN разпределителни апаратиизползвани за завършване на кабели в техните точки на свързване Различни видовекрайни фитинги.
Край на прекратяванията за захранващи кабелис хартия и пластмасова изолациятрябва да се извършва в съответствие с техническата документация.
Сухите накрайници с PVC ленти, както и накрайниците под формата на гумени ръкавици, не могат да се използват в мокри и влажни помещения, които включват абонатни станции на градски мрежи и пълна трафопостовевъншна инсталация.
За завършване на кабели с напрежение 1 - 10 kV се използват крайни фитинги KVE с тяло от епоксидна смола, които са лесни за монтаж и безопасни от гледна точка на пожар.
Краен фитинг KVED
Крайно вътрешно епоксидно запечатване на KVED с двуслойни тръби. Разстоянието между тръбите при изхода на жилата от епоксидния корпус за кабели за напрежение 10 kV трябва да бъде най-малко 25 mm. В крайната арматура на KVED върху изолацията на жилата се поставят двуслойни тръби, чийто външен слой е направен от полиетилен, а вътрешният е направен от поливинилхлорид.
За да се увеличи плътността на режещите корени, те се изсипват с епоксидно съединение. За да се избегне попадането на импрегниращия състав на кабелната изолация между слоевете на тръбата, се прави стъпка (отрязва се горният полиетиленов слой) на разстояние най-малко 20 mm, мястото се обработва специално лепило PED-B като добра адхезия(адхезия) към епоксид. Смажете с това лепило вътрешна повърхностна горния край на тръбата, който се поставя на върха, върху тръбата на това място се поставя превръзка от усукан канап. Монтираната пломба е боядисана със специален емайл.
Краен фитинг KVEN
Крайното уплътнение на KVEN се различава от KVED по това, че вместо двуслойни тръби се използват найритни гумени тръби за уплътняване на изолацията на жилата. Тези тръби предпазват изолацията от влага по-малко от двуслойните и затова не трябва да се използват във влажни помещения.
Краен фитинг KVB
Краищата на вътрешната инсталация в стоманени фунии KVB (вътрешни битумни клеми) са широко разпространени. Стоманените фунии на накрайниците могат да имат овална и кръгла форма. При тези краища върху изолацията на кабелните жила с 50% припокриване се навиват 3-4 слоя изолационна лента (залепващ се поливинилхлорид или лакирана тъкан с лаково залепване) и се извършва конусовидно навиване на мястото на монтаж на порцелановите втулки за тяхното плътно прилягане. За да се предотврати изтичането на битумната маса, на гърлото на фунията се прави намотка със смолена лента. Фунията и жилата на кабела са боядисани с емайл. При напрежение до 1 kV, накрайниците се монтират без порцеланови втулки и капаци.
Ремонт на кабелни накрайници
При ремонт на накрайници на захранващи кабели обикновено се извършва по време на текущ ремонтоборудване на подстанция. При ремонт на накрайниците на захранващи кабели те проверяват съответствието на разстоянията от фазите до "земята" със стойностите, посочени в PUE. При напрежение 6 kV това разстояние трябва да бъде най-малко 90 mm, при 10 kV - 120 mm.
Повърхността на накрайниците на захранващия кабел се почиства старателно от прах. При външен преглед се проверява целостта на накрайниците, съответствието им със сечението на жилата на кабела и качеството на запояване (заваряване, кримпване). Констатираните дефекти се отстраняват.
При стоманени фунии с напрежение 6 и 10 kV порцелановите втулки се избърсват и проверяват. Ако са нащърбени или напукани, те се сменят. Тази работа се извършва от кабелари, тъй като е необходимо да се демонтира прекратяването.
 Ако заливната маса не достига, се долива. Ако фазовата изолация е нарушена, тя трябва да се възстанови, след което кабелните жила и тялото на фунията се покриват с емайлирана боя.
Ако заливната маса не достига, се долива. Ако фазовата изолация е нарушена, тя трябва да се възстанови, след което кабелните жила и тялото на фунията се покриват с емайлирана боя.
Крайните уплътнения, изработени от епоксидна смес, се проверяват и ако се установи изтичане на импрегниращия състав, се предприемат мерки за възстановяване на херметичността. Нарушаването му обикновено възниква в резултат на неспазване на инструкциите за обезмасляване на повърхността и други технологични указания по време на монтажа на захранващите кабелни накрайници.
За да премахнете изтичането на импрегниращия състав в точката, където кабелът влиза в тялото на края, обезмаслете долната му част в участък от 40 - 50 mm и същия участък от бронята (обвивката) на кабела с парцал, напоен с ацетон или авиационен бензин. Бронята (черупката) се обработва с ножовка, нож или пила, за да се създаде грапава повърхност.
Върху обезмаслената зона се нанася двуслойна намотка от памучна лента, смазана с епоксидно съединение, след което се монтира подвижна ремонтна форма от винилова пластмаса, полиетилен и др.. Формите от калай или картон са предварително смазани тънък слойгрес, трансформаторно маслоили друго вещество за предотвратяване на адхезията на епоксидното съединение, след което се излива със същото съединение, от което е направено крайното тяло.
 В случай на изтичане на изхода на кабелните жила от корпуса, накрайниците обезмасляват плоската повърхност на корпуса и изходящите участъци на фазите с дължина 30 mm. Монтира се подвижна ремонтна форма, пълна със смес по същия начин, както в предишния случай.
В случай на изтичане на изхода на кабелните жила от корпуса, накрайниците обезмасляват плоската повърхност на корпуса и изходящите участъци на фазите с дължина 30 mm. Монтира се подвижна ремонтна форма, пълна със смес по същия начин, както в предишния случай.
В случай на изтичане на жилата на кабела, повредената повърхност на повърхността се обезмаслява и се нанася двуслойна намотка от памучни ленти, смазани с епоксидно съединение. По същия начин, изтичането на импрегниращия състав се елиминира в случай на изтичане на кръстовището на тръбата към цилиндричната част на върха. В този случай допълнително върху намотката се нанася плътна превръзка от усукан канап, покрит с епоксидно съединение.
Страница 27 от 45
Прекратяването и свързването на контролните кабели трябва да се извършва само от кабелен монтажник най-малко 5-та категория под ръководството на опитен майстор при спазване на всички изисквания за чистота на работното място, ръцете и инструментите.
Контролните кабели се завършват по няколко начина. Изборът на метода за завършване на контролните кабели се извършва в зависимост от изолацията и разликата в нивата на краищата на полаганите кабели, съгласно табл. 9.
Завършване на кабели с хартиена изолация с PVC лента, PVC тръби и лакове (фиг. 73). Измерете необходимата дължина на срязването на контролния кабел. Бинт от мека тел с диаметър 1 мм или от покривна стомана. От края на кабела до превръзката бронята се отстранява. Отрежете бронираната лента на разстояние 3-4 mm от превръзката с покривни ножици, нож за броня или трион по кръгова линия с тристенна пила.Повърхността на оловната или алуминиевата обвивка на кабела се избърсва до пълна чистота и блясък с парцал, напоен с бензин или керосин
На разстояние 20 mm от мястото на рязане на бронята с кабелен нож се прави един пръстеновиден разрез върху корпуса и, като се отклонява от него с 10 mm, вторият.
Накрайници за контролни кабели
Изолация на жилата на кабела |
Тип прекратяване |
Денивелация в м, не повече |
Област на приложение |
импрегнирана кабелна хартия |
С епоксидна смола |
||
Използване на PVC тиксо, PVC тръби и лакове |
|||
Каучук |
Със защитно наиритно покритие |
Няма ограничение |
|
PVC |
Само при липса на защитен найрит |
||
С помощта на навиване от PVC лента на гръбнака |
Навсякъде, във всички методи на окабеляване |
||
Полиетилен |
Ориз. 73. Завършване на контролен кабел с хартиена изолация с PVC лента, PVC тръби и лакове
1 - голо ядро; 2 - PVC лепяща лента; 3 - PVC тръба; 4-проводна или алуминиева кабелна обвивка; 5 - превръзка от мека поцинкована тел; 6 - намотка на поливинилхлориден колан; 7-усукана канапна превръзка; 8 - заземяващ проводник
От втория пръстеновиден разрез до края на кабела се правят два надлъжни разреза, за да се образува лента с ширина 8-10 mm, която първо се отстранява. След това останалата част от обвивката се отстранява, като се започне от края на кабела до втория пръстеновиден жлеб. Дълбочината на прореза трябва да бъде не повече от 2/3 от дебелината на корпуса. Особено внимателно извършвайте пръстеновидни разрези.
Пръстенообразната лента, образувана от два пръстеновидни разреза, се отстранява след направата на "бравите" на жилата и поставянето на PVC тръби върху тях. Тази последователност от работа ви позволява да защитите хартиената изолация от възможни счупвания.
Общата изолация се отстранява от края на кабела до втория пръстеновиден жлеб и жилата на кабела се отглеждат. На всяка жила на дължина 10-15 mm, на 15 mm разстояние от втория пръстеновиден прорез, се отстранява изолацията, за да се направи "заключване". "Заключването" е необходимо, за да се предотврати изтичане на кабелната маса.
Голата област на вените и тяхната изолация се обезмасляват чрез избърсване с чист парцал, напоен с бензин. След това долната част на изолацията на сърцевината и оголената зона се покриват с PVC-2 лак, след което се правят "ключалки", плътно навиване на самозалепващата PVC лента върху оголената част на жилата с 5 mm подход към изолацията на жилата от всяка страна. Дебелината на тази намотка трябва да гарантира, че тръбата е плътно притисната към нея.
В края на навиването на "бравите" поливинилхлоридните тръби се натискат върху сърцевините.
В единия край на тръбите се прави кос разрез с дължина 10-12 mm. За по-добро плъзгане, при поставяне на кабелните жила, от страната на среза в тръбите се капват 2-3 капки PVC лак № 1. Тръбите се поставят върху жилата така, че срезът да минава върху изолацията на колана и да опира в обшивката. След това сърцевините се отглеждат леко, след което пръстеновидният пояс на оловната или алуминиевата обвивка се отстранява, покривайки общия изолационен етап. На ръба на изолацията се нанася превръзка сурови нишки, а повърхността му, както и етапът на черупката, се обезмасляват с парцал, напоен с бензин. Пространството между жилата в основата на терминацията се запълва с PVC лак № 2 и жилата се издърпват на сноп с няколко навивки памучна лента. След това с лепяща PVC лента се прави намотка, покриваща общата изолация, участък от жилата и участък от обвивката на кабела. Намотката трябва да се простира най-малко на 15 mm върху обвивката и да покрива общата изолация и тръбите с дължина от приблизително 30 mm. Навиването се извършва в 5-6 слоя лента, навита с напрежение и 50% припокриване. Повърхността на намотката се покрива с лак № 1. Върху общата намотка (по цялата й дължина) се нанася стегната превръзка от усукан канап с диаметър 1-1,5 мм, която се покрива с асфалтов изолационен лак или лак № 1154.
За запечатване краищата на тръбите и излизащите от тях оголени жила на кабела се увиват с лепяща лента, като лентата минава върху оголената сърцевина и тръбата. Намотката на лентата е покрита с лак №1.
За заземяване към оловната или алуминиевата обвивка на кабела се запоява заземителен проводник, който предварително се фиксира с превръзка от мека поцинкована тел. Превръзката също е запоена към обвивката на кабела. Кабелната броня също подлежи на заземяване, следователно, преди да поставите превръзката върху бронята, под нея се поставя заземителен проводник и това място е добре запоено.
Заземителят е изработен от гъвкав меден гол проводник със сечение 6 mm2. В свободния край на проводника се прави пръстен и се калайдиса, като пръстенът се изработва според диаметъра на заземителния болт.
Завършване на кабели с хартиена изолация с епоксидна смес (Фиг. 74). Нарязването на кабела (отстраняване на броня, оловна или алуминиева обвивка, заземяване и др.) В този случай се извършва по същия начин, както е описано по-горе.
Първият пръстеновиден разрез на оловната или алуминиевата обвивка се прави на разстояние 50 mm от разреза на бронята, а вторият - на 10 mm от първия. 
Ориз. 74. Завършване на контролен кабел с хартиена изолация с епоксидна смес
1 - голо ядро; 2 - PVC тръба; 3 - превръзка от груби нишки; 4 - живял във фабрична изолация; 5 - изолация на колана; 6 - епоксидно съединение; 7 - навиване от тафта лента; 8 - черупка; 9 - превръзка от мека поцинкована тел; 10- кабелна броня; 11 - прорез на черупката; 12 - заземяващ проводник
След отстраняване на обвивката и общата изолация до втория пръстеновиден разрез, изолацията на жилата се отстранява. За да направите това, на разстояние 30 mm от втория пръстеновиден прорез, първо се нанася превръзка от твърди нишки върху изолацията на всяка сърцевина, след това пръстеновидният колан на корпуса се отстранява и превръзката от твърди нишки се нанася върху ръба на изолацията. Стъпалата на обвивката, изолацията, както и оголените и изолирани участъци на жилата са старателно обезмаслени. На дължина 25-30 mm от първия пръстеновиден срез върху оловната или алуминиевата обвивка се прави прорез с нож.
Голите секции на жилата са с дължина 20 mm, изолираните секции на жилата, общата изолация и обвивката са покрити с тънък слой епоксидна смес. Покритието се втвърдява за 20-30 минути. След това върху жилата на кабела се поставят обезмаслени поливинилхлоридни тръби, така че разстоянието между изолационната сърцевина и края на тръбата по жилото да е 20 mm.
Три слоя тафтена лента са навити върху обвивката с подход към общата изолация и всеки слой е покрит с епоксидно съединение. Подвижната форма се монтира така, че да излиза на 30 mm върху обвивката на кабела. Подвижната конусовидна форма може да бъде изработена от ламарина с дебелина 0,5 мм или електрокартон.
Формата, инсталирана и запечатана с временна намотка на лента, се излива с епоксидна смес. Преди изливането е необходимо да се разделят жилата на кабела, така че разстоянието между оголените зони да е най-малко 2 mm. Фиксирането на позицията на сърцевините по време на изливането (в случай на голям брой сърцевини) се извършва с помощта на шаблон, изработен от електрически картон, монтиран върху сърцевините малко по-високо от подвижната форма, за да не пречи на изливането.
За свързване краищата на сърцевините се третират подобно на завършването с помощта на PVC тръби, лента и лакове.
Прекратяване на кабела с гумена изолацияс използването на защитно покритие от найрит (фиг. 75). Под въздействието на светлина, кислород (озон) и температура заобикаляща средакаучукът старее, губи изолационните си свойства и става крехък. Необратими промени в свойствата на гумената изолация на жилата на контролните кабели в местата на срязване се наблюдават след 6-8 месеца експлоатация.
Прилагат се защитни мерки срещу стареене на гумата следните начини: Поставят се предпазни PVC тръби, обвити с лаково платно или PVC тиксо, покрити със защитно найритово покритие марка IKF или SPO-46. 
Ориз. 75. Завършване на контролен кабел с гумена изолация с помощта на защитно найритово покритие
1 - голо ядро; 2 - гумена изолация с нанесено найритово покритие; 3 - PVC лепяща лента; 4- лента от гумирана тъкан; 5- черупка; 6 - превръзка от мека поцинкована тел; 7 - броня; 8 - заземяващ проводник
Бронята и оловната или PVC обвивка се отстраняват от края на кабела. Преди това върху бронята се нанася превръзка от мека тел с диаметър 1 мм или покривна стомана и се извършва заземяване. Обвивката се оставя в отрязания край на разстояние 15-20 mm от кабелната броня. Неравностите, останали по оловната обвивка, се почистват и обвивката леко се разглобява. На разстояние 5-10 мм от корпуса се оставя намотка от гумирана лента. Сърцевините на кабела в основата на края се отглеждат, а гръбнакът на края с излизащите от него жила е внимателно покрит със защитно найритно покритие с четка. Жилата на кабела в основата на края на 15-20 mm от обвивката се увиват плътно с няколко слоя PVC лента с оловната или PVC обвивка на кабела със същата дължина. Гумената изолация на жилата на кабела се покрива с пистолет, четка или потапяне след прекъсване. За намаляване на вискозитета на IKF покритието се използва разредител от равни обемни части бензин и етилацетат. Найрит сместа се разклаща преди употреба. След цялостно покритие с равномерен слой кабелни жила и прах, терминирането трябва да се задържи поне 20-30 минути, за да се изпари разтворителят.
След изпаряване на разтворителите върху повърхността на сърцевината се образува филм, който се задържа здраво върху гумата.
IKF покритие след изсъхване условия на монтажостава лепкав, защото за да се получи сух ластик и издръжлив филмнеобходима е вулканизация, която не е осъществима при монтажни условия. Нишките в снопове са залепени заедно и когато отделните нишки се огъват, филмът на нарит се отлепва от гумената изолация и се поврежда. Необходимо е кабелните жила да се напудрят с талк ден след нанасяне на покритието.
В момента е разработено ново покритие SPO-46, което няма такива недостатъци като покритието IKF. Покритие SPO-46 е предназначено за защита от светлинно и озоново стареене на каучукови и гумено-тъканни изделия, произведени на базата на SKV и SKM каучуци. Адхезивният филм на покритието SPO-46 също има устойчивост на топлина, запазва работните си свойства в температурния диапазон от -50 до +120 ° C. Това покритие се състои от два състава: основният разтвор А и вулканизиращата група - разтвор Б. В зависимост от пигмента, въведен в него, разтвор А може да бъде бял, черен, зелен и оранжеви цветя. Разтвор B е безцветна течност. Втвърдяването на филма SPO-46 се получава в резултат на вулканизация под действието на покриваща група B за 15-20 минути.
Преди покриване на жилата на кабела, разтвор Б се добавя към основния разтвор А в размер на приблизително 10 cm3 на 100 g разтвор А. Защитно покритиенанася се с четка след срязване на кабела, а където е възможно и чрез потапяне в разтвор или пръскане. След нанасяне на два или три слоя се образува еластичен, сух, издръжлив, гладък, лъскав филм.
Защитното покритие трябва да се съхранява опаковано в стъклени или метални съдове в хладни и сухи складове. Попадането на влага предизвиква вулканизация на разтвор L. Срок на съхранение 3-4 месеца. При по-продължително съхранение покритието става желатиново и неизползваемо. Сгъстеният основен разтвор може да се разреди с етилацетат.
След въвеждането на вулканизиращата група в основния разтвор, покритието трябва да се изразходва в рамките на 10-12 часа.
Необходимо е да се работи с покритие SPO-46 във вентилирани помещения по същия начин, както с лепило IKF. Забранено е използването на огън в помещенията, където се работи с покритие SPO-46 или се съхранява.
Завършване на кабели с гумена изолация с поливинилхлоридни тръби (фиг. 76). Този тип вграждане се използва при липса на защитно найритно покритие.
От края на кабела се отстранява бронята и оловната или PVC обвивка на кабела. Стъпката на обвивката се оставя на разстояние 20-25 mm от кабелната броня. Неравностите, останали по оловната обвивка, се почистват и обвивката леко се разглобява. 
Ориз. 76. Завършване на контролен кабел с гумена изолация с PVC тръби
1 - голо ядро; 2 - PVC тръба; 3 - външна намотка с PVC лепяща лента; 4 - лента от гумирана тъкан; 5 - нишка превръзка; 6 - черупка; 7 - превръзка от мека поцинкована тел; 8 - броня; 9 - заземяващ проводник
На разстояние 5 мм от черупката е оставена фабрична намотка от гумирана платнена лента. В края на срязването на края на кабела върху жилата се поставят PVC тръби. Тръбите, поставени върху вените, разположени по външната част на снопа, трябва да имат кос разрез на дължина 10-15 mm. Острите краища на разфасовките на тръбите трябва да влизат в обвивката на кабела. В краищата на изрязаните тръби, които влизат в черупката, се прилага превръзка от груби нишки. След това се извършва плътно външно навиване на уплътнението с два или три слоя залепваща PVC лента, навита с опън и 50% застъпване на лентите. Това навиване трябва да се извърши по такъв начин, че лентите му да припокриват жилата, както и обвивката на кабела на дължина 25-30 mm от ръба на обвивката. Повърхността на външната намотка е лакирана № 1. Краищата на тръбите в краищата на сърцевините не изискват специално запечатване. 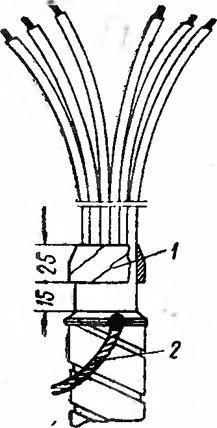
Ориз. 77. Накрайник за контролен кабел с пластмасова изолация
1 - закрепваща намотка; 2 - заземяващ проводник
Завършване на кабели с пластмасова изолация (фиг. 77). Монтажът на кабелен край с PVC изолация на сърцевината се свежда до рязане на края на кабела (последователно отстраняване на външните капаци) и навиване на устройството от PVC лента на гръбнака.
Завършването на кабел с PE-изолация се монтира по същия начин като кабел с PVC-изолация, но PE-изолацията изисква защита от светлина и огън. Тази защита е задължителна във всички случаи и се осъществява с поливинилхлоридни тръби.
Накрайниците и накрайниците надеждно предпазват изолацията на кабела от влага, слънчева радиация, вреден атмосферни влияния(химически активна среда, проводящ прах и др.). Те имат висока електрическа якост и характеристики на разряд.
За разлика от свързващите крайни съединители, те се монтират и работят само в една среда - във въздуха. Крайните накрайници се използват на закрито или в запечатани шкафове на открито.
Във връзка с различни дизайниважат кабели и работни условия голям бройкрайни втулки и уплътнения.
Устройството и технологията на монтаж на най-често срещаните конструкции на крайни втулки и накрайници са разгледани по-долу.
Крайни метални съединители външна инсталациянапрежение до 10 kV(Фиг. 95, а). За завършване на външни инсталации на трижилни кабели с хартиена изолация с напречно сечение на жилото до 240 mm 2 за напрежение 6 и 10 kV се използват трифазни накрайници: KNA - с алуминиев корпус, ELF - с чугун, KNSt - със стомана.
Ориз. 95. Външни накрайници за кабели до 10 kV с хартиена изолация:
a - KNA, b - KMA, c - KNE;
1 - медна капачка, 2 - отвор за пълнене, 3 - корпус, 4 - заземяващ проводник, 5 - конус, 6 - уплътнителна кутия, 7 - кабелна сърцевина, 8 - изолатор, 9 - накрайник, 10 - контактна глава, 11 - капак на корпуса, 12 - намотка от памучни ленти, покрити със съединение
Кабелът се нарязва съгласно общите инструкции, дадени в гл. VIII.
Преди да започнете монтажа, проверете размерите на крайния съединител. Специално вниманиепосочете местоположението на външните контактни шини на главите на съединителните изолатори спрямо предната стена на неговия корпус. Шинопроводите трябва да съответстват на разположението на контактите на свързаната електрическа инсталация. Уплътнението се отстранява от тялото на съединителя и в него се избира необходимия слот, чийто диаметър съответства на диаметъра на входния кабел. Тялото на уплътнителната кутия се поставя върху кабелната броня и временно се измества извън жлеба.
Кабелът се огъва, като се вземе предвид допустимият радиус на огъване и се фиксира вертикално. В същото време се проверява местоположението на изрязаните сърцевини; средното ядро трябва да бъде с 8-15 mm по-дълго от крайните. Жилата се отглеждат, хартиената изолация се фиксира и отрязва. След завършване на сърцевините, тялото на съединителя се подготвя за заливане с маса. За да направите това, отстранете всички временни превръзки, оцветяващи ленти, материали, които временно предпазват режещия гръбнак от спойка и други чужди частици, и изолацията на колана. Тялото на съединителя се нагрява и покрива със смес за изгаряне. Кабелните жила се вкарват в корпуса на 200 mm.
Разклони от тръбата се вкарват в крайните отвори на тялото и се натискат върху сърцевините. Внимателно огъвайки крайните ядра, те се насочват в съответните отвори в тялото и тялото се придвижва напред, така че средното ядро да излезе от него с 280 mm. Според технологията, описана в техническа документация, монтирайте болтове с шайби и гайки на контактните глави и крайните изолатори на тялото на съединителя. Накрайниците на кабелните жила се закрепват към контактните шини на изолаторните глави и се закрепват с болтове.
Корпусът на съединителя се нагрява отново с пламък на горелка до 50-60 °C. Целият вътрешен обем на съединителя се запълва със загрятата запълваща маса през отвора на средния изолатор, който се поставя на място след доливане. Съставът се добавя през средния изолатор, докато се появи в главите на крайните изолатори. Капачките са запоени към крайните глави на изолаторите. След това средният изолатор се запълва до върха с леярска смес. Съединителят е заземен с многожилен меден проводник. След като съединителят се охлади до 50-60 ° C, той отново се допълва до върха със състава през средния изолатор.
След запояване на капачката на главата на средния изолатор, съединителят се повдига към мястото на монтажа, като го предпазва от възможни сили на опън между него и кабела. Ако е необходимо, ръкавът се завърта едновременно с кабела.
Крайни мачтови съединители за открит монтаж с напрежение до 10 kV. По време на прехода кабелни линиина въздуха на трижилни кабели с хартиена изолация с напрежение до 10 kV се използват крайни мачтови съединители KMA с алуминий и KMCh с чугунени кутии (фиг. 95, b).
За разлика от монтажа на съединители KN, след закрепване на върховете на жилата към контактните пръти (средната жила е с 8-12 мм по-къса от външните), корпусът се пълни през отворите за пълнене в капака. При наливане и доливане съставът за пълнене не трябва да достига нивото на отвора за пълнене и капака с 30-40 mm. Наличието на празнина служи като компенсатор, когато обемът на състава за пълнене се променя в зависимост от температурата на околната среда.
Епоксидни накрайници за външен монтаж до 10 kV. За завършване на кабели с хартиена изолация за напрежение до 10 kV се използват KNE съединители (фиг. 95, c). Съединителят се състои от корпус и три епоксидни втулки за извеждане на кабелни жила. На мястото на монтаж гилзата се поставя върху отрязания край на кабела и се запълва с епоксидна смес, като при това се постига плътност на гилзата, а също така се повишава нейната електрическа и механична якост. Технологията за монтаж на съединителя е описана в техническата документация.
Крайни мачтови съединители за открит монтаж с напрежение до 1 kV. За свързване на кабели към въздушни електропроводи с напрежение до 1 kV се използват мачтови съединители KMA, KMCH и KMSt. Съединителите се монтират в същата последователност като мачтовите съединители с напрежение до 10 kV. Жилата на кабела се отглеждат и огъват така, че да са в една и съща равнина. Ъгълът на наклона на оста на кабела е 15°.
За свързване на кабели с хартиена изолация към открито монтирано електрическо оборудване и въздушни електропроводи с напрежение до 1 kV се използват и епоксидни накрайници KNE, които се състоят от фабрично отлято тяло и четири епоксидни втулки. При монтажа четвъртата (нулева) жила на кабела се скъсява на място, така че да се осигури пълно запълване на тръбната част на ухото в изолатора за тази жила.
При монтиране на съединителя сместа първо се излива до нивото на изолатора на четвъртото ядро, след което върху изолатора се поставя капачка и се фиксира. Пълненето продължава по същия начин, както при съединителите за напрежение 6-10 kV.
Епоксидни накрайници до 10 kV за вътрешни инсталации. Крайните уплътнения KVE с тяло от епоксидна смола и уплътнителни тръби на сърцевината са предназначени главно за завършване на кабели на закрито. При външни инсталации се използват накрайници, при условие че са напълно защитени от атмосферни влияния и слънчеви лъчии монтирайте във всяка позиция. Обхватът на прекъсванията в зависимост от условията на околната среда е определен в техническата документация.

Ориз. 96. Епоксидни крайни уплътнения за КВЕН и КВЕК вътрешни инсталации с тръби от найрит или силиконова гума:
1 - заземяващ проводник, 2, 4 - превръзки, 3 - намотка, 5 - тяло, 6 - сърцевина на кабела, 7 - тръба, 8 - скоба, 9 - връх, 10 - адхезивен слой от лак KO-9I6, 11 - обвивка
Крайните фитинги KVE се произвеждат в различни версии: KVEtv - с термосвиваеми PVC тръби; КВЕН - с найритни гумени тръби (фиг. 96); КВЕК - с органосилиций; KVET - трислойни тръби (фиг. 97), състоящи се от среден полиетиленов слой и вътрешен и външен слой от PVC.
Ориз. 97. Епоксидно крайно уплътнение на вътрешно тяло KVEt:
1 - телена превръзка, 2, 4 - намотки от PVC лента, 3 - заземяващ проводник, 5 - тяло, b - изолация на сърцевината, 7 - трислойна тръба, 8 - намотка от памучна лента, импрегнирана с епоксидно съединение, 9 - връх, 10 - превръзка от прежда, 11 - изолация на колана
Тялото на края в несваляема пластмасова форма с капак за всички версии се запълва с епоксидна смес на мястото на монтажа. При липса на такава форма, тялото на капачката се отлива в подвижна форма от хартия, покрита с полиетиленово фолио, пластмаса или метал.
Технологията за монтаж на епоксидни крайни уплътнения с различни конструкции включва много идентични операции.
Нека разгледаме по-подробно инсталирането на KVEtv терминали. Отрязването на края на кабела се извършва по обичайния начин (виж глава VIII). При монтиране на заземителния проводник, краят му в участък с дължина 100 mm на мястото на запояване към корпуса и бронята се развива така, че да има минимална дебелина. Заземителният проводник е фиксиран и запоен върху стъпалата на корпуса и бронята на не повече от 35 mm от разреза на бронята или маркуча.
Като се вземе предвид дебелината на запоения заземяващ проводник, се измерва диаметърът на стъпката на кабелната броня. Според този размер се избира съответният диаметър на шийката на тялото, като се отрязват стъпките му с по-малки диаметри. Пластмасовата форма се поставя върху отрязания кабел и се премества надолу.
По време на монтажа жилата се увиват с чиста хартия или плат, вътрешната повърхност на пластмасовата форма и жилата на кабела се обезмасляват старателно. Сърцевините са обвити с лепяща PVC лента за защита. хартиена изолацияот разполагането на ленти при поставяне на тръби.
Капакът на пластмасовата форма се поставя върху разведените сърцевини и се измества надолу. Жилата се прекратяват, а изолацията им се възстановява с лента LETSAR LPm.
Диаметърът на термосвиваемите тръби се избира в зависимост от напречното сечение и дизайна на сърцевините, а дължината се избира така, че горният край на тръбата да покрива цялата цилиндрична част на върха, докато Долна частТръбите трябва да влизат в епоксидния корпус на разстояние най-малко 50 mm.
Върху цилиндричната част на накрайника се поставят термосвиваеми тръби и се закрепват с равномерно пламъчно нагряване. газов котлон, като го премествате от средата на зоната за сядане, първо нагоре и след това надолу. След свиване, излишъкът отгоре на тръбата се отстранява с нож и тръбите се запечатват с метални бинтове.
Повърхностите на режещите стъпала след обезмасляване са покрити с лак KO-916 и два слоя лента LETSAR LPm или LETSAR с 50% припокриване. При липса на тези ленти е позволено да се навиват от памучни ленти с покритие на всеки слой с епоксидно съединение. В този случай не се използва лак KO-916. Отдолу краищата на термосвиваемите тръби са покрити с лепило PED-B.
Пластмасовата форма се натиска върху стъпалото на бронята и се закрепва на място с PVC лента. Поставя се капак върху формата и формата се пълни със сместа по протежение на тавата за изливане.
Редица функции предоставят технологичен процесмонтаж на крайна арматура KVEN и KVEK. Долните краища на найритовите тръби се изпиляват, създавайки грапава повърхност за надеждна адхезия към епоксидното съединение. Преди да излеете сместа, почистените повърхности на тръбите се обезмасляват старателно.
Повърхностите на найритовите и органосилициевите тръби, напълнени с компаунд, са покрити с лак KO-916.
Тръбите се поставят върху сърцевините и временно се изместват надолу (докато сърцевините завършат с накрайници). След това тръбите се натискат върху тръбната част на върха и се запечатват с метални бинтове. За да се избегне разрязване на тръби под тези превръзки, предварително се навиват една или две обороти PVC лента.
При монтиране на накрайници KVEt, преди поставянето на тръбите върху сърцевините, PVC и средният полиетиленов слой се отрязват от краищата им. Останалият вътрешен PVC слой на тръбите се обработва с пила и третираната повърхност се намазва с лепило PED-B. Същото лепило покрива външния PVC слой в тази част на тръбите, които ще бъдат запълнени с епоксидна смес.
Монтирането на епоксидни уплътнения, разположени в долните краища на кабели, положени с разлика в нивото над 5 m, се извършва, като се вземат мерки срещу проникването на импрегниращия състав на кабела във все още невтвърденото съединение. Съставът е същият като при монтажа на свързващи епоксидни съединители, прониквайки под налягане в съединението, създава в него черупки, фистули, които намаляват диелектричната якост на уплътнението.
Най-ефективните мерки срещу тези фактори са повдигане на долния край на кабела, докато съединението се втвърдява, инсталиране на край в долния или двата края на кабела, преди да бъде положен (когато събирате кабел на производствени линии в цехове) или използвате метода на локално замразяване (вижте § 39).
Ако е невъзможно да се изпълнят тези мерки, монтажът на накрайниците започва от горния край на кабела или от предварителното му запечатване. Завършващото тяло в долния край на кабела е запълнено със остаряла смес, т.е. след въвеждането на втвърдителя, сместа се задържа, докато се открие началото на полимеризация (леко забележимо самонагряване и начало на сгъстяване на сместа).
Крайни уплътнения за вътрешен монтаж със самозалепващи ленти за кабели до 10kV с хартиена изолация. Най-често срещаният край за вътрешна инсталация на кабели с напрежение до 10 kV с хартиена изолация е KVsl (фиг. 98, а).

Ориз. 98. Завършване на вътрешна инсталация KVsl за кабели с напрежение до 10 kV с хартиена изолация:
a - уплътнение, b - конична уплътнителна вложка;
1 - връх, 2, 3 - намотки от PVC лента и ленти LETSAR или LETSAR и LETSAR LPT, 4 - хартиена изолация на сърцевината, 5 - кръстосана уплътнителна намотка, 6, 9 - централни и странични вложки, 7 - превръзка от лента LETSAR, 8 - уплътнителна намотка, 10 - линия на рязане при производството на вложката
За това прекратяване в обекта се доставя фабричен комплект материали, необходими за извършване на работата. Прекратяването се използва с разлика в нивото до 10 m, при други условия трябва да се използва TEC. Дължината на завършване се взема в зависимост от условията на свързване, но не по-малко от 150 mm при напрежение 1 kV, 250 mm - 6 kV и 400 mm - 10 kV. Нарязването на кабела, закрепването на заземяващия проводник и завършването на жилата се извършват по описаните по-горе начини.
Външните повърхности на обвивката, полупроводимата хартия, изолацията на колана на сърцевините и тръбната част на върха се избърсват старателно и се обезмасляват. Лак KO-916 се нанася върху тръбната част на върха и върху стъпалото на черупката.
По дължината на жилата, започвайки от етапа на изолация на колана до контактната част на върха, лентата LETSAR се навива на два слоя с 50% припокриване на предишния оборот и се изтегля по време на процеса на навиване, така че ширината му да е 60-70% от първоначалната ширина.
В процеса на навиване с лента, празнините между върха и изолацията на жилата на кабела се запълват и "гърбът" на изрязването на сърцевината също се запечатва. За да направите това, лентите са усукани в четири уплътнителни конуса: единият е централен, който е монтиран в "задната част" между три ядра и три - странични - с навънрязане между всяка двойка ядра. За четирижилен кабел се правят пет конуса. Височината на конуса за всички размери уплътнения е 30 мм, а диаметърът на основата на конусите се избира според таблиците, посочени в техническата документация. Производството на конуси се извършва без опъване на лентите, последвано от отрязване на вътрешния конус, образуван по време на процеса на навиване (фиг. 98, b).
Централният конус се вкарва възможно най-дълбоко в "корена" на изрязаните сърцевини. След това сърцевините се компресират и на разстояние 30 mm от края на изолацията на колана се прави превръзка с лента LETSAR. След уплътняване на "гърба" на разреза се извършва превързочна намотка, покриваща всички кухини в "задната част" на разреза с лента LETSAR. За да направите това, увийте всяко ядро с преход към съседните. Върху изолацията на лентата се извършва трислойна намотка на разстояние 30 mm от края на изолацията на колана по нейните стъпала и метална обвивка с 20 mm подход към външните капаци на кабела. По време на процеса на навиване лентата се разтяга така, че ширината й да е 60-70% от оригинала.
Върху намотките с лента LETSAR върху сърцевините, в „задната“ част на края и на стъпалата на металната обвивка на кабела, лепкава PVC лента се навива в един слой с 50% припокриване. При монтиране на KVsl накрайници се използват две самозалепващи ленти LETSAR и LETSAR LPT. Лентата LETSAR LPT се поставя между лентите LETSAR и PVC.
Крайни уплътнения до 10 kV за вътрешен монтаж в стоманени фунии. Крайните фитинги KVB в стоманени фунии, пълни с битумна маса, могат да се използват за завършване на кабели с напрежение до 10 kV в сухи помещения във всички климатични райони, с изключение на субтропични и влажни. Тези уплътнения се монтират само в вертикално положениес посоката живял нагоре. KVB уплътненията (фиг. 99) се състоят от фуния 5, изработена от покривна стомана с дебелина 0,7-0,8 mm, капаци 4 с отвори, в които са монтирани порцеланови втулки 3 (при напрежение до 1 kV, капаците и втулките не са монтирани). През отвора 10 в капака фунията се пълни с битумна маса. Жилата на кабела са уплътнени с намотка от изолационни ленти, покрити с лак.

Ориз. 99. Крайна арматура КВБ със стоманена фуния за кабели до 10 kV с хартиена изолация;
a - KVBm вграждане с овална фуния, b - KVBk вграждане с кръгла фуния, c - малогабаритно KVBm вграждане до 1 kV;
1, 8 - долни и горни полускоби, 2 - жила на кабела, 3 - порцеланови втулки, 4 - капак, 5 - фуния, 6 - болт, 7 - гайка, 9 - заземяващ проводник, 10 - капачка за пълнене, 11 - лента от смола
Уплътненията KVB се произвеждат в различни версии: KVB - с фунии овална формаи местоположението на вените в същата равнина; KVBk - с фунии кръгла формаи местоположението на вените на изхода на фунията по върховете на равностранен триъгълник; KVBm - с овални малогабаритни фунии, които нямат капаци и се монтират без порцеланови втулки. Монтажът на клемите се извършва съгласно технологията, посочена в техническата документация.
Външни накрайници за кабели до 35 kV с пластмасова изолация. Кабелите с пластмасова изолация се завършват с PKNR и PKNRO еластомерни съединители. Съединителите се сглобяват на мястото на монтаж от части, изработени от гумени (еластомерни) изолационни и полупроводими смеси. Крайните ръкави на PKNR с напрежение 1 - 6 kV са направени подобно на изводите на PKVE. Допълнителни структурни елементи са термосвиваеми тръбии еластомерни изолатори. Технологията за монтаж на съединители е дадена в техническата документация.
Крайни накрайници за вътрешен монтаж на кабели с напрежение до 10 kV с пластмасова изолация. За завършване на захранващи кабели с напречно сечение до 240 mm 2 в сухи помещения се използват крайни накрайници PKV, а във влажни помещения и субтропични райони - PKVE.

Ориз. 100. Завършване на вътрешната инсталация на ПКВ за кабели с напрежение до 10 kV с пластмасова изолация:
a, b, c - за напрежения до 1, 6 и 10 kV;
1 - заземяващ проводник, 2 - намотка от лепило PVC или самозалепваща се лента или PVC тръба, 3 - превръзка от груби нишки, 4 - кабелен накрайник, 5 - PVC маркуч (обвивка), 6 - конична намотка, 7 - метален екран, 8 - екран от полупроводим материал
При завършване с пластмасова изолация PKV на кабели с напрежение 6 kV металният екран е заземен (фиг. 100). При прекратяване на кабел с напрежение 10 kV, на всяко ядро, се извършва конусовидна намотка от залепваща пластмасова лента, върху която се прилагат полупроводим екран и метален екран със запоен към него заземен проводник (фиг. 101).
Ориз. 101. Конусна намотка за кабели 10 kV с пластмасова изолация:
1 - изолация на сърцевината, 2 - конична намотка, 3 - заземяващ проводник, 4 - екран от полупроводим материал, 5 - метален екран, 6 - намотка над екрана, 7 - маркуч
За завършване на PKVE (фиг. 102) се използва тяло, излято от епоксидна смес, а съединението на кабелната сърцевина с накрайника е запечатано срещу проникване на влага в кабела.

Ориз. 102. Крайно уплътнение на ПКВЕ за вътрешен монтаж при монтаж във влажни помещения за кабели с напрежение до 10 kV с пластмасова изолация;
a, b, c - за напрежение 1-3, 6 и 10 kV;
1 - връх, 2, 5 - намотка от самозалепваща се или памучна лента, 3 - тяло на съединителя, 4 - превръзка, 6 - заземяващ проводник
Преди да започнете рязането, краят на кабела се изправя на дължина A + 0,5 м. Размерът A (дължината на края на кабела, който трябва да се отреже), взет в зависимост от условията за свързване на сърцевините към захранващите приемници, трябва да бъде такъв, че разстоянието от заземените части на края (бронирани ленти и екрани) до кабелния накрайник да е най-малко 250 mm при напрежение 6 kV и 400 mm при 10 kV. За кабели с напречно сечение на проводника до 10 mm 2, размер А се увеличава с дължината, необходима за огъване на краищата на проводниците в пръстен.
Краят на кабела се отрязва по технологията, описана в гл. VIII, докато размерът G (виж фиг. 75) е равен на дължината на тръбната част на върха плюс 15 mm. Кабелните жила се огъват, като се вземе предвид допустимият радиус на огъване.
За предпазване на полиетиленовата изолация на сърцевината от леко стареене върху нея се поставя PVC тръба до края. Вътрешният диаметър на тръбата трябва да бъде с 1-2 mm по-голям от диаметъра на изолацията на сърцевината. Тази операция може да се извърши и с двупластово навиване с лепяща PVC лента. Краят на намотката на върха е фиксиран с превръзка с конец. PVC изолациякабелните жила не са допълнително защитени, тъй като е достатъчно устойчив на светлинно стареене. При монтажа на PKV накрайниците за напрежение 6 kV лентите на металните и полупроводниковите екрани се навиват и прегъват надолу на разстояние 25 mm от мястото на срязване на маркуча. На разстояние 40 mm от среза на маркуча се поставя превръзка и се навиват лентите на полупроводниковия екран. По цялата дължина на вената графитният слой (аквадаг) се измива с бензин или ацетон.
Огънатите ленти на металния екран се отрязват на разстояние 50-60 mm от линията на огъване и медните ленти се калайдисват от горната страна с калаена спойка и се запояват алуминиеви ленти. Заземителният проводник е запоен с поялник. На участъците от сърцевините, върху които са оставени стъпалата на екраните, се полага намотка от PVC лента.
При монтаж на PKV накрайници за напрежение 10 kV, лентите от метални и полупроводими екрани се навиват до мястото, където се отрязва маркуча, но не се отрязва, а се оставя за последващ монтаж. Точно както при жилата на кабел за напрежение 6 kV, те премахват аквадага.
Върху PVC изолацията на жилата, като се започне от точка на 30 mm от среза на маркуча, се полага конична намотка от самозалепваща PVC лента (за полиетиленова изолация - намотка от самозалепваща се полиетиленова лента). Лентите на полупроводниковия екран, предварително навити от сърцевините, се навиват на конична намотка с 30-50% припокриване, в горната му част тези ленти се фиксират с превръзка и излишъкът им се отрязва.
Ленти от обикновен метален екран, предварително навити от сърцевините, се пробват и нарязват така, че след навиването им на конус да не достигат точката на срязване на полупроводниковия екран с 5 mm. Краищата на металните сит ленти се прибират временно и се калайдисват. Към калайдисаните места на лентите с поялник се запоява заземяващ проводник. Металните ленти отново се навиват на конична намотка и се фиксират с телена превръзка на разстояние 5 мм от разреза на полупроводимия екран. Гънките по повърхността на металния параван се заглаждат с дървен чук.
При монтаж на епоксидното крайно уплътнение PKVE на вътрешната инсталация за кабели с пластмасова изолация, всички оголени участъци от PVC изолацията за залепване с епоксидния компаунд се покриват с лепило PED-B. Подложени на същата обработка PVC изолациятръби, носени върху полиетиленова изолация на жилата.
На участък от броня с дължина 50 mm се нанася намотка от два слоя памучна лента с покритие на всеки слой със съединение. Същата намотка се прилага към тръбната част на върха и секцията на неизолираната сърцевина. Изработена е подвижна форма за изливане полиетиленово фолиои други материали, които нямат адхезия към епоксидното съединение.
При инсталиране на края на PKVE на кабел 6 kV (преди поставяне на подвижна форма), огънатите екранни ленти са заземени. Върху жилата на кабела се поставят PVC тръби с полиетиленова изолация (до мястото, където се срязват лентите на полупроводимия екран).
При инсталиране на края на PKVE на кабел 10 kV (преди поставяне на подвижна форма) се извършва конусово навиване на всяко ядро. Върху полиетиленовата изолация на сърцевината до върха на конусната намотка се поставят тръби от PVC компаунд.
След като инсталирате подвижната форма, проверете геометричните размери, включително разстоянието на сърцевините от стената на формата (най-малко 5 mm), и напълнете формата със смес. След втвърдяване на епоксидното съединение след 20-24 часа, формата се отстранява и уплътнението се покрива на два слоя с емайл GF-92KhS или EP-51.
PKV накрайниците с напрежение до 1 kV (виж фиг. 100, а) са изрязан край на кабела, завършен с ухо. Мястото на окабеляване на жилата е изолирано с два или три слоя самозалепваща PVC лента. Полиетиленовата изолация на жилата е защитена от светлинно стареене по същия начин, както изолацията за накрайници за кабелно напрежение 6 kV.
При рязане е необходимо разстоянието от заземените части (бронирани ленти и екрани) до кабелния накрайник да е минимум 150 mm. За кабели с напречно сечение на жилата до 10 mm2 това разстояние се увеличава с размера, необходим за огъване на пръстена под клемната скоба.
Накрайници за кабели 20-35 kV с хартиена изолация. КНО-20 и КНО-35 външни монофазни месингови накрайници, епоксидни КНО-35 са предназначени за завършване на кабели с хартиена изолация и кабели с отделна метална обвивка на всяка жила в мрежи с незаземена неутрала.
Месинговите муфи KNO се използват и за завършване на кабели при вътрешни инсталации. При наличие на компенсатор марката на съединителя се обозначава с KNOk. Съединителите с компенсатори се използват за завършване на кабели в райони с горещ климат, както и в отопляеми помещения.
Вместо епоксидни съединители KNEO-35, при инсталации на закрито се използват съединители KVEO-35.
Конструкцията на съединителя KNOk-35 (фиг. 103) се състои от месингов конус 2 с основна плоча 13, върху който е монтиран изолатор 10, херметично подсилен с горни 4 и долни 3 фланеца. Между фланците и краищата на изолатора е положена маслоустойчива гума като уплътнения. 9. На горния фланец на изолатора има контактен фланец 5 с входна медна капачка 8. За да се компенсират температурните обемни промени в сърцевината, към фланеца на капачката е заварена медна капачка. гъвкав проводник 7. Другият край на проводника е свързан към калайдисана медна втулка 6, в която е запоена или пресована жилата на кабела. Намотка от ролка 11 е насложена върху хартиената изолация на сърцевината, върху долния конус на която има екран 12 от калайдисано медно въже. Конусът на съединителя с маншета 1 е запоен към металната обвивка на кабела. Вътрешната кухина на съединителя се запълва с колофонова маса, която се източва през фитинг 14.
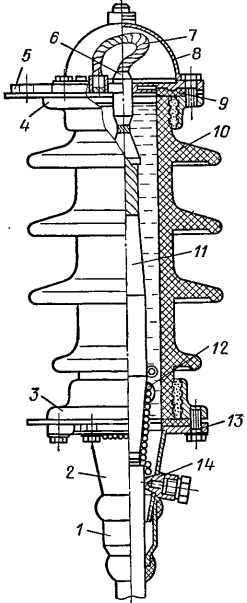
Ориз. 103. Външно завършване KNOk-35 за кабели до 35 kV с хартиена изолация и отделни метални обвивки на жилата:
1 - оловен маншет, 2 - конус, 3, 4 - долен и горен фланци, 5 - контактен фланец, 6 - ръкав, 7 - компенсатор - меден гъвкав проводник, 8 - медна капачка, 9 - уплътнение, 10 - изолатор, 11 - намотка на ролка, 12 - екран, 13 - плоча, 14 - фитинг за източване на масата
Крайната втулка KNEO-35 (фиг. 104) се състои от изолатор 4, излят от епоксидно съединение чрез центробежно леене в подвижна форма, тяло 6, излято заедно с вътрешен алуминиев или оловен екран 7, епоксидно покритие 3 и ухо 1, фиксирано с гайка 2. В долната част на втулката има метален фланец 8 за закрепване на тялото на втулката към носеща конструкция. Върху хартиената изолация на сърцевината се прилага намотка от 9 от два слоя стъклена лента с 50% припокриване и смазване на всеки оборот с епоксидно съединение. Отвътре тялото на съединителя се излива с епоксидно съединение 5.
Ориз. 104. КНЕО-35 външна епоксидна крайна гилза за кабели с напрежение до 35 kV с хартиена изолация и отделни обвивки на жилата:
1 - накрайник, 2 - гайка, 3 - епоксидна капачка, 4 - епоксиден изолатор, 5 - епоксидна заливка, 6 - епоксиден конус, 7 - конусен екран, 8 - фланец, 9 - намотка за стъклена лента с епоксидно съединение
Дизайнът на крайния съединител на вътрешната инсталация KVEO-35 е подобен на дизайна на съединителя KNEO-35 и се различава само по размер.
Книгата съдържа само най-често използваните накрайници и накрайници с напрежение 1 - 35 kV, характерни за отделни групи кабелни принадлежности. За повече информация относно други накрайници и накрайници (накрайници на закрито, накрайници за електростатични филтри и др.), моля, вижте техническата документация.
Контролни въпроси
- Дайте класификация на кабелните кутии и накрайници.
- Който подготвителна работаизвършена преди монтирането на CC оловния съединител?
- Който допълнителни меркисе приема при изливане на епоксидни съединения в съединители при температура на околната среда под 10 и над 25 ° C?
- Какви са характеристиките на монтажа на епоксидни накрайници с разлика в нивото над 5 m?
- Как се уплътнява крайното уплътнение със самозалепващи KVSL ленти за кабели с хартиена изолация?
РАЗРАБОТЕН от Държавния Макеевски орден на Октомврийската революция Изследователски институт за безопасност на труда в минната промишленост (MakNII)
СОГЛАСОВАНО с Госгортехнадзор на СССР
ОДОБРЕНО от Министерството на въгледобивната промишленост на СССР
1. Общи положения
1. Общи положения
1.1. Тази инструкция се отнася за накрайници и връзки на бронирани кабели с хартиена и пластмасова изолация с медни проводниципри монтирането им в подземни изработки на мини.
1.2. Работата по монтажа на накрайници и съединители трябва да се извършва от специално обучен персонал под наблюдението на инженерни и технически работници.
До началото на монтажа персоналът трябва да бъде осигурен с необходимите материали, инструменти и приспособления, посочени в Приложения 2 и 3, 4.
1.3. При рязане на кабела външният защитен капак се отстранява последователно 1
, броня 2
, оловна обвивка 3
, колан 4
и фаза 5
изолация на кабела (фиг. 1). Дължината на крайния кабел трябва да съответства на стойностите, дадени в таблица 1.
Фиг.1 Отрязване на края на кабела
Фиг.1 Отрязване на края на кабела
маса 1
|
Напречно сечение на проводниците, mm |
Размери, мм |
|||||
1.4. На разстояние Аот края на кабела наложи превръзка 7
от жицата (в две или три завъртания) и отстранете външния капак 1
.
1.5. На дължина бпревръзка се прилага от разреза на външния капак 8
за броня 2
. Бронята в близост до превръзката се нарязва с ножовка и се отстранява. оловна обвивка 3
почистете от замърсяване с техническа кърпа, напоена с бензин.
1.6. На оловната обвивка се прави маркировка, за да се направят два пръстеновидни и два надлъжни разреза. На разстояние ОТНОСНОот мястото, където е изрязана бронята по оловната обвивка, се прави първият пръстеновиден разрез и на разстояние Пот него - вторият пръстеновиден разрез. От втория пръстеновиден разрез до края на кабела се правят два надлъжни разреза на разстояние 10 mm един от друг. На половината от дебелината на оловната обвивка се правят разрези с нож с ограничител на острието. Първо, оловната лента се разделя между два надлъжни разреза, след което оловната обвивка се отстранява напълно до втория пръстеновиден разрез. Оловният колан между първия и втория срез се отстранява точно преди края на кабела да бъде прекратен, т.е. когато изолацията на колана и пълнителят между жилата са отстранени и сърцевините 6
отделени и покрити с уплътнителна изолация.
1.7. Изборът на накрайници и съединители се извършва съгласно таблица 2.
таблица 2
Обхват на крайни и свързващи муфи и накрайници
|
Име на прекратяване или свързване |
Предназначение |
Обхват в подземни минни изработки |
Разлика в нивото на краищата на кабела, m |
|
|
сухи изработки |
суровини |
|||
|
Накрайник във входно устройство на минно електрообзавеждане с отливка на кабелна маса |
|
Позволен |
||
|
Епоксидно завършено сухо завършване с трислойни пластмасови тръби |
За кабели с хартиена изолация, предназначени за напрежение над 1000 V |
Трябва да се прилага |
Трябва да се прилага |
|
|
Епоксидно сухо завършване с гумени тръби от Nairite |
|
Трябва да се прилага |
Позволен |
|
|
Сухо прекратяване с гумени ръкавици |
За кабели с хартиена изолация до 1000 V |
Позволен |
Не трябва да се прилага |
|
|
Сухо завършване с PVC лента и лакове |
|
Трябва да се прилага |
Трябва да се прилага |
Не е ограничено |
|
Терминиране на кабел марка EVT с епоксиден пълнеж |
За кабели с изолация, предназначена за напрежение над 1000 V |
Трябва да се прилага |
Трябва да се прилага |
Не е ограничено |
|
Сухо завършване на EVT кабел |
За кабели с изолация, предназначена за напрежение до 1000 V и повече |
Трябва да се прилага |
Трябва да се прилага |
Не е ограничено |
|
Чугун (или щампована стомана) съединителс кабелен пълнеж |
За кабели с изолация, предназначена за напрежение до 1000 V и повече |
Позволен |
Позволен |
|
|
Напълнена с епоксид стоманена връзка (за EVT кабел) |
Трябва да се прилага |
Трябва да се прилага |
||
|
Свързваща стоманена втулка без пълнеж (за EVT кабели) |
За кабели с изолация, предназначена за напрежение до 1000 V и повече |
Трябва да се прилага |
Трябва да се прилага |
|
|
Забележка. Разликата в нивата в метри е дадена за кабели с импрегнирана хартиена изолация. |
||||
2. Завършване на краищата на бронирани кабели с хартиена изолация с кабелна маса
2.1. Крайната втулка (фуния) е изключена от входно устройствои поставете кабела. Краят на кабела се отрязва в съответствие с фиг.1. В този случай дължината на жилата се определя от размера на входното устройство.
2.2. На сърцевините изолацията се отстранява за дължината, необходима за монтиране на ушите. Върховете се поставят върху краищата на вените и се притискат.
2.3. Фазовата изолация е запечатана с масло-влагоустойчива изолация: PVC ленти, PVC или найритови тръби. За да направите това, всяко ядро се навива електрическо тиксос 10% припокриване на три-четири слоя (или поставени на тръба) в областта от ухото на върха до гръбнака на резника. Превръзки от твърди нишки се прилагат към краищата на намотката, за да се предотврати размотаването. За по-добро уплътнение изолацията се залепва с лепило N 88 към медния връх и се фиксира с бинт с канап, който след това се покрива с влагоустойчив лак (лепило).
2.4. Оловната обвивка се почиства с нож до блясък и на това място се монтира стоманена скоба, към която е прикрепен заземителен проводник. Дължината на заземителния проводник трябва да е достатъчна за свързването му към вътрешната заземителна скоба на корпуса на електрическата инсталация.
Разрешено е директно свързване на оловната обвивка на кабела към вътрешната заземителна скоба.
2.5. На кабела на мястото на монтаж на гърлото на съединителя се прави намотка от катранена лента. С помощта на стоманена скоба съединителят се фиксира към кабела.
2.6. Крайната втулка се запълва с кабелна маса. Докато масата изстине, се извършва доливане.
2.7. Силовите проводници са свързани към клемите на електрическото оборудване, а оловната обвивка е заземена. За да направите това, заземителният проводник, прикрепен към оловната обвивка със скоба, е свързан към вътрешната заземителна скоба на корпуса на електрическото оборудване.
2.8. Фунията е прикрепена към кабелната кутия. Стоманената броня на кабела е заземена, за което стоманена скоба е поставена върху бронята близо до съединителя. С помощта на заземителен проводник скобата се свързва към външната заземителна скоба на електрическото оборудване.
2.9. В подземните изработки на мини е разрешено свързването на кабелни проводници към електрическо оборудване без накрайници (фиг. 2). В този случай хартиената изолация се отстранява от сърцевината. 2
на дължина от 70 мм и отстранете 50% от проводниците, за да образувате примка 3
. Краищата на линията проводници с превръзка 4
закрепете с ж.к. Основен раздел Ас отстранена хартиена изолация, почистват се от масло с бензин и се намазват с лепило N 88, след изсъхване което се полага със застъпване на хартиена изолация, нивелираща намотка 5
PVC лента.
Фиг.2. Уплътняване на края на сърцевината без използване на накрайник
Фиг.2. Запечатване на края на сърцевината без използване на накрайник:
1 - живял; 2 - хартиена изолация; 3 - контур, извит от сърцевината на кабела; 4 - бинт от медна тел; 5 - нивелираща намотка; 6 - запечатващ слой изолация; 7 - превръзка от груби нишки
2.10. За уплътняване на фазова изолационна намотка 6
постави на сайта Адо примката 3
. Върху уплътнителната намотка се прилага превръзка от груби нишки 7
, който след това се покрива с влагоустойчив лак.
2.11. Обща формазавършване на кабела, монтиран във входното устройство на минното електрическо оборудване, е показано на фиг.3.
Фиг.3. Общ изглед на кабелния край, монтиран във входното устройство на рудничното електрическо оборудване
Фиг.3. Общ изглед на кабелния край, монтиран във входното устройство на рудничното електрическо оборудване
1 - захранващо ядро; 2 - изолация на колана; 3 - оловна обвивка; 4 - броня; 5 - земен проводник; 6 - заземителни скоби, монтирани съответно върху оловната обвивка и бронята; 7 - фуния, пълна с кабелна маса
3. Завършване на краищата на бронирани кабели с епоксидни съединения и трислойни пластмасови тръби
3.1. За завършване на кабели, положени в мокри изработки, се препоръчват накрайници с трислойни тръби. Тези краища се различават от другите с по-малкия си размер и лесен монтаж.
Списъкът с необходимите инструменти е даден в Приложение 3.
3.2. Краят на кабела се отрязва в съответствие с фиг.1. Размерите на разфасовките трябва да съответстват на данните в таблица 1.
Ако е необходимо, тези размери могат да бъдат увеличени.
3.3. От краищата на сърцевините изолацията се отстранява в зона, достатъчна за монтиране на върха. Преди да премахнете изолацията в посочената зона, върху ръба на останалата изолация се нанася превръзка от две или три навивки от груби нишки.
3.4. След срязване на кабела, изолацията на жилата и гръбнака се увиват с PVC изолационна лента за защита от влага.
3.5. За уплътняване на жилата се използват еластични трислойни тръби (с вътрешен и външен слой от PVC, средният е от полиетилен). Таблица 3 показва размерите на трислойните тръби.
Таблица 3
|
Напречно сечение на проводниците, mm |
Размери на тръбата, мм |
Размери (фиг. 4), мм |
||||
|
вътрешен диаметър |
Дебелина на PVC слоя |
дебелина на полиетиленовия слой |
||||
3.6. Дължината на тръбите се определя от дължината на сърцевините по такъв начин, че горната част на тръбата да покрива изцяло цилиндричната част на върха, а долният край на тръбата, отрязан под ъгъл от 30° (което улеснява поставянето й върху сърцевината), е включен в епоксидната смес с най-малко 50 mm.
3.7. Преди поставянето на жилата на кабела външният поливинилхлориден и средният полиетиленов слой се отстраняват от тръбата на разстояние 20 mm от косия срез, след което вътрешният поливинилхлориден слой се обработва с пила. Обработената повърхност на този слой се смазва с лепило PED-B. Същата обработка, последвана от смазване с лепило PED-B, се прилага върху външния слой от поливинилхлорид в тази част на тръбите, която ще бъде запълнена с епоксидна смес.
3.8. При вграждане жилата са предварително окабелени, като се избягват резки завои и повреда на хартиената изолация. Отстранете част от оловната обвивка на кабела между двата пръстеновидни разреза. На ръба на изолацията на колана се нанася превръзка от груби нишки. На кабела се поставят гумен пръстен и кабелна фуния.
3.9. Върху обезмаслената хартиена изолация на жилата и гръбнака на кабела се нанася слой от епоксидна смес и намотката се извършва с кепърна лента на два слоя с 50% припокриване. Всеки слой и повърхността на навиване са обилно покрити с епоксидно съединение.
3.10. Върху сърцевините се поставят трислойни тръби, които при завършване на сърцевините с накрайници се изместват към гръбнака.
3.11. Накрайниците се притискат върху сърцевините. Повърхността на цилиндричната част на върха се почиства с пила, смазва се с епоксидна смес, след което се навива защитна лента. Върху горната част на защитната лента върху тази част на върха се поставя трислойна тръба с намеса и се фиксира с превръзка от твърди нишки, покрити с епоксидно съединение.
3.12. За да се осигури херметичността на уплътнението, върху оловната обвивка и бронята се нанася двуслойна намотка от защитна лента, като всеки слой се намазва с епоксидно съединение. Повърхността на оловната обвивка и бронята трябва първо да се обезмасли с бензин.
3.13. Преди да излеете съединителя със смес, проверете правилността на монтажа му. Съединителят трябва да бъде позициониран по такъв начин, че жилата на кабела да са на еднакво разстояние от тялото на съединителя.
3.14. Запълването с епоксидно съединение се извършва до необходимото ниво. Преди изливане съединението се смесва отново старателно. Приготвянето и изливането на епоксидната смес се извършва по начина, описан в Приложение 2.
3.15. Общ изглед на епоксидното уплътнение с трислойни пластмасови тръби е показано на фиг.4.
Фигура 4. Общ изглед на епоксидно вграждане с трислойни тръби
Фигура 4. Общ изглед на епоксидно вграждане с трислойни тръби:
1 - бакшиш; 2 - навиване от защитна лента със смазване с епоксидно съединение; 3 - трислойна тръба; 4 - живял във фабрична изолация; 5 - епоксидно тяло за вграждане; 6 - превръзка от тежки нишки; 7 - изолация на колана; 8 - заземен проводник; 9 - бандаж от поцинкована стоманена тел; 10 - навиване от кепър лента
Разходът на материал за монтаж на една епоксидна пломба е даден в таблица 4.
Таблица 4
|
Име на материала |
Количество |
|
Трислойна пластмасова тръба TUMI 194-71, бр. |
|
|
Временен калъп от покривно желязо, бр. |
|
|
Епоксидно съединение K-115 или K-176 MRTU-6-05-1251-69 или TU6-05-041-358-72, kg |
|
|
|
|
|
Заземителен проводник с пресован кабелен накрайник GOST 7386-70*; ГОСТ 1956-70**, бр. |
|
|
________________ |
|
|
Лента за пазене (GOST 4514-71*), m |
|
|
________________ |
|
|
Поцинкована стоманена тел 1,5 mm (GOST 1526-70*), g |
|
|
________________ |
|
|
Сурови нишки (GOST 6309-73*), m |
|
|
________________ |
|
|
Усукан канап (ГОСТ 18403-73*), m |
|
|
________________ |
|
|
PVC лента (GOST 16214-70*), m |
|
|
________________ |
|
|
|
|
|
Технически салфетки 300х300 (ГОСТ 11680-65*), бр. |
|
|
________________ |
|
4. Заземяване на обвивката и бронята на кабела
4.1 Свързването на заземяващия проводник към оловната обвивка и бронята се извършва с помощта на поцинковани стоманени скоби.
4.2. Заземяването на оловната обвивка вътре в кабелния щуцер се извършва с помощта на стоманена скоба, която се поставя върху оголената обвивка. Единият край на заземяващия проводник е свързан към скобата, а другият край към заземителната скоба на електрическото оборудване.
4.3. Кабелната броня е заземена извън входното устройство, за което се почиства с файл в близост до входното устройство и върху него се поставя стоманена скоба. Единият край на заземяващия проводник със сечение 25 mm се свързва към скобата, а другият край към външната заземителна клема на електрическото оборудване.
5. Монтаж на сухо завършване на кабела във входното устройство
5.1. След завършване на устройствата за прекратяване и заключване върху кабела се поставят гумен пръстен и кабелна фуния, кабелните сърца се свързват към захранващите скоби на електрическото оборудване и оловната обвивка на кабела се свързва към заземителната скоба.
5.2. С диаметър на кабела по обвивката по-малък от вътрешен диаметъргумен пръстен, на мястото на монтиране на последния се навива уплътнителна превръзка върху оловната обвивка и бронята. За запечатване се използва импрегнирана с епоксидна смола лента или самозалепваща PVC лента. Широчината на уплътнителната превръзка трябва да бъде с 20-30 mm по-голяма от ширината на уплътнителния гумен пръстен. Краищата на превръзката трябва да бъдат заострени. Горен слойпревръзката и нейните краища са покрити с епоксидно съединение. След това върху превръзката се поставя гумен уплътнителен пръстен, през който преди това е прекаран кабелът и с помощта на фланец и болтове се уплътнява входът на кабела.
5.3. Кабелната фуния се натиска върху края и се свързва към входното устройство.
5.4. Заземителната скоба от поцинкована стомана е поставена върху кабелната броня от външната страна на входното устройство. Скобата е плътно затегната и свързана към външната заземителна клема на корпуса на електрическото оборудване с помощта на меден проводник.
5.5. Общ изглед на сухото завършване на кабела на входното устройство е показан на фиг. 5.
Фиг.5. Общ изглед на сухото завършване на кабела на входното устройство
Фиг.5. Общ изглед на сухото завършване на кабела на входното устройство:
1 - уводна кутия; 2 - чрез шпилки; 3 - заземителен щифт; 4 - фуния; 5 - скоба за заземяване на оловната обвивка; 6 - гумен пръстен; 7 - уплътнителен фланец; 8 - скоба за заземяване на бронята; 9 - земен джъмпер
6. Крайно завършване на брониран кабел с хартиена изолация с гумени ръкавици
6.1. Необходимите материали за монтаж на накрайници са дадени в таблица 5.
Таблица 5
|
Име на материала |
Количество |
Забележка |
|
Наиритни тръби (ръкавици), бр. |
||
|
Форма, парче |
В зависимост от вида на прекратяването |
|
|
Епоксидно съединение K-115 MRTU-6-05-1251-69 или TU-6-05-041-358-72 или K-176 (STU-130-14148-63), kg |
||
|
Втвърдител (TU6-02-594-70), g |
||
|
Заземителен проводник с кабелен накрайник, бр. |
||
|
Поцинкована стоманена тел 1,5 mm (GOST 1526-70), g |
||
|
Лента за пазене (GOST 4514-71), m |
||
|
Сурови нишки (GOST 6309-73), m |
||
|
Усукан канап (GOST 18403-73), m |
||
|
PVC лента (GOST 16214-70), m |
||
|
Накрайници (GOST 7386-70), бр. |
||
|
Технически салфетки 300x300 (GOST 11680-65), бр. |
||
6.2. Гумените ръкавици със специален дизайн са предназначени да предпазват хартиената изолация на жилата при рязане на кабела от влага. Изработени са от масло- и озоноустойчива гума тип Nairit (фиг. 6).
Фиг.6. Общ изглед на гумена ръкавица
Фиг.6. Общ изглед на гумена ръкавица
Изборът на размера на ръкавиците в зависимост от напречното сечение на кабелните жила се извършва съгласно таблица 6.
Таблица 6
|
Тип- |
Сечение на кабела, mm |
Размери, мм |
|||||
Процесът на плащане е в процес на приключване.
Пълният текст на документа ще бъде достъпен за вас веднага след потвърждаване на плащането.
След като плащането бъде потвърдено, страницата ще автоматично се актуализираобикновено отнема не повече от няколко минути.
Извиняваме се за причиненото неудобство.
Ако пари в бройбяха отписани, но не беше предоставен текстът на платения документ, моля свържете се с нас за помощ: [имейл защитен]
Ако процедурата за плащане на уебсайта на платежната система не е завършена, в брой
средствата НЯМА да бъдат дебитирани от вашата сметка и ние няма да получим потвърждение за плащане.
В този случай можете да повторите покупката на документа чрез бутона вдясно.
Възникна грешка
Плащането не е извършено поради техническа грешка, средства от вашата сметка
не са били отписани. Опитайте да изчакате няколко минути и повторете плащането отново.
Кабелни накрайници, проектирани за перфектна изолация захранващи проводницина границата на връзката с електрическата инсталация. Изпълнението на тази работа е задължително за работата и взаимодействието на всички звена на електрическите инсталации.
Кабелните накрайници са ключов въпрос за пълноценната работа на елементите на електроинсталацията. Необходимостта от тази стъпка се дължи на факта, че за пълно запечатване на кабела близо до връзката на неговите сърцевини с различни елементиелектрически инсталации. Има няколко вида кабелни терминатори, които имат същата цел, но различни начиниекзекуция. Всичко зависи от условията на употреба, както и от факторите на околната среда.
Разновидности на кабелни накрайници
Завършване на кабели в стоманени фунии
Този тип завършване се използва при номинално напрежение до 10 kV. Като маркировка се използва съкращението KVB. Може да се използва във всяка стая, както с отопление, така и без него, но при условие, че няма влажност. Този кабелен край има три версии:
- KVBm– тази версия се характеризира с малка овална фуния, без капак и не използва порцеланови втулки;
- KVBk- има кръгла фуния и на изхода кабелните жила са разположени на еднакво разстояние една от друга под ъгъл 1200 (под формата на равностранен триъгълник);
- KWBO- има овална фуния, а на изхода всички жила на кабела са в един ред.
Порцелановите втулки не се използват само ако Номинално напрежениее не повече от 1 kV. При захранване с напрежение 3, 6, 10 kV този аксесоар е необходим.
Този тип вграждане е популярен сред специалистите, тъй като не изисква покупка. допълнителни материалии средства, защото всичко необходимо за работа е налично в домакинство. За работа до 1 kV се използва версията KVBm (с малка фуния), която не изисква порцеланови втулки.
Процедура за завършване в стоманена фуния

Фигурата показва напредъка на въпросната работа под формата на миниатюра. Нека опишем подробно какво трябва да се направи на всеки етап:
- Отстранете мръсотията от кабелната секция за стоманената фуния и я поставете върху кабела.
- Третирайте голи кичури със смес MP1, доведена до температура 1300C.
- Внимателно изолирайте разхлабените ленти една от друга с електрическа лента и след това плъзнете фунията до това място.
- към бронята и обвивката на кабела, обвивайки го с тел, след това запоявайки.
- На мястото, където трябва да бъде поставена най-тясната част на фунията, е необходимо да навиете смолистата лента в конусовидна форма за по-надеждна фиксация.
- При навиване на лентата от смола, след 3-4 оборота, опънете заземителния кабел.
- Разделете сърцевините на еднакво разстояние и напълнете фунията със специална смес.
Терминиране на кабели в гумени ръкавици
Този тип прекратяване е предназначен за умерено външни условияИ . Разстоянието между възлите за свързване трябва да бъде не повече от 10 метра. Максимално допустимото напрежение е 1 kV. Гумените ръкавици са изработени от гума PL-118-11.

Дизайнът на KVR уплътнението (a) и вида на гумените ръкавици за трижилни и четирижилни кабели: 1 - накрайник, 2, 11 - намотки от PVC лента, 3 - гумена тръба от найрит, 4 - кабелна сърцевина, 5 - ръкавица, 6 - скоба, 7 - заземяващ проводник, 8 - броня, 9 - кабелна обвивка, 10 - уплътнение с маслоустойчива гумена лента, 12 - изолация на колана, 13 - превръзка, 14 - пръст на ръкавицата, 15 - тяло на ръкавицата, 16 - процес за четвъртата жила на четирижилен кабел

Как да направите крайно уплътнение в гумени ръкавици:
- Нарязаните жила на кабела внимателно, поотделно, се увиват с електрическа лента, за да се фиксира хартиената изолация и да се улесни издърпването им в пръстите на ръкавицата.
- Кабелът се увива няколко пъти с основата на ръкавицата на разстояние 2,5-3 см в зависимост от вида на ръкавицата.
- На кабела, непосредствено зад границата на ръкавицата, се правят 2 разреза, изолацията се отстранява и след това се нанася превръзка от нишки.
- Основата на ръкавицата се награпява с пила, а мястото на залепване се обезмаслява.
- На мястото на ръкавицата се нанася лепило и се издърпва върху това място.
- Основата на ръкавицата е фиксирана със специална скоба.
Крайно завършване на кабели с епоксидна смес
Разглежданият тип вграждане е доста лесен за производство и също така е отличен технически спецификации. Обозначава се с комбинация от букви KVE. Може да се използва за кабели с ток не повече от 10 kV в различни сгради и дори на открити пространства. Това завършване се прави чрез временно поставяне на куха конична форма върху кабела, която трябва да бъде запълнена с епоксидна смес.
Този печат може да бъде изработен в четири варианта:
- КВЕН- сърцевините са защитени с найритни гумени тръби и се използват в помещения с ниска влажност.
- КВЕД– върху сърцевините се нанасят слоеве от полиетилен и поливинилхлорид. Тази версия може да се използва във всяка среда, включително отворено пространствос висока влажност.
- КВЕП- изход от тялото на проводници с изолационно покритие, които са запоени към многожилните проводници. Използва се при всякакви условия, но при напрежение до 1 kV.
- КВЕЗ– Върху кабелните жила от хомогенна тел се поставят найритови тръби. Максималното напрежение е до 1 kV и може да се използва при условия висока влажноств открито пространство.


Нарязване на кабели за монтаж на накрайници KVEp (a) и KVEZ (b): 1 - сърцевина във фабрична изолация, 2 - изолация на колан, 3 - обвивка, 4 - кабелна броня
Завършване на кабела с PVC ленти
Това завършване на кабела се извършва чрез нанасяне на лак или PVC ленти (маркировка KVV). Може да се прилага в различни климатични условия, но без директен контакт с утайката и при температури от 50С до 400С. Използваното напрежение може да бъде до 10 kV.
Освен това този тип може да се използва само при разлика във височината до 10 метра. PVC лентите могат да бъдат както лепкави (дебелина до 0,3 мм и ширина до 20 мм), така и незалепващи (дебелина 0,4 мм при ширина 25 мм).
Кабелните накрайници се фиксират чрез запояване или заваряване към жилата на кабела. Накрайниците трябва да бъдат покрити с фабрична изолация. На кабелната секция повърхността се почиства с ширина, равна на ширината на върховете, и се смазва с кварц-вазелинова паста. След извършените действия върху сърцевината се поставя накрайник и се притиска с помощта на кримпващ механизъм.
 (1оценки, средно: 5,00от 5)
(1оценки, средно: 5,00от 5) 

