Κατασκευή ιμάντων καλωδίων. Το τεχνικό χαρακτηριστικό της μονάδας παραγωγής για την οποία αναπτύσσεται αυτή η τεχνολογική διαδικασία είναι η παραγωγή ιμάντων
Ένα σύνολο ανεπτυγμένων καλωδίων και καλωδίων που συνδέονται μεταξύ τους κατά κάποιο τρόπο και, εάν είναι απαραίτητο, είναι εξοπλισμένα με στοιχεία ηλεκτρικής εγκατάστασης (ακίδες, σύνδεσμοι, κ.λπ.) ονομάζεται με τουρνικέ.Ανάλογα με τον σκοπό τους, οι ιμάντες χωρίζονται σε ενδο-μπλοκ και σε διαμπλοκ.
Ζώνες εντός της μονάδαςχρησιμεύουν για ηλεκτρική σύνδεση μεμονωμένων μονάδων, μπλοκ και ηλεκτρικά μέρημέσα στη συσκευή και διαμπλοκχρησιμοποιούνται για την ηλεκτρική σύνδεση διαφόρων ηλεκτρονικών συσκευών και συσκευών σε ένα σύστημα.
Ο σχεδιασμός της εγκατάστασης πλεξούδας πλεξούδας καθορίζεται από τον τύπο του περιβλήματος της συσκευής, τις απαιτήσεις για τη συντήρηση και την επισκευή τους. Ανάλογα με την τοποθέτηση των μονάδων στο περίβλημα, τέτοιες ζώνες μπορεί να είναι: επίπεδες, σταθερές με αποσπώμενες συνδέσεις. Επίπεδη κινητή με μόνιμες συνδέσεις. ογκομετρικό κινητό? ογκομετρικό με κινητές εξόδους. Οι μόνιμες συνδέσεις για εγκατάσταση εντός του μπλοκ χρησιμοποιούνται κυρίως σε ηλεκτρονικό εξοπλισμό που προορίζεται για σκληρές συνθήκες λειτουργίας.
Τυπικός τεχνολογική διαδικασίαη κατασκευή μιας πλεξούδας αποτελείται από κοπή καλωδίων και μονωτικών σωλήνων, τοποθέτηση καλωδίων σε ένα πρότυπο, δέσιμο τους σε μια δέσμη, ανάπτυξη των άκρων των συρμάτων της πλεξούδας και σήμανση, έλεγχος της κατασκευασμένης πλεξούδας (συνέχεια), προστασία της πλεξούδας μονωτική ταινίακαι τον τελικό έλεγχό του (οπτική επιθεώρηση για συμμόρφωση με το πρότυπο και συνέχεια).
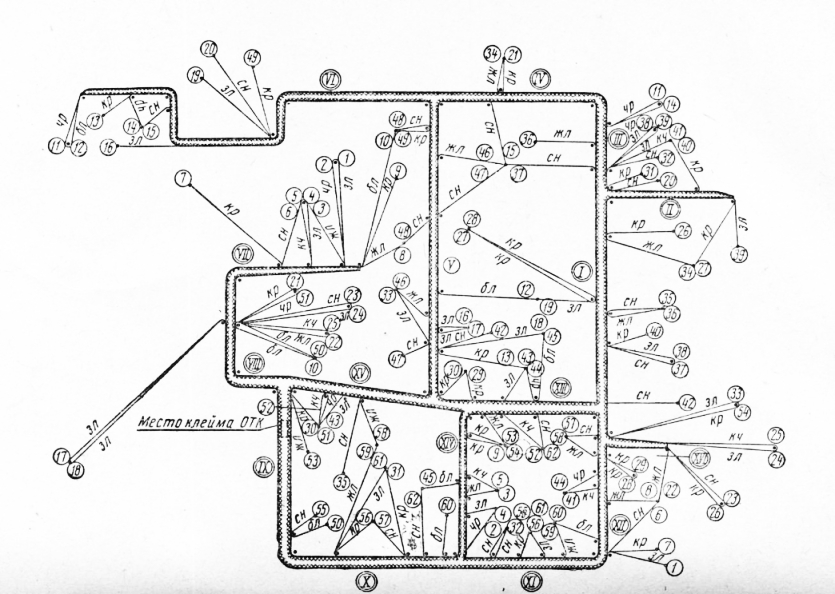
Πρότυπο για την τοποθέτηση των ιμάντωνείναι μια ορθογώνια πλάκα από πλαστικό ή κόντρα πλακέ, στην επιφάνεια της οποίας εφαρμόζεται ένα διάγραμμα καλωδίωσης μέγεθος ζωήςκαι τα άκρα και τα γωνιακά καρφιά είναι ασφαλισμένα (Εικ. 4.8).
Η τοποθέτηση του σύρματος ξεκινά στερεώνοντάς το στο γωνιακό καρφί. Στη συνέχεια, το σύρμα τοποθετείται σύμφωνα με το διάγραμμα της δέσμης, λυγίζοντας το στα γωνιακά καρφιά και στερεώνοντάς το στο ακραίο καρφί. Οι ακίδες έναρξης και τέλους έχουν τον ίδιο αριθμό. Όταν όλα τα καλώδια είναι πάνω στο πρότυπο, δένονται με λινό νήμα.
Σε ιμάντες όπου είναι αδύνατη η αντικατάσταση κατεστραμμένων καλωδίων, παρέχονται εφεδρικά καλώδια, ο αριθμός των οποίων είναι 8-10% του συνολικού αριθμού συρμάτων στην πλεξούδα, αλλά όχι λιγότερο από δύο. Το μήκος και η διατομή των εφεδρικών καλωδίων πρέπει να είναι ίσα με το μεγαλύτερο μήκος και διατομή των συρμάτων που είναι διαθέσιμα στην πλεξούδα. Το μήκος των κλαδιών καλωδίωσης πρέπει να είναι επαρκές για σύνδεση με τους κόμβους και τα στοιχεία του κυκλώματος της συσκευής χωρίς τάση. Επιπλέον, θα πρέπει να έχετε κάποιο επιπλέον μήκος (10-12 mm) για την εκ νέου απογύμνωση και τη συγκόλληση κάθε άκρου του σύρματος.
Κατά την προετοιμασία των ιμάντων, πρέπει να πληρούνται οι ακόλουθες απαιτήσεις:
δύο ή περισσότερα παράλληλα μονωμένα σύρματα που τρέχουν προς την ίδια κατεύθυνση και μήκους άνω των 80 mm πρέπει να είναι δεμένα σε μια δέσμη·
Πρέπει να τοποθετηθούν μακρύτερα καλώδια στο επάνω μέρος της δέσμης έτσι ώστε το κλαδί της δέσμης να βγαίνει από κάτω τους. Στο κεντρικό τμήμα της δέσμης πρέπει να τοποθετηθούν καλώδια μικρών τμημάτων (0,2 mm2).
Ανάλογα με τις συνθήκες λειτουργίας, καθώς και με τη μόνωση των συρμάτων που περιλαμβάνονται στη δέσμη, πρέπει να πλέξετε με κλωστές, πλεξούδες ή ταινίες από συνθετικά υλικά ή να τυλίγετε με ηλεκτρικές μονωτικές ταινίες ή μεμβράνες. Μπορείτε επίσης να χρησιμοποιήσετε ηλεκτρικά μονωτικούς σωλήνες αντί να τυλίξετε με ταινία ή να κάνετε μηχανική και αυτόματη πλέξη δεσμών με νήματα με τάση που δεν καταστρέφει τη μόνωση των συρμάτων.
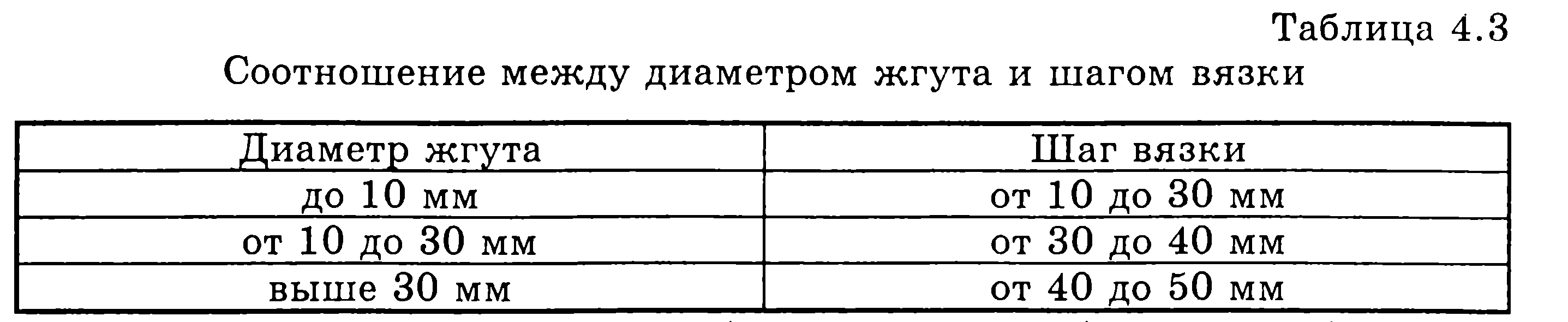
Το βήμα πλέξης των θηλιών του ρυμουλκούμενου εξαρτάται από τη διάμετρο του ρυμουλκούμενου και επιλέγεται από τον Πίνακα 4.3.
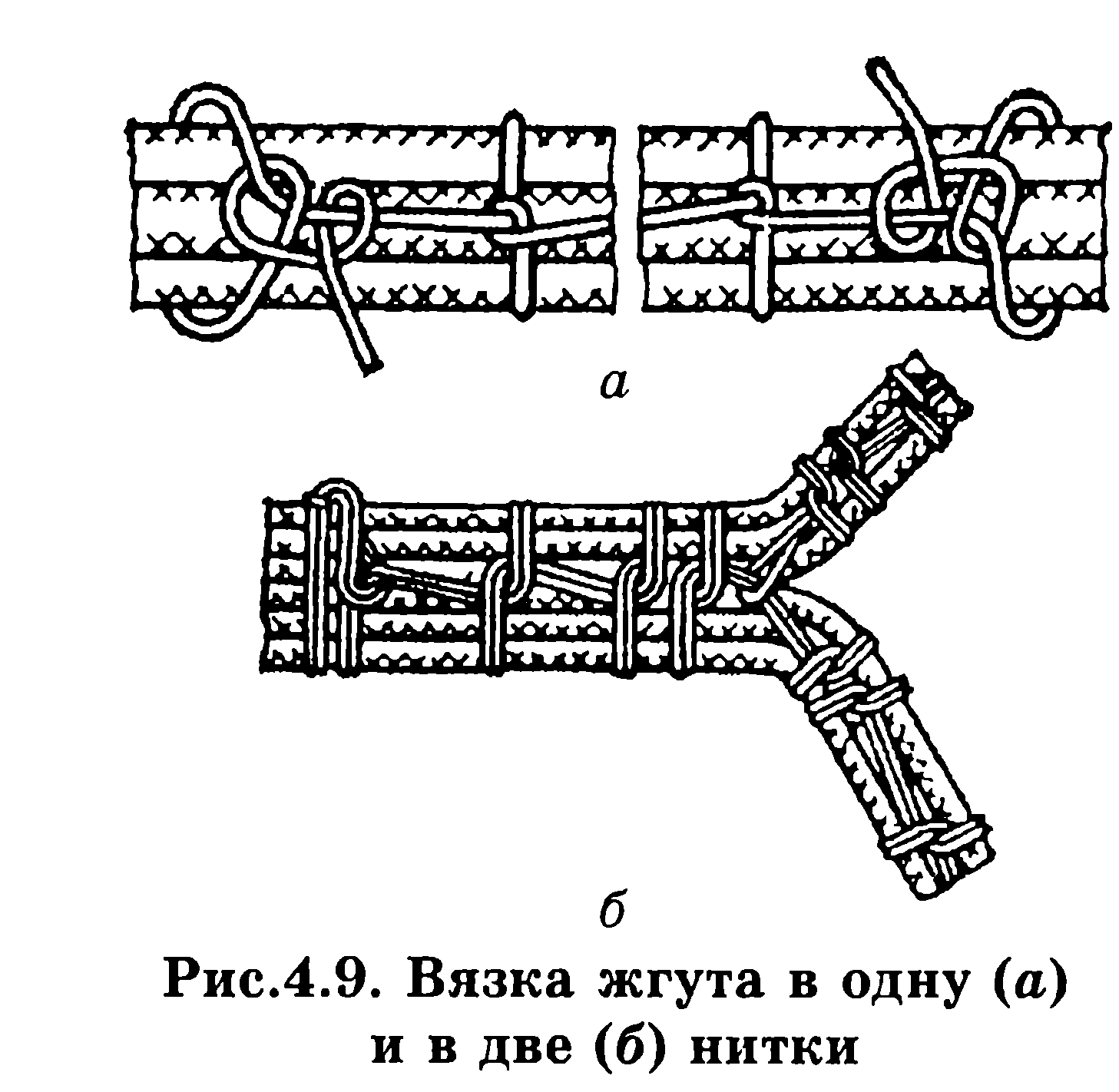
στα σημεία που είναι εκτεθειμένο το τουρνικέ (πριν και μετά από αυτό), πρέπει να γίνονται επίδεσμοι 2-3 θηλιών που τοποθετούνται δίπλα-δίπλα. Στην αρχή και στο τέλος του πλεξίματος θα πρέπει να υπάρχουν και επίδεσμοι, οι οποίοι αποτελούνται από δύο έως πέντε θηλιές και έχουν κόμπους άκρης. Πρέπει να γίνει ένας βρόχος πριν από κάθε καλώδιο που φεύγει από τη δέσμη. Ένα παράδειγμα πλεξίματος και τοποθέτησης με επίδεσμο φαίνεται στο Σχ. 4.9.
Ανάλογα με τον αριθμό των συρμάτων και τη διάμετρο των δεσμίδων, το πλέξιμο πρέπει να γίνεται σε ένα, δύο ή περισσότερα νήματα. Πριν από το πλέξιμο, συνιστάται να τρίβετε ή να μουσκεύετε τις κλωστές με σερεζίνη. Οι κόμποι από λινές κλωστές μετά το πλέξιμο πρέπει να καλύπτονται με κόλλα (για παράδειγμα, BF-4) ή βερνίκι. Τα άκρα των νημάτων από νάιλον πρέπει να λιώσουν μετά το πλέξιμο.
Αφού δέσετε τα καλώδια σε μια δέσμη, στερεώστε τα άκρα τους. Σε αυτή την περίπτωση, όλα τα άκρα των καλωδίων επισημαίνονται σύμφωνα με το διάγραμμα καλωδίωσης.
Σήμανση συρμάτων, προϊόντων καλωδίων και ιμάντωνκατά την ηλεκτρική εγκατάσταση, πρέπει να είναι δυνατός ο έλεγχος ηλεκτρικά κυκλώματα, εύρεση βλαβών και επισκευή εξοπλισμού. Για τη σήμανση χρησιμοποιούνται οι ακόλουθες μέθοδοι: τοποθέτηση συρμάτων με διαφορετικά χρώματα; χρωματισμός ή αρίθμηση σωλήνων πολυβινυλοχλωριδίου που χρησιμοποιούνται για τη σύσφιξη των άκρων της μόνωσης (οι σωλήνες επισημαίνονται σε μηχανή ή οι αριθμοί γράφονται με το χέρι με μελάνι σήμανσης).
τοποθέτηση πλαστικών ετικετών στα καλώδια με σύμβολα των σημείων σύνδεσης.
σήμανση της μόνωσης χρησιμοποιώντας έγχρωμο φύλλο εκτύπωσης (για σύρματα με μόνωση πολυβινυλοχλωριδίου και πολυαιθυλενίου και καλώδια τύπου RK).
χρήση μεταλλικής ετικέτας (κυρίως σε καλώδια τύπου RK).
χρήση κολλητικής ταινίας σήμανσης (επίδεσμος 1,5...3 στροφών ανά σύρμα ή καλώδιο).
Τα σημάδια εφαρμόζονται και στα δύο άκρα του σύρματος, του καλωδίου ή της πλεξούδας στα σημεία σύνδεσής τους. Οι σημάνσεις των συρμάτων, των καλωδίων και των ιμάντων στις ετικέτες, τις ταινίες και τους σωλήνες ή απευθείας στα καλώδια πρέπει να αντιστοιχούν στις σημάνσεις που φαίνονται στο Τεχνικό εγχειρίδιο. Εάν η ετικέτα που τοποθετείται στο σύρμα ή το καλώδιο δεν είναι κολλημένη, δένεται στο σύρμα (καλώδιο) με κόμπο ή θηλιά.
Για να επισημάνετε σύρματα με διάμετρο μόνωσης έως 1 mm, χρησιμοποιήστε έγχρωμους σωλήνες σήμανσης με εσωτερική διάμετρος, που αντιστοιχεί στη διάμετρο του σύρματος.
Η σήμανση των καλωδίων στην πλεξούδα γίνεται χρησιμοποιώντας ετικέτες ή ταινίες από πολυμερή υλικά. Το μήκος των ετικετών ή το πλάτος των ταινιών δεν πρέπει να υπερβαίνει τα 12 mm.
Στη συνέχεια γίνεται έλεγχος της πλεξούδας με δοκιμή, για την οποία συνδέονται με συσκευή (δείκτη) σε σειρά στα άκρα των συρμάτων της πλεξούδας με τους ίδιους αριθμούς.
Η επιθεώρηση σύνθετων δεσμίδων πραγματοποιείται σε ειδικά ημιαυτόματα σταντ σύμφωνα με ένα δεδομένο πρόγραμμα. Όλες οι πληροφορίες σχετικά με αυτόν τον έλεγχο καταγράφονται σε έναν υπολογιστή.
Η στερέωση ιμάντων, συρμάτων και καλωδίων στο σώμα του ηλεκτρονικού εξοπλισμού ή στα στοιχεία του πραγματοποιείται με τη χρήση: συνδετήρων, ταινίες, σφιγκτήρες, κόλλες, μαστίχες, ενώσεις, κλωστές, κορδέλες, πλαστικές αυτοκόλλητες ταινίες.
Οι συνδετήρες, οι ταινίες και οι σφιγκτήρες πρέπει να ταιριάζουν με το σχήμα της ζώνης και να την εμποδίζουν να κινείται όταν στερεώνεται.
Για να μην καταστρέψετε τη μόνωση των συρμάτων κατά τη στερέωση με μεταλλικούς βραχίονες και σφιγκτήρες, είναι απαραίτητο να τοποθετήσετε ελαστικά παρεμβύσματα από μονωτική ουσίαπου προεξέχουν πέρα από την άκρη των στηρίξεων (σφιγκτήρες) κατά τουλάχιστον 1 mm.
Η απόσταση μεταξύ των βραχιόνων ή των σφιγκτήρων κατά τη στερέωσή τους σε γραμμικά τμήματα πρέπει να επιλέγεται ανάλογα με τη διάμετρο της δέσμης (σύρμα ή καλώδιο) στην περιοχή από 100 έως 300 mm. Τα ίδια σύρματα με διατομή μικρότερη από 0,35 mm 2 πρέπει να στερεώνονται με απόσταση μεταξύ των σημείων στερέωσης όχι μεγαλύτερη από 80 mm.
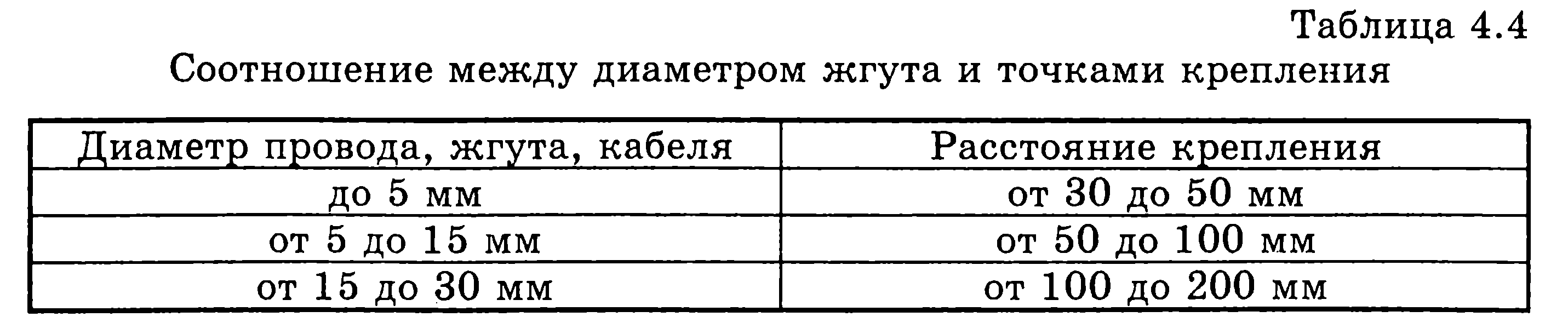
Όταν χρησιμοποιείται κόλλα ή μαστίχα για τη στερέωση συρμάτων, ιμάντων και καλωδίων, η απόσταση μεταξύ των σημείων κόλλησης πρέπει να επιλέγεται ανάλογα με τη διάμετρο του σύρματος (λουρί ή καλώδιο) σύμφωνα με τον Πίνακα 4.4
Κατά την κόλληση, οι ιμάντες με διάμετρο μεγαλύτερη από 15 mm στερεώνονται με σπειρώματα μέσα από μια οπή στο πλαίσιο.
Η διέλευση μιας πλεξούδας, σύρματος ή καλωδίου από μια οπή σε μεταλλικό σασί πρέπει να γίνεται μέσω ενός μονωτικού χιτωνίου που είναι τοποθετημένο στην οπή.
Όταν μετακινείτε καλώδια, ιμάντες και καλώδια από ένα σταθερό μέρος της συσκευής σε ένα κινούμενο (για παράδειγμα, από μια θήκη σε μια πλακέτα ή πίνακα κ.λπ.), συνιστάται η τοποθέτηση τους με τέτοιο τρόπο ώστε τα καλώδια να είναι στριμμένα αντί να λυγίσει όταν αφαιρείται το κινούμενο μέρος. Σε αυτή την περίπτωση, τα κινούμενα μέρη του τουρνικέ δεν χρειάζεται να δένονται και αφήνεται το απαραίτητο περιθώριο σε μήκος.
Συγκόλληση και επικασσιτέρωση: σκοπός, εφαρμογή και φυσικοχημική βάση. Συγκόλληση, ροές της μάρκας και της εφαρμογής τους. Τεχνολογία μαλακής συγκόλλησης σκληρές κολλήσεις, συνθήκες θερμοκρασίας, απαγωγή θερμότητας. Μέθοδοι ομαδικής συγκόλλησης. Εξοπλισμός και εργαλεία: σκοπός, σχεδιασμός και μέθοδοι εργασίας. Μέθοδοι συγκόλλησης καλωδίων διαφόρων εμπορικών σημάτων και τμημάτων. Συγκόλληση με υπερήχους. Συγκόλληση με λέιζερ. Απαιτήσεις για συνδέσεις συγκόλλησης, έλεγχος ποιότητας. Σκοπός και εφαρμογή επικασσιτέρωσης, ποιοτικός έλεγχος. Αυτοματοποίηση διαδικασιών συγκόλλησης και επικασσιτέωσης
Συγκόλληση- φυσική και χημική διαδικασία λήψης μιας ένωσης ως αποτέλεσμα της αλληλεπίδρασης στερεού και υγρού μετάλλου (κόλληση). Τα στρώματα που προκύπτουν από αυτή την αλληλεπίδραση στα όρια της ραφής και των ενωμένων επιφανειών των εξαρτημάτων ονομάζονται συγκολλήσεις. Για να δημιουργηθούν αρμοί, είναι απαραίτητο να αφαιρεθούν οι μεμβράνες οξειδίου από τις επιφάνειες που συνδέονται και να δημιουργηθούν συνθήκες για την αλληλεπίδραση στερεών και υγρά μέταλλα. Κατά την κρυστάλλωση του υλικού που έχει έρθει σε αλληλεπίδραση με το υλικό των εξαρτημάτων που συγκολλούνται, περισσότερα εύτηκτη κόλλησηεπιτυγχάνεται μια συγκολλημένη σύνδεση.
Ένα από τα πλεονεκτήματα της συγκόλλησης είναι η δυνατότητα σύνδεσης πολλών στοιχείων που συνθέτουν το προϊόν σε μία μονάδα σε ένα βήμα. Η συγκόλληση, όπως καμία άλλη μέθοδος σύνδεσης, πληροί τις προϋποθέσεις μαζικής παραγωγής. Σας επιτρέπει να συνδέσετε ανόμοια μέταλλα, καθώς και μέταλλα με. γυαλί, κεραμικά, γραφίτης και άλλα μη μεταλλικά υλικά.
Η επικασσιτέρωση είναι η διαδικασία επίστρωσης στοιχείων ηλεκτρικής εγκατάστασης με συγκόλληση (ηλεκτρικά ηλεκτρικά τερματικά, τακάκια επαφής πλακέτες τυπωμένων κυκλωμάτων, επιμεταλλωμένες τρύπες, πυρήνες συρμάτων και καλωδίων εγκατάστασης κ.λπ.) Είναι απαραίτητο να βελτιωθεί η ικανότητα συγκόλλησης των συνδεδεμένων επιφανειών στοιχείων κατά την τοποθέτησή τους.
Για να κάνετε μια σύνδεση συγκόλλησης υψηλής ποιότητας χρειάζεστε:
7. Προετοιμάστε τις επιφάνειες των προς συγκόλληση εξαρτημάτων.
8. Ενεργοποίηση συγκολλημένων μετάλλων και συγκόλλησης.
9. Εξασφαλίστε την αλληλεπίδραση στο όριο «βασικό μέταλλο - υγρή συγκόλληση».
10. δημιουργία συνθηκών για κρυστάλλωση του υγρού μεταλλικού στρώματος της συγκόλλησης.
Η προετοιμασία της επιφάνειας περιλαμβάνει την αφαίρεση μολυσματικών ουσιών και μεμβρανών οξειδίου από αυτήν που παρεμβαίνουν στη διαβροχή με τηγμένη συγκόλληση. Οι μεμβράνες αφαιρούνται μηχανικά ή με χημικά μέσα. Κατά τον μηχανικό καθαρισμό
ένα λεπτό επιφανειακό στρώμα μετάλλου αφαιρείται χρησιμοποιώντας γυαλόχαρτο, συρμάτινη βούρτσα κ.λπ. Για αύξηση της παραγωγικότητας κατά την επεξεργασία μεγάλων επιφανειών (π.χ. πλακέτες τυπωμένων κυκλωμάτων), την επεξεργασία με εκτόξευση νερού ή τον καθαρισμό με περιστρεφόμενες βούρτσες από συνθετικό υλικό στις οποίες εισάγονται λειαντικά σωματίδια χρησιμοποιείται. Η τραχύτητα της επιφάνειας μετά τον μηχανικό καθαρισμό προάγει την εξάπλωση της ροής και της συγκόλλησης, καθώς οι μικρές γρατσουνιές στην επιφάνεια είναι τα μικρότερα τριχοειδή αγγεία.
Χημική επεξεργασία(απολίπανση) η επιφάνεια του προϊόντος πραγματοποιείται σε αλκαλικά διαλύματα ή οργανικούς διαλύτες (ακετόνη, βενζίνη, αλκοόλη, τετραχλωράνθρακα, φρέον, μείγματα αλκοόλης-βενζίνης και αλκοόλης-φρεόν) με σκούπισμα, χαμήλωμα σε λουτρό κ.λπ.
Τα καθαρισμένα μέρη πρέπει να αποστέλλονται αμέσως για επικασσιτέρωση και συγκόλληση, καθώς ο χρόνος αποθήκευσης για τον χαλκό είναι 3-5 ημέρες, για το ασήμι - 10-15 ημέρες.
Η ενεργοποίηση των μετάλλων και της συγκόλλησης που ενώνονται γίνεται με τη βοήθεια διαφόρων ροών, τη δημιουργία ειδικού περιβάλλοντος αερίου ή φυσικές και μηχανικές επιδράσεις (μηχανικές δονήσεις, κραδασμοί υπερήχων κ.λπ.). Η ενεργοποίηση είναι απαραίτητη, καθώς όταν τα μέταλλα θερμαίνονται και η συγκόλληση τήκεται, τα επιφανειακά τους στρώματα αλληλεπιδρούν με το ατμοσφαιρικό οξυγόνο, γεγονός που οδηγεί στο σχηματισμό ενός νέου φιλμ οξειδίου.
Η συγκόλληση με ροές είναι η πιο κοινή. Η λειωμένη ροή εξαπλώνεται πάνω από τη συγκολλημένη επιφάνεια και τη συγκόλληση, τις βρέχει και αλληλεπιδρά μαζί τους, με αποτέλεσμα να αφαιρείται το φιλμ οξειδίου. Αλλά η χρήση ροών μπορεί να οδηγήσει στο γεγονός ότι τα υπολείμματά τους μετά τη συγκόλληση, καθώς και τα προϊόντα της αλληλεπίδρασής τους με μεμβράνες οξειδίου, δημιουργούν εγκλείσματα σκωρίας στη συγκολλημένη ραφή. Αυτό μειώνει την αντοχή της σύνδεσης και οδηγεί σε διάβρωση. Για να αποφευχθεί αυτό, τα υπολείμματα ροής μετά τη συγκόλληση συνήθως ξεπλένονται (σκουπίζονται) με οργανικούς διαλύτες.
Για να εξασφαλιστεί η αλληλεπίδραση στο όριο «βασικό μέταλλο - υγρή συγκόλληση», είναι απαραίτητο να επιτευχθεί καλή διαβροχή της επιφάνειας του βασικού μετάλλου (ηλεκτρικοί ακροδέκτες, πέταλα, σύρματα κ.λπ.) με τηγμένη κόλληση. Η αντοχή, η αντοχή στη διάβρωση και άλλες ιδιότητες συνδέσεις συγκόλλησης. Η διαδικασία διαβροχής και εξάπλωσης της συγκόλλησης επηρεάζεται από ορισμένους τεχνολογικούς παράγοντες (μέθοδος αφαίρεσης του φιλμ οξειδίου, μάρκα ροής που χρησιμοποιείται, τρόπος συγκόλλησης κ.λπ.).
Η κρυστάλλωση του υγρού μεταλλικού στρώματος συμβαίνει μετά την αφαίρεση της πηγής θερμικής ενέργειας. Η διαδικασία κρυστάλλωσης έχει σημαντικό αντίκτυπο στην ποιότητα των αρμών συγκόλλησης.
Συγκόλληση και ροές για συγκόλλησηέχουν σχεδιαστεί για την εκτέλεση τεχνολογικών διεργασιών θερμής επικασσιτέρωσης και συγκόλλησης μη σιδηρούχων και σιδηρούχων μετάλλων και μεταλλικών και μη μεταλλικών υλικών που επιμεταλλώνονται από αυτά. Χωρίζονται σε:
Συγκολλήσεις για συγκόλληση σε χαμηλή θερμοκρασία με σημείο τήξης μικρότερο από 450 °C.
συγκόλληση για φακέλους υψηλής θερμοκρασίας με σημείο τήξης πάνω από 450 °C.
Το σύμβολο για τις μάρκες συγκόλλησης αποτελείται από τα γράμματα "P" ή "Pr" και τα ακόλουθα συντομευμένα ονόματα των κύριων συστατικών: κασσίτερος - Ο, μόλυβδος - C, αντιμόνιο - Su, βισμούθιο - Vi * κάδμιο ή κοβάλτιο - Κ, ασήμι - Cr, χαλκός - M, ίνδιο - In, ψευδάργυρος - C, νικέλιο - N, γάλλιο - Gl, γερμάνιο - G, τιτάνιο - T, χρυσός - Zl, μαγγάνιο - Mts, βόριο - B, φωσφορικά - F, ορείχαλκος ή λίθιο - L, σίδηρος - F , αλουμίνιο - Α. Στη συνέχεια, η περιεκτικότητα του κύριου συστατικού υποδεικνύεται ως ποσοστό της μάζας. Το γράμμα "P", που εμφανίζεται στο τέλος της μάρκας με παύλα, σημαίνει ότι η συγκόλληση έχει αυξημένη καθαρότητα.
Οι κύριες μάρκες κολλήσεων και η θερμοκρασία τήξης τους (T pl) φαίνονται στον Πίνακα 4.5.

Ροέςπροορίζονται για χρήση σε τεχνολογικές διεργασίες συγκόλλησης και θερμής επικασσιτέρωσης για την αφαίρεση της μεμβράνης οξειδίου από συγκολλημένες επιφάνειες και τη συγκόλληση, την προστασία της επιφάνειας των μετάλλων και της συγκόλλησης από την οξείδωση κατά τη διαδικασία συγκόλλησης, καθώς και τη μείωση της επιφανειακής τάσης της λιωμένης κόλλησης στο μέταλλο -Διασύνδεση συγκόλλησης-ροής
Το σύμβολο για τα εμπορικά σήματα των ροών αποτελείται από το γράμμα "F" (ροή) και τη συντομευμένη ονομασία των συστατικών του: Κ - κολοφώνιο, Sp - αλκοόλη, Τ - τριαιθανολαμίνη, Et - οξικός αιθυλεστέρας, C - σαλικυλικό οξύ, Β - βενζοϊκό οξύ , Bf - βοροφθοριούχο κάδμιο (ή ψευδάργυρος), Ρ - πολυεστερική ρητίνη, D - διαιθυλαμίνη, SK - ημικαρβοσίδη, G - γλυκερίνη, Fs - ορθοφωσφορικό οξύ, C - χλωριούχο ψευδάργυρο, Α - χλωριούχο αμμώνιο, Β - νερό, L - λαπρόλη , Kp - καταπίνη, Μ - μηλεϊνικό οξύ.
Οι ροές είναι χαμηλής θερμοκρασίας (θερμοκρασία χρήσης μικρότερη από 450 °C) και υψηλής θερμοκρασίας (θερμοκρασία χρήσης πάνω από 450 °C). Ανάλογα με τη διαβρωτική επίδραση στο μέταλλο που συγκολλάται, χωρίζονται στις ακόλουθες ομάδες: μη διαβρωτικά ανενεργά, μη διαβρωτικά ασθενώς ενεργά, ελαφρώς διαβρωτικά ενεργά, διαβρωτικά ενεργά, εξαιρετικά διαβρωτικά.
Για να αποφευχθεί η διάβρωση της σύνδεσης πεδίου, τα υπολείμματα διαβρωτικών και ακόμη και ελαφρώς διαβρωτικών ροών πρέπει να αφαιρούνται αμέσως μετά τη συγκόλληση. Οι ροές αφαιρούνται με υγρά στα οποία διαλύονται. Για ορισμένες μάρκες ροών αυτό μπορεί να είναι οργανικούς διαλύτες, για άλλους - νερό.
Οι πιο κοινές μάρκες ροών δίνονται στον Πίνακα 4.6.


Εκτός από τις ροές, προστατευτικά υγρά (για παράδειγμα, ZhZ-1, ZhZ-2, TP-22) χρησιμοποιούνται για την προστασία της επιφάνειας της λιωμένης συγκόλλησης χαμηλής θερμοκρασίας από την οξείδωση σε λουτρά επικασσιτέρωσης και συγκόλλησης. Είναι ένα μείγμα ελαίων πετρελαίου με οργανικά συστατικά.
Η ποιότητα των κολλήσεων και των ροών συγκόλλησης καθορίζεται από τα τεχνολογικά χαρακτηριστικά: συντελεστής διασποράς (K p) και χρόνος διαβροχής (t CM). Συντελεστής K p = S p /Sq, όπου S p είναι η περιοχή που καταλαμβάνει η συγκόλληση. πλ - περιοχή μη λιωμένης συγκόλλησης στην αρχική κατάσταση. tCM - χρόνος κατά τον οποίο το στοιχείο στερέωσης επικασσιτερώνεται (δεν πρέπει να είναι περισσότερο από 3 δευτερόλεπτα).
Τεχνολογία συγκόλλησης με μαλακές και σκληρές κολλήσεις, συνθήκες θερμοκρασίας, απαγωγή θερμότητας.Η τεχνολογική διαδικασία συγκόλλησης αποτελείται από τις ακόλουθες λειτουργίες:
προετοιμασία των επιφανειών των συνδεδεμένων στοιχείων για συγκόλληση. στερέωση των συνδεδεμένων στοιχείων το ένα στο άλλο. Εφαρμογή μιας δόσης ροής και συγκόλλησης. θέρμανση εξαρτημάτων σε μια δεδομένη θερμοκρασία και διατήρηση για ορισμένο χρόνο. *
ψύξη του συγκολλημένου συνδέσμου χωρίς μετατόπιση των μερών του.
καθαρισμός σύνδεσης? έλεγχος ποιότητας συγκόλλησης.
Για την ηλεκτρική εγκατάσταση του εξοπλισμού χρησιμοποιούνται μαλακές συγκολλήσεις (χαμηλής θερμοκρασίας) (βλ. Πίνακα 4.5). Επομένως, οι συνθήκες θερμοκρασίας για τη χρήση τους εξαρτώνται από την επιτρεπόμενη θερμοκρασία για εκείνα τα στοιχεία που συμμετέχουν στην εγκατάσταση. Η συγκόλληση μπορεί να γίνει με κολλητήρι ή σε λουτρά λιωμένης κόλλησης. Κατά την επικασσιτέρωση και τη συγκόλληση με τηγμένη συγκόλληση, η απαιτούμενη θερμοκρασία μπάνιου αυξάνεται για κάθε μάρκα συγκόλλησης σύμφωνα με τον τύπο
tп = tнк + (45...80) °С,
Οπου tn - θερμοκρασία συγκόλλησης, tHK - Θερμοκρασία έναρξης κρυστάλλωσης (πρώτο ψηφίο T pl στον πίνακα 4.5). Η ποσότητα περίσσειας (45...80) °C παραπάνω tHK εξαρτάται από τη μάζα του συγκολλημένου προϊόντος, τον χρόνο βύθισης, τη χρησιμοποιούμενη ροή, τους περιορισμούς στις θερμικές επιδράσεις σύμφωνα με τις τεχνικές προδιαγραφές για προϊόντα ηλεκτρικής ενέργειας.
Για να αποφευχθεί η υπερθέρμανση του συγκολλημένου ERE, χρησιμοποιείται μια ψύκτρα, η οποία στερεώνεται στους ακροδέκτες ERE κατά τη διάρκεια της συγκόλλησης.
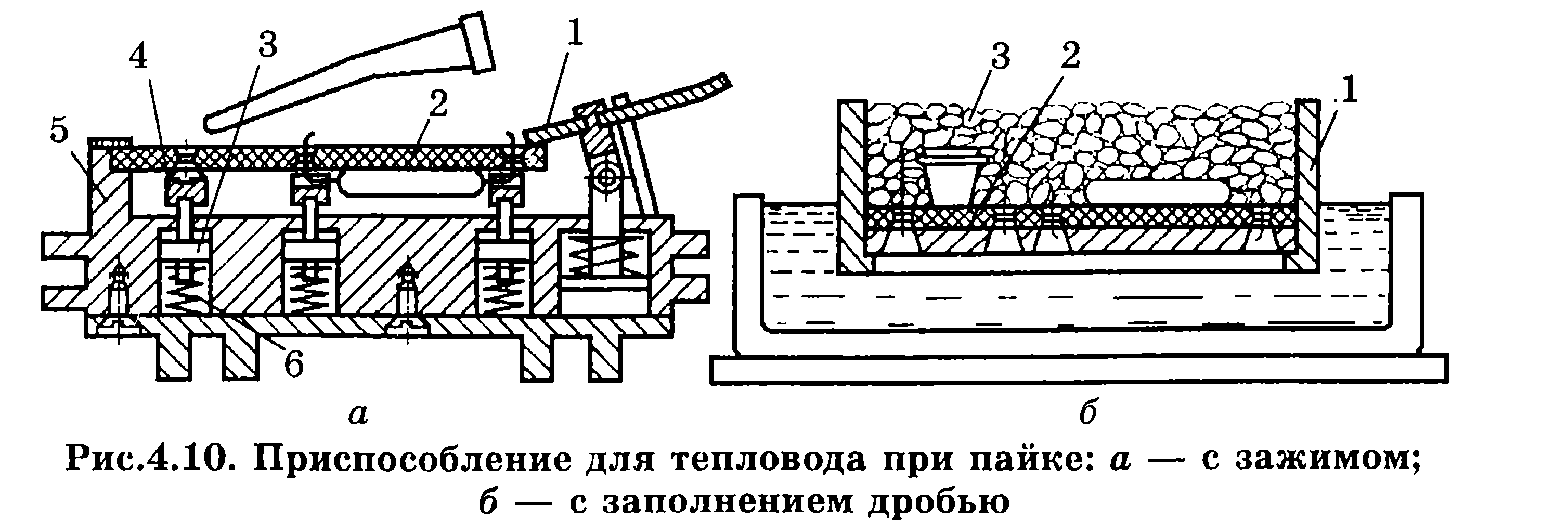
Υπάρχουν και άλλες μέθοδοι αφαίρεσης θερμότητας κατά τη διάρκεια ατομικής και ομαδικής συγκόλλησης πλακών κυκλωμάτων. Πλακέτα κυκλώματος 2 (Εικ. 4.10, ΕΝΑ) εγκαθίσταται στο εξάρτημα 5, κατασκευασμένο με χύτευση με έγχυση σε μορφή θερμικού μπλοκ. Ενσωματωμένα στο περίβλημα υπάρχουν ράφια 3, που πιέζονται από ελατήρια 6, τα οποία φέρουν υποδοχές χαλκού στήριξης 4 στην κορυφή, οι οποίες έχουν υποδοχές για καλώδια. Η πλακέτα στερέωσης 2 είναι εγκατεστημένη σε αυτές τις σχάρες ψύκτρας έτσι ώστε τα καλώδια των ραδιοστοιχείων να εφαρμόζουν στις υποδοχές των υποδοχών. Η πλακέτα στερεώνεται στη συσκευή περιστρέφοντας τη ράβδο σύσφιξης 1. Έτσι, κατά την περίοδο μεμονωμένης συγκόλλησης, η θερμότητα αφαιρείται από ολόκληρο το σώμα της συσκευής.
Κατά την ομαδική συγκόλληση αρθρωτών στοιχείων σε μια πλακέτα κυκλώματος, χρησιμοποιείται μια μέθοδος αφαίρεσης θερμότητας, η οποία πραγματοποιείται χρησιμοποιώντας σύρμα αλουμινίου με διάμετρο 3 mm (Εικ. 4.10, σι). Η βολή 3 χύνεται στη θήκη 1, στην οποία εισάγεται η πλακέτα κυκλώματος 2 πριν από την ομαδική συγκόλληση με εμβάπτιση ή υδροστατική μέθοδο. Στο τέλος της συγκόλλησης, η βολή χύνεται έξω.
Οι σκληρές (υψηλής θερμοκρασίας) συγκολλήσεις χρησιμοποιούνται για τη δομική συγκόλληση μηχανικών αρμών στην κατασκευή μεγάλων εξαρτημάτων (για παράδειγμα, σασί, περιβλήματα κ.λπ.). Η συγκόλληση μηχανικών αρμών σε υψηλή θερμοκρασία πραγματοποιείται σε πεδία ρεύματος υψηλής συχνότητας (HFC), σε φούρνους ή λουτρά με λιωμένο αλάτι.
Επαγωγική συγκόλληση (HFC).Η τεχνολογική συσκευή για επαγωγική συγκόλληση ή συγκόλληση με ρεύματα υψηλής συχνότητας (HFC) είναι ένας επαγωγέας, ο οποίος είναι ένα πηνίο κατασκευασμένο από εξαιρετικά αγώγιμο σωληνοειδές υλικό μέσω του οποίου αντλείται ψυκτικό. Ως εξοπλισμός συγκόλλησης χρησιμοποιείται μια γεννήτρια HDTV. Συνήθως, η επαγωγική συγκόλληση χρησιμοποιείται για τη σύνδεση στοιχείων που λειτουργούν σε υπερυψηλές συχνότητες (μικροκύματα), για παράδειγμα, κυματοδηγούς μικροκυμάτων. Η ποιότητα της σύνδεσης αυξάνεται όταν η διαδικασία συγκόλλησης πραγματοποιείται σε κενό ή σε προστατευτικό περιβάλλον αερίου (υδρογόνο, άζωτο ή μείγμα και των δύο). Το μεγάλο μειονέκτημα της συγκόλλησης HDTV είναι η ανάγκη ειδικές συσκευέςγια κάθε μονάδα συναρμολόγησης.
Συγκόλληση σε φούρνουςμε ελεγχόμενη ατμόσφαιρα εξασφαλίζει ομοιόμορφη θέρμανση. Η θέρμανση των συγκολλημένων υλικών πραγματοποιείται σε ενεργό αέριο περιβάλλον. Σε αυτή την περίπτωση, το fluxing δεν μπορεί να χρησιμοποιηθεί.
Συγκόλληση σε λουτράμε λιωμένο αλάτι χρησιμοποιείται για τη συναρμολόγηση προϊόντων μεγάλου μεγέθους. Η σύνθεση του τήγματος επιλέγεται με τέτοιο τρόπο ώστε να παρέχει επιθυμητή θερμοκρασίακαι είχε μια επίδραση ροής στις επιφάνειες που ενώνονται. Τα συγκροτήματα που συναρμολογούνται για συγκόλληση (το διάκενο μεταξύ των συγκολλημένων μερών πρέπει να είναι εντός 0,05...0,1 mm) προθερμαίνονται σε φούρνο σε θερμοκρασίες 80...100 °C κάτω από το σημείο τήξης της συγκόλλησης. Αυτό είναι απαραίτητο για την αποφυγή παραμόρφωσης των εξαρτημάτων, καθώς και για τη διατήρηση της θερμοκρασίας στο μπάνιο. Αφού εμποτιστεί στο τήγμα για 0,5...3 λεπτά, το τμήμα μαζί με τη συσκευή αφαιρείται από το λουτρό και ψύχεται και στη συνέχεια πλένεται καλά με νερό για να αφαιρεθούν τα υπολείμματα ροής.
Μέθοδοι ομαδικής συγκόλλησης.Οι μέθοδοι ομαδικής συγκόλλησης στην παραγωγή ηλεκτρονικών συσκευών ταξινομούνται ανάλογα με τις πηγές θερμικής ενέργειας, που είναι ο κύριος παράγοντας σχηματισμού συγκολλήσεων (Εικ. 4.11). Η συγκόλληση στοιχείων με ακροδέκτες ακίδων, που τοποθετούνται σε πλακέτες τυπωμένων κυκλωμάτων, σε συνθήκες συνεχούς παραγωγής πραγματοποιείται με δύο μεθόδους: με εμβάπτιση και με κυματική συγκόλληση.

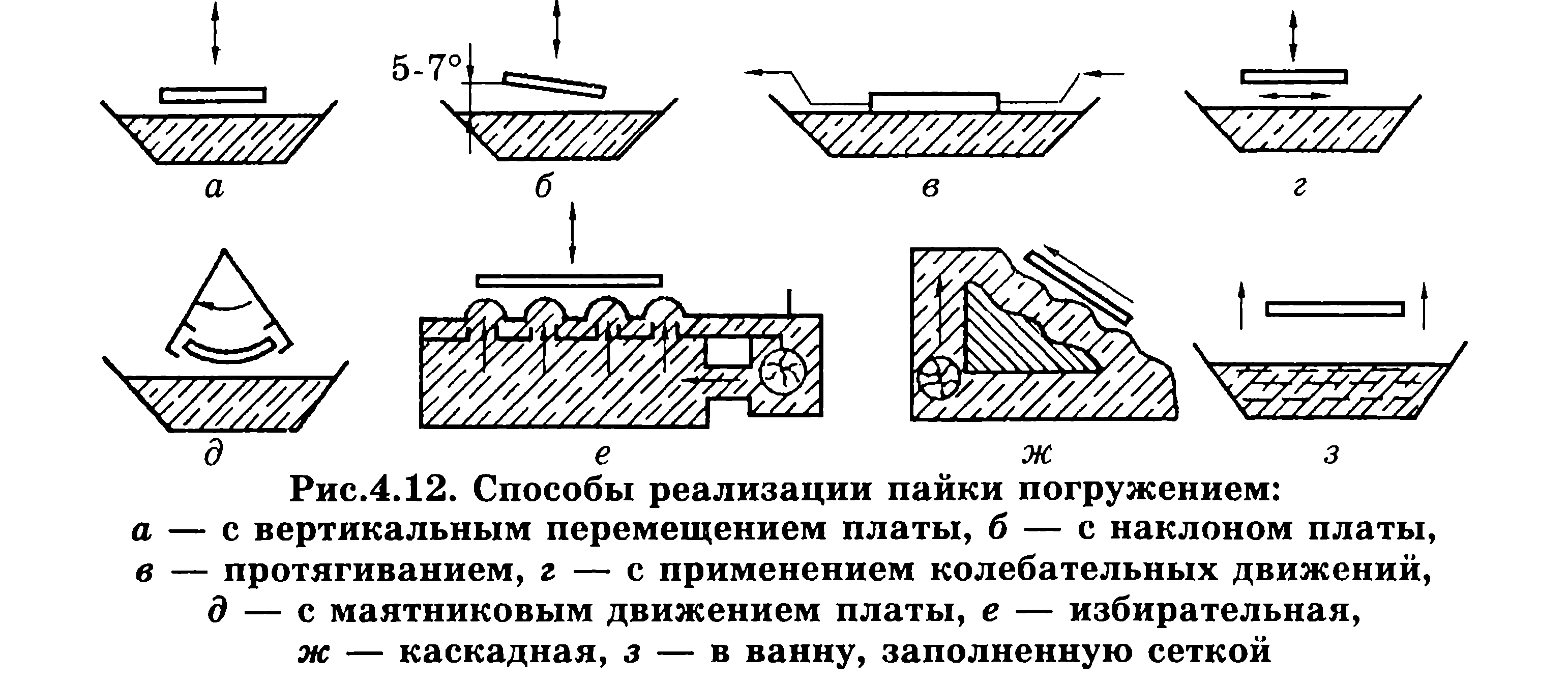
Διαφορετικές παραλλαγέςΗ υλοποίηση των μεθόδων ομαδικών φακέλων φαίνεται στο Σχ. 4.12. Κατά τη συγκόλληση, η πλακέτα τυπωμένου κυκλώματος βυθίζεται σε λιωμένη κόλληση σε βάθος (0,4...0,6) για 2...4 δευτερόλεπτα η, Οπου η - πάχος σανίδας. Ως αποτέλεσμα του τριχοειδούς φαινομένου, οι οπές στερέωσης γεμίζουν με συγκόλληση (Εικ. 4.12, ΕΝΑ). Η ταυτόχρονη έκθεση ολόκληρης της επιφάνειας της πλακέτας σε θερμοκρασία οδηγεί σε υπερθέρμανση και μπορεί να προκαλέσει αυξημένη παραμόρφωση. Για να μειωθεί η περιοχή δράσης της συγκόλλησης, μια ειδική μάσκα (από χαρτί ή υαλοβάμβακα) είναι κολλημένη στην σανίδα στην πλευρά στερέωσης, η οποία έχει οπές για τα μαξιλάρια επαφής. Ο υπόλοιπος διαλύτης ροής που εισέρχεται στη συγκόλληση εξατμίζεται γρήγορα, γεγονός που οδηγεί σε τοπικές αστοχίες. Για να μειωθεί ο αριθμός των μη συγκολλημένων εξαρτημάτων, χρησιμοποιείται συγκόλληση με εμβάπτιση με την πλακέτα σε κλίση (γωνία 5... 7°) (Εικ. 4.12, σι) ή εφαρμόστε μηχανικούς κραδασμούς στην πλακέτα με συχνότητα 50...200 Hz και πλάτος 0,5...1 mm (Εικ. 4.12, d, ρε). Καλά αποτελέσματα μπορούν να επιτευχθούν τραβώντας την σανίδα κατά μήκος του καθρέφτη συγκόλλησης (Εικ. 4.12, V). Σε αυτή την περίπτωση, η σανίδα τοποθετείται στο εξάρτημα υπό γωνία 5°, βυθίζεται στη συγκόλληση και τραβιέται κατά μήκος της επιφάνειάς της. Αυτή η μέθοδος δημιουργεί κατάλληλες συνθήκες για την απομάκρυνση των προϊόντων οξείδωσης.
Επιλεκτική συγκόλληση(Εικ. 4.12, μι) παρέχει επιλεκτική παροχή συγκόλλησης στα συγκολλημένα μέρη μέσω ειδικών καλουπιών από ανοξείδωτο χάλυβα. Μεταξύ της σανίδας και των φίλτρων υπάρχει ένα στρώμα από καουτσούκ ανθεκτικό στη θερμότητα. Με την επιλεκτική συγκόλληση, η θερμοκρασία της πλακέτας και η θέρμανση των ηλεκτρικών εξαρτημάτων μειώνονται και η κατανάλωση συγκόλλησης μειώνεται, αλλά το κόστος κατασκευής ειδικών μήτρων μπορεί να είναι σημαντικό.
Κυματική συγκόλλησηείναι η πιο κοινή μέθοδος ομαδικής συγκόλλησης. Σε αυτή την περίπτωση, η πλακέτα κινείται απευθείας γραμμικά κατά μήκος της κορυφής του κύματος συγκόλλησης. Τα πλεονεκτήματά του είναι η υψηλή παραγωγικότητα και ο σύντομος χρόνος αλληλεπίδρασης μεταξύ της συγκόλλησης και της πλακέτας, που μειώνει την υπερθέρμανση του ηλεκτρικού στοιχείου και τη στρέβλωση του διηλεκτρικού. Ένας τύπος κυματικής συγκόλλησης είναι η συγκόλληση καταρράκτη (Εικ. 4.12, g), στην οποία χρησιμοποιούνται πολλά κύματα.
Η υψηλής ποιότητας συγκόλληση εξασφαλίζεται με τη μέθοδο βύθισης της σανίδας σε λουτρό που περιέχει πλέγμα με κυψέλες 0,2x0,2 mm, για παράδειγμα, από νικέλιο (Εικ. 4.12, η). Όταν η σανίδα αγγίζει το πλέγμα, η συγκόλληση πιέζεται μέσα από τις κυψέλες και, υπό τη δράση του τριχοειδούς φαινομένου, εισέρχεται στο κενό μεταξύ των καλωδίων και των επιμεταλλωμένων οπών. Όταν μετακινείται προς τα πίσω, η περίσσεια συγκόλλησης τραβιέται στα τριχοειδή αγγεία του πλέγματος, γεγονός που αποτρέπει την εμφάνιση "παγώνων".
Εξοπλισμός και εργαλεία: σκοπός, σχεδιασμός και μέθοδοι εργασίας.Ανάλογα με τον τύπο παραγωγής, η συγκόλληση πραγματοποιείται μεμονωμένα χρησιμοποιώντας θερμαινόμενο συγκολλητικό σίδερο ή χρησιμοποιώντας διάφορες ομαδικές μεθόδους.
Συγκόλληση με κολλητήριχρησιμοποιείται για ηλεκτρικές εγκαταστάσεις σε απλή ή μικρής κλίμακας παραγωγή.
Σχέδιο ηλεκτρικό κολλητήριφαίνεται στο Σχ. 4.13. Απαιτείται καθεστώς θερμοκρασίαςγια μεμονωμένη συγκόλληση, διασφαλίζεται από τα θερμοφυσικά χαρακτηριστικά του συγκολλητικού σιδήρου που χρησιμοποιείται: τη θερμοκρασία του άκρου εργασίας του άκρου (άκρο 1 στο Σχ. 4.13), τη σταθερότητα αυτής της θερμοκρασίας, η οποία διατηρείται με τη χρήση θερμοστοιχείου 4 και ισχύς του θερμαντικού στοιχείου 14.
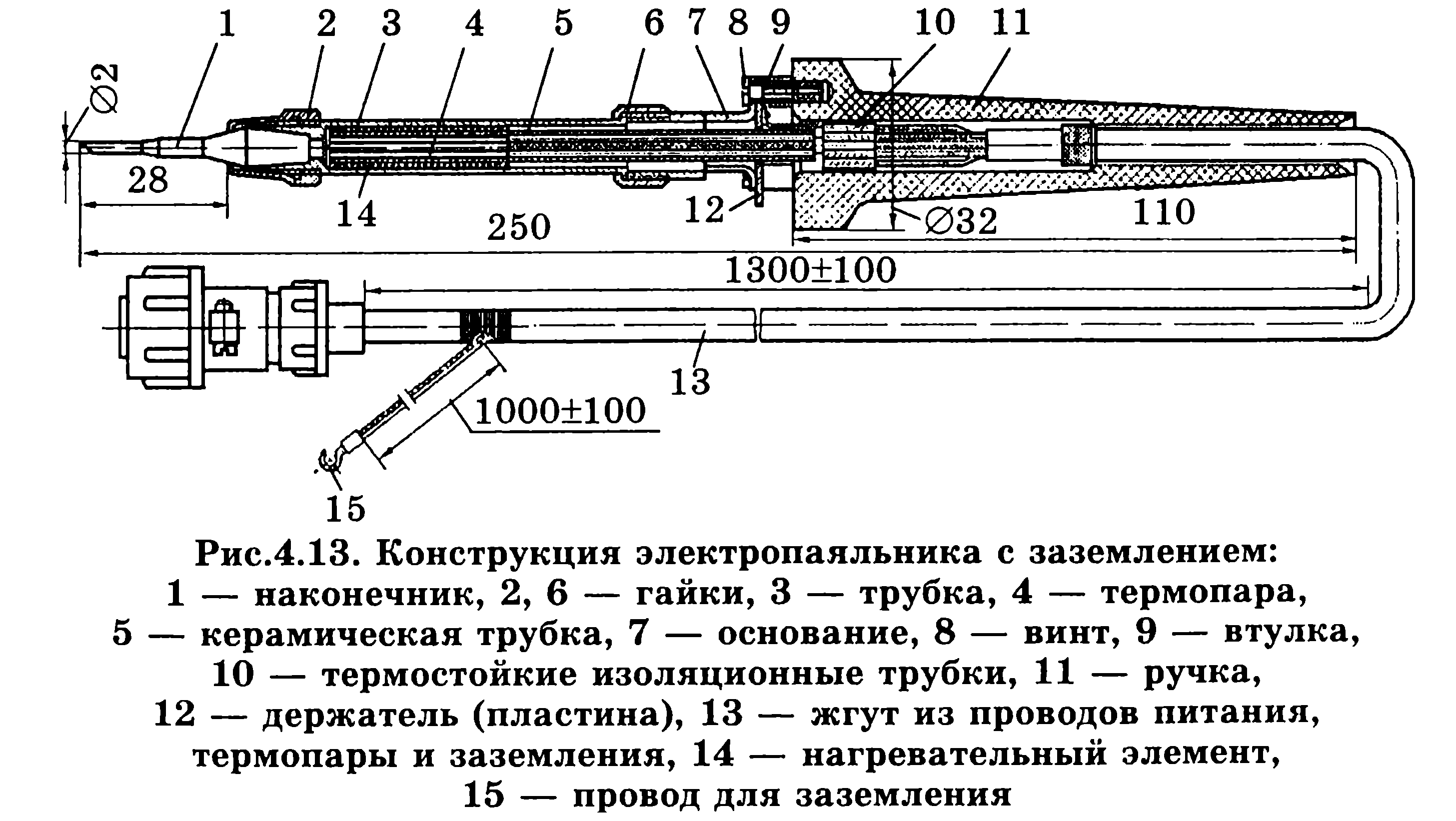
Η θερμοκρασία του άκρου εργασίας του άκρου ρυθμίζεται 30... 100 °C πάνω από τη θερμοκρασία τήξης της συγκόλλησης, καθώς κατά τη διαδικασία συγκόλλησης η θερμοκρασία του άκρου του συγκολλητικού σιδήρου μειώνεται λόγω του κόστους θερμότητας κατά τη θέρμανση των συγκολλημένων εξαρτημάτων. Η συνιστώμενη ισχύς των κολλητήριων για τη συγκόλληση μικροκυκλωμάτων είναι 4... 18 W, για συγκρότημα τυπωμένου κυκλώματος 25...60 W, για συγκόλληση καλωδίων (λουριά) 50... 100 W.
Οι άκρες του συγκολλητικού σιδήρου χρησιμοποιούν χαλκό, ο οποίος είναι επιμεταλλωμένος με ένα στρώμα νικελίου για να αυξήσει την αντοχή του στη φθορά. Ακολουθία της διαδικασίας συγκόλλησης με συγκολλητικό σίδερο:ρίξτε τα στοιχεία της σύνδεσης του συγκροτήματος χρησιμοποιώντας μια βούρτσα βουτηγμένη σε ροή υγρού. θερμάνετε τα στοιχεία της σύνδεσης εγκατάστασης αγγίζοντας τα με μια άκρη συγκολλητικού σιδήρου. τοποθετήστε μια ράβδο συγκόλλησης στη ζώνη συγκόλλησης. αντέχουν στη θέρμανση έως ότου η συγκόλληση φτάσει σε κανονική διάδοση και γεμίσει όλα τα κενά μεταξύ των επιφανειών που συνδέονται.
Αφού ολοκληρωθεί η συγκόλληση, μην αγγίζετε τα εξαρτήματα έως ότου η συγκόλληση σκληρύνει πλήρως. Ο συνολικός χρόνος για τη συγκόλληση μιας σύνδεσης πεδίου με ένα συγκολλητικό σίδερο είναι 1...3 s και δεν μπορεί να είναι περισσότερο από 5 s.
Εάν η συγκόλληση και η επικασσιτέρωση εκτελούνται χειροκίνητα, είναι απαραίτητο να διασφαλιστεί η απομάκρυνση θερμότητας από ηλεκτρονικά εξαρτήματα, συσκευές ημιαγωγών, IC κ.λπ., τα οποία είναι ευαίσθητα στις επιπτώσεις της (σύμφωνα με τις προδιαγραφές για αυτά τα στοιχεία). Οι ψύκτρες θερμότητας με τη μορφή σφιγκτήρων στερεώνονται στους ακροδέκτες των συγκολλημένων στοιχείων μεταξύ των σημείων συγκόλλησης και του σώματος του στοιχείου. Μετά τη συγκόλληση, οι ψύκτρες αφαιρούνται όχι νωρίτερα από 5 δευτερόλεπτα. Για επαναχρησιμοποίησηοι ψύκτρες αλλάζουν ή ψύχονται.
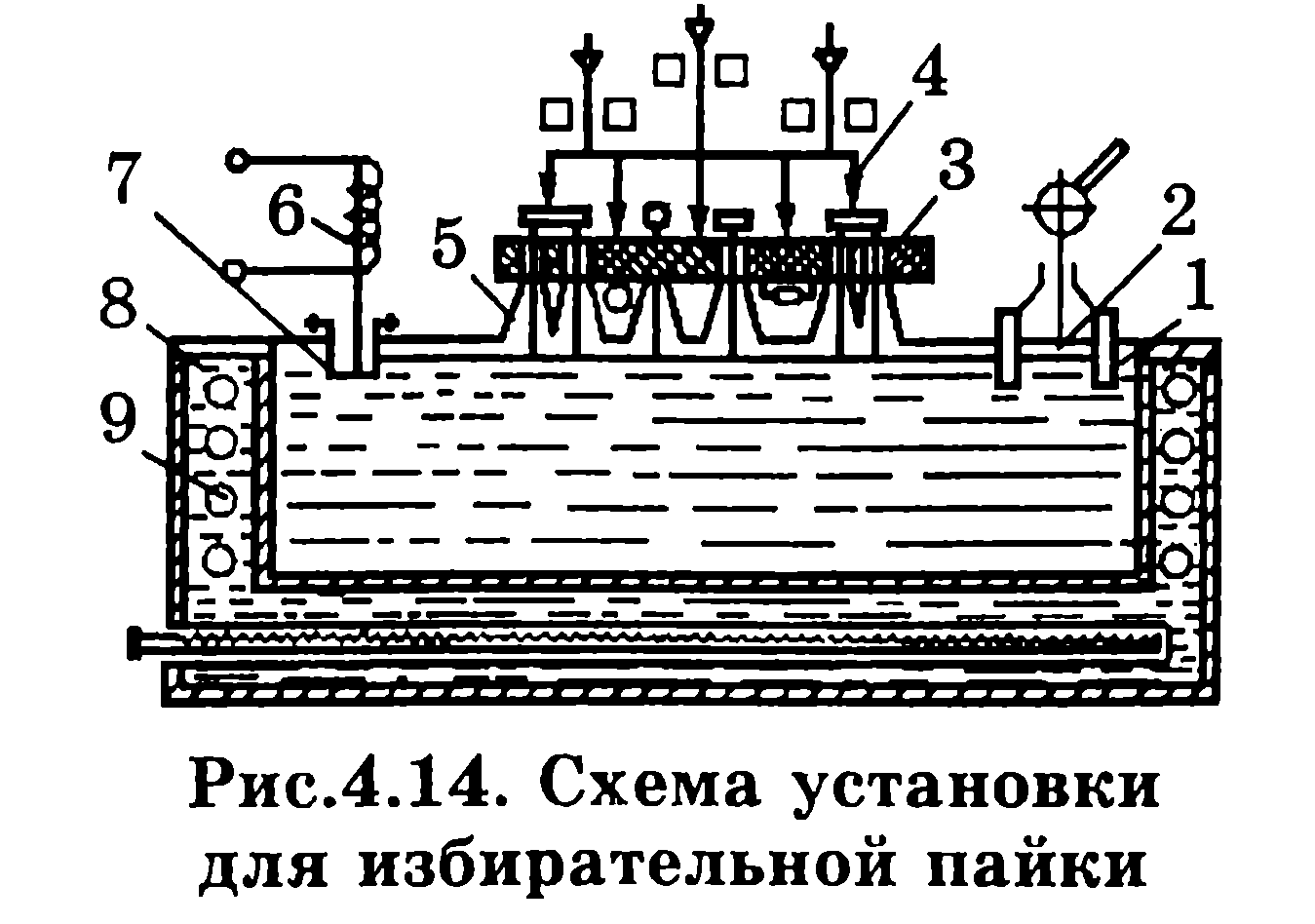
Διάγραμμα εγκατάστασης για επιλεκτική συγκόλλησηπαρουσιάζεται στο Σχ. 4.14. Η πλακέτα 3 με καλώδια προεπικαλυμμένα με ροή τοποθετείται στη μήτρα 5. Κάθε σημείο συγκόλλησης έχει τη δική του μήτρα, η οπή της οποίας πρέπει να συμπίπτει με αυτό το σημείο. Σε αυτή τη θέση, η σανίδα στερεώνεται με ένα σφιγκτήρα 4. Η λιωμένη συγκόλληση 1 είναι σε όγκο κλειστό από όλες τις πλευρές και η θερμοκρασία της διατηρείται από το λιωμένο μέσο του αλατόλουτρου 8, που θερμαίνεται με ηλεκτρικά θερμαντικά στοιχεία 9. χάλκινο διάφραγμα 7, ο δονητής 6 μεταδίδει κραδασμούς στη λιωμένη κόλληση με συχνότητα 100 Hz, γεγονός που βελτιώνει την ποιότητα της συγκόλλησης. Η συγκόλληση τροφοδοτείται μέσω καλουπιών στα σημεία συγκόλλησης χαμηλώνοντας το έμβολο 2.
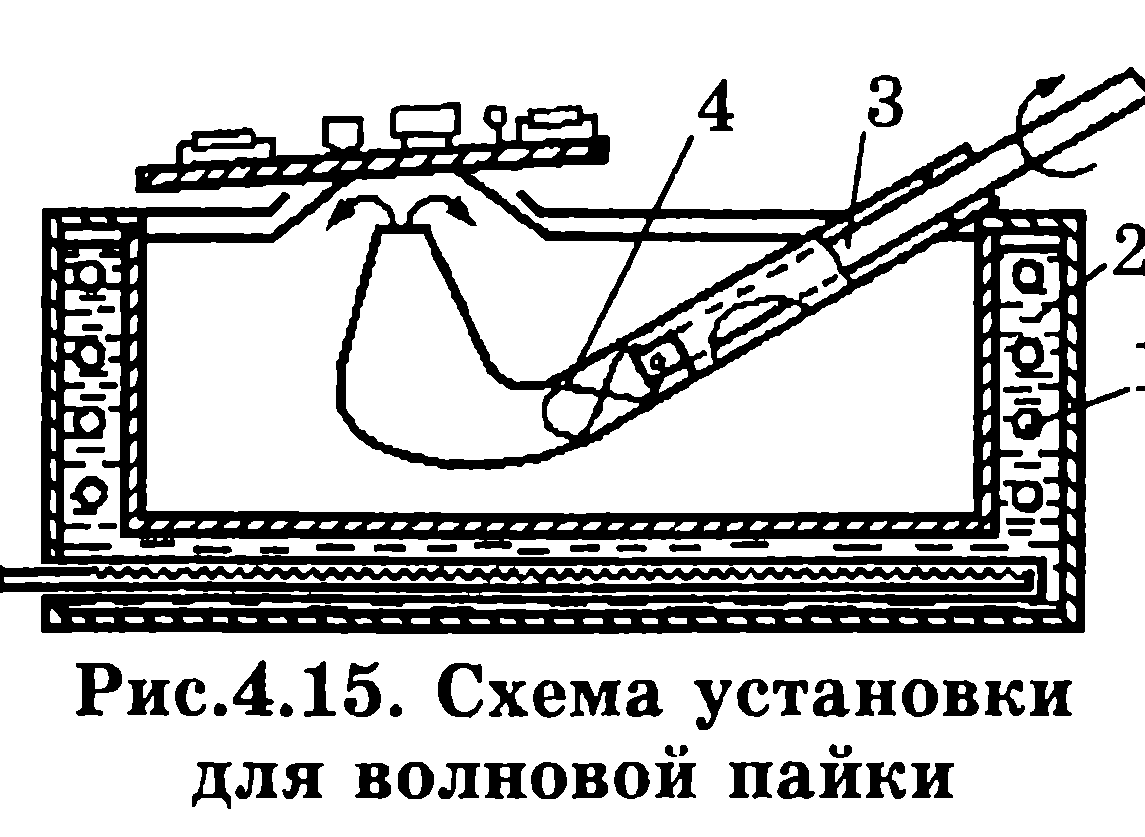
Διάγραμμα εγκατάστασης για κυματική συγκόλλησηφαίνεται στο Σχ. 4.15. Σε ένα λουτρό λιωμένου συγκολλητικού, η θερμοκρασία του οποίου διατηρείται από ένα λουτρό αλατιού 2 με θερμαντικά στοιχεία 1, είναι εγκατεστημένος ένας σωλήνας με αντλία λεπίδας 4, που κινείται από έναν ηλεκτρικό κινητήρα χρησιμοποιώντας έναν άξονα 3. Το ύψος του κύματος εξαρτάται από την ταχύτητα περιστροφής του ηλεκτροκινητήρα και ρυθμίζεται με την αλλαγή του.
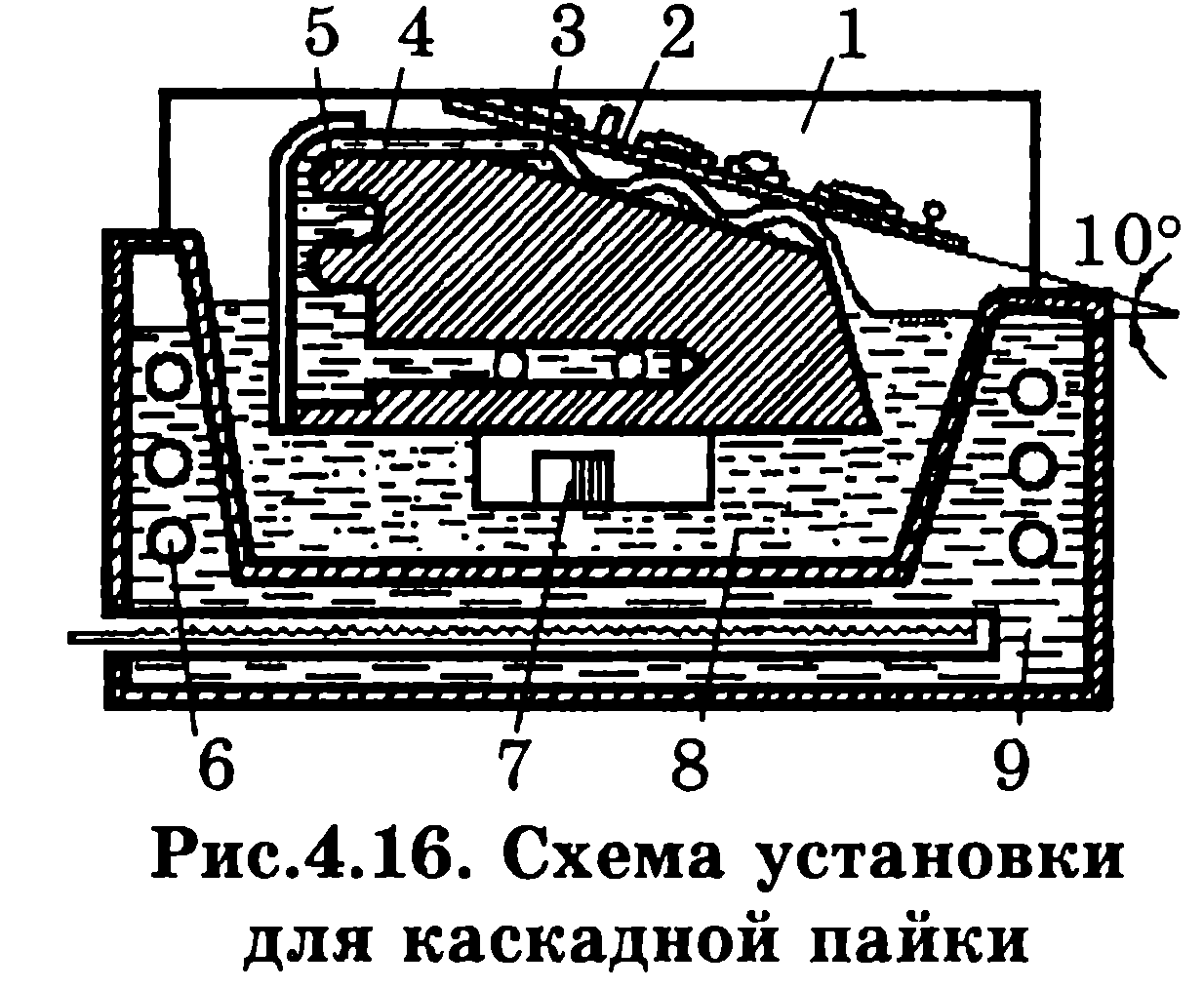
Διαδοχική συγκόλλησηδιαφέρει από το κύμα με την παρουσία πολλών κυμάτων (Εικ. 4.16) που δημιουργούνται από τα κατώφλια 3 στην κεκλιμένη επιφάνεια της βάσης 5. Λιωμένη κόλληση 8 από την αντλία 7 μέσω της σχισμής 4 με σταθερή ταχύτηταμπαίνει σε αυτά τα κατώφλια και ρέει προς τα κάτω. Η συγκόλληση προστατεύεται από τη ροή προς άλλες κατευθύνσεις από τα πλευρικά τοιχώματα 1. Όπως και στα προηγούμενα σχήματα, η θερμοκρασία της συγκόλλησης διατηρείται από ένα λουτρό αλατιού 9 με ηλεκτρικούς θερμαντήρες 6.
Αυτοί οι τύποι συγκόλλησης είναι οι πλέον κατάλληλοι για μεγάλης κλίμακας και μαζική παραγωγή σανίδων με μονόπλευρη διάταξη αρθρωτών στοιχείων. Εξασφαλίζουν συνεχή κίνηση των σανίδων κατά τη συγκόλληση και την τοπική θέρμανση.
Μέθοδοι συγκόλλησης καλωδίων διαφορετικές μάρκεςκαι τμήματα.Μετά την επεξεργασία, όπως περιγράφεται παραπάνω, τοποθέτηση σύρματα χαλκούκαι οι πυρήνες καλωδίων που δεν έχουν επίστρωση πρέπει να είναι επικασσιτερωμένοι. Μετά την απογύμνωση της μόνωσης, τα μεμονωμένα νήματα σύρματος πρέπει να στρίψουν πριν από τη συντήρηση. Κατά την επικασσιτέρωση καλωδίων και καλωδίων, συνιστάται η εφαρμογή ροής σε απόσταση 0,3 έως 2 mm από τη μόνωση. Τα μη επικασσιτερωμένα τμήματα του πυρήνα μεταξύ της μόνωσης και του επικασσιτερωμένου τμήματος του σύρματος επιτρέπονται έως και 1 mm. Οι διατομές των αγωγών που φέρουν ρεύμα πρέπει να αντιστοιχούν στο ρεύμα φορτίου. Η συνολική επιφάνεια διατομής των καλωδίων και των ακροδεκτών ERE που συνδέονται με την επαφή δεν πρέπει να υπερβαίνει μικρότερη περιοχήτμήματα επικοινωνίας.
Κατά τη συγκόλληση καλωδίων και πυρήνων καλωδίων, πρέπει να πληρούνται οι ακόλουθες απαιτήσεις: οι συνδέσεις μεταξύ των καλωδίων πρέπει να γίνονται με ηλεκτρικές επαφές. Επιλογές για στερέωση πυρήνων καλωδίων και ακροδεκτών ERE στις επαφές διαφορετικά σχέδιαφαίνεται στο Σχ. 4.17:
Δεν μπορούν να συγκολληθούν περισσότερα από τρία σύρματα σε κάθε συγκολλημένη οπή επαφής. Σε αυτή την περίπτωση, κάθε καλώδιο πρέπει να στερεωθεί στην τρύπα ανεξάρτητα, χωρίς να το στρίψετε με άλλα καλώδια και ακροδέκτες ERE. Εάν η οπή στερέωσης είναι πολύ μικρή για συγκόλληση, είναι απαραίτητο να χρησιμοποιήσετε ηλεκτρικές επαφές υποστήριξης. Το σύρμα πρέπει να στερεώνεται στις επαφές σύσφιξης μόνο χρησιμοποιώντας ωτίδες καλωδίου (όχι περισσότερα από δύο καλώδια για μία επαφή σύσφιξης). Οι επαφές σύσφιξης πρέπει να στερεώνονται με χρώμα ή βερνίκι.
Τα καλώδια μικρών διατομών (λιγότερο από 0,2 mm2) πρέπει να τοποθετούνται προσεκτικά. Η τοποθέτηση των καλωδίων πρέπει να πραγματοποιείται μόνο μία φορά για να μην σπάσουν.
η παροχή κίνησης με τη μορφή βρόχου τοποθετείται στην πλακέτα, αλλά το καλώδιο δεν πρέπει να κρέμεται πάνω από την άκρη του. το σύρμα στο σημείο συγκόλλησης πρέπει να φέρεται από κάτω. Η σύνδεση των συρμάτων εγκατάστασης με τις επαφές πρέπει να πραγματοποιείται με τέτοιο τρόπο ώστε το μήκος του γυμνού τμήματος του πυρήνα του σύρματος εγκατάστασης από τη μόνωση μέχρι το σημείο συγκόλλησης να μην είναι μεγαλύτερο από 2 και όχι λιγότερο από 0,5 mm (μετά τη συγκόλληση ). Όταν η απόσταση μεταξύ των επαφών είναι μικρότερη από 5 mm, η έκθεση του καλωδίου δεν πρέπει να υπερβαίνει το 1,5 mm.

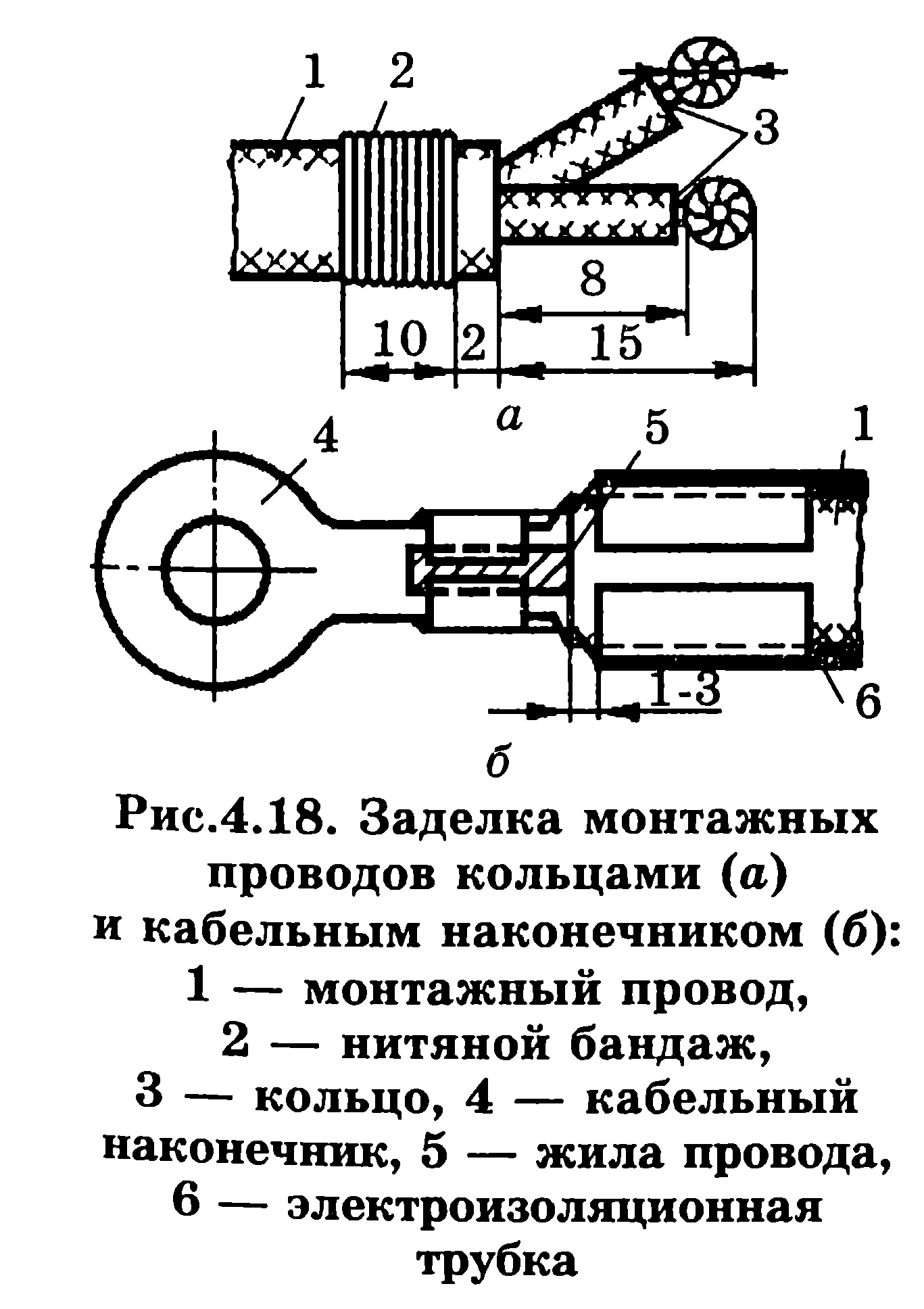
Η σύνδεση των καλωδίων εγκατάστασης σε μπλοκ ακροδεκτών με βίδες πραγματοποιείται με διάφορους τρόπους. Σε ένα από αυτά, δακτύλιοι με διάμετρο μεγαλύτερη από τη διάμετρο της βίδας κατασκευάζονται από απογυμνωμένους και επικασσιτερωμένους πυρήνες σύρματος (Εικ. 4.18a). Σε μια άλλη μέθοδο, τα ωτία καλωδίων με οπές για βίδες προσαρμόζονται στους πυρήνες του σύρματος με συγκόλληση, συγκόλληση ή πτύχωση (Εικ. 4.18, σι).
Η τοποθέτηση καλωδίων σε ένα ωτίο καλωδίου πραγματοποιείται με την ακόλουθη σειρά: ένας ηλεκτρικός μονωτικός σωλήνας με εσωτερική διάμετρο ίση με την εξωτερική διάμετρο του σύρματος τοποθετείται στο σύρμα. Ο πυρήνας του σύρματος, μετά την κοπή και την επικασσιτέρωση, εισάγεται στο άκρο. τα πόδια της άκρης πτυχώνουν και συγκολλούν τον πυρήνα του σύρματος από το εσωτερικό στα πόδια. Σφίξτε τα ακόλουθα πόδια στη μόνωση του σύρματος. Ένας ηλεκτρικός μονωτικός σωλήνας τοποθετείται στην κορυφή του άκρου
(Εικ. 4.18, σι).
Συγκόλληση με υπερήχους.Οι κραδασμοί υπερήχων που εισάγονται στη συγκόλληση καταστρέφουν τις μεμβράνες οξειδίου στη μεταλλική επιφάνεια, βελτιώνουν τη διαβροχή της με υγρή συγκόλληση, τη ροή της κόλλησης στις τριχοειδείς εσοχές και προάγουν την απαέρωση του τήγματος, η οποία βελτιώνει την ποιότητα της συγκολλημένης άρθρωσης.
Η σπηλαίωση που συμβαίνει στη συγκόλληση υπό την επίδραση υπερήχων συμβάλλει στην καταστροφή των μεμβρανών οξειδίου και τα ακουστικά ρεύματα απομακρύνουν σωματίδια οξειδίων και ρύπων και αφαιρούν το μέταλλο στα αιχμηρά άκρα της επαφής. Οι εκτεθειμένες περιοχές μετάλλου διαβρέχονται εύκολα με συγκόλληση.
Συγκόλληση με λέιζερ.Η ακτινοβολία λέιζερ διαφέρει από άλλες πηγές ηλεκτρομαγνητικής ενέργειας στην πολύ στενή εστίασή της. Η συμπυκνωμένη θέρμανση με εστιασμένη ενέργεια ακτινοβολίας έχει μια σειρά από πλεονεκτήματα, τα κυριότερα από τα οποία είναι: παροχή ενέργειας χωρίς επαφή στα προϊόντα με την αφαίρεση της πηγής από το αντικείμενο θέρμανσης. την ικανότητα μεταφοράς ενέργειας μέσω οπτικά διαφανών κελυφών τόσο σε ελεγχόμενο περιβάλλον όσο και σε κενό. θερμότητα διαφορετικά υλικάανεξάρτητα από τις ηλεκτρικές, μαγνητικές και άλλες ιδιότητές τους σε ένα ευρύ φάσμα ρύθμισης και ελέγχου των παραμέτρων συγκόλλησης. Εξαρτάται από χαρακτηριστικά σχεδίουκαι η μάζα των συγκολλημένων προϊόντων, καθώς και οι ιδιότητες των υλικών που συνδέονται, χρησιμοποιούν διάφορους εξοπλισμούς διαφορετικής ισχύος.
Απαιτήσεις για συγκολλήσεις, έλεγχος ποιότητας.ΠΡΟΣ ΤΗΝ
Οι συγκολλημένες αρθρώσεις έχουν τις ακόλουθες απαιτήσεις:
Κατά τη ροή, η ροή δεν πρέπει να επιτρέπεται να εισχωρήσει στο εσωτερικό του ERE και στα μέρη επαφής ηλεκτρικές συνδέσεις;
το σχήμα των αρμών συγκόλλησης πρέπει να έχει σχήμα πλαισίου με κοίλα φιλέτα συγκόλλησης (Εικ. 4.19) και χωρίς περίσσεια συγκόλλησης. Θα σας επιτρέπει να βλέπετε οπτικά μέσα από λεπτές στρώσεις συγκόλλησης τα περιγράμματα των επιμέρους ηλεκτρικών στοιχείων που περιλαμβάνονται στη σύνδεση.
η επιφάνεια των φιλετών συγκόλλησης σε όλη την περίμετρο της συγκολλημένης ραφής πρέπει να είναι κοίλη, συνεχής, λεία, γυαλιστερή ή ανοιχτόχρωμη ματ, χωρίς σκούρες κηλίδες και πλευρικά εγκλείσματα.

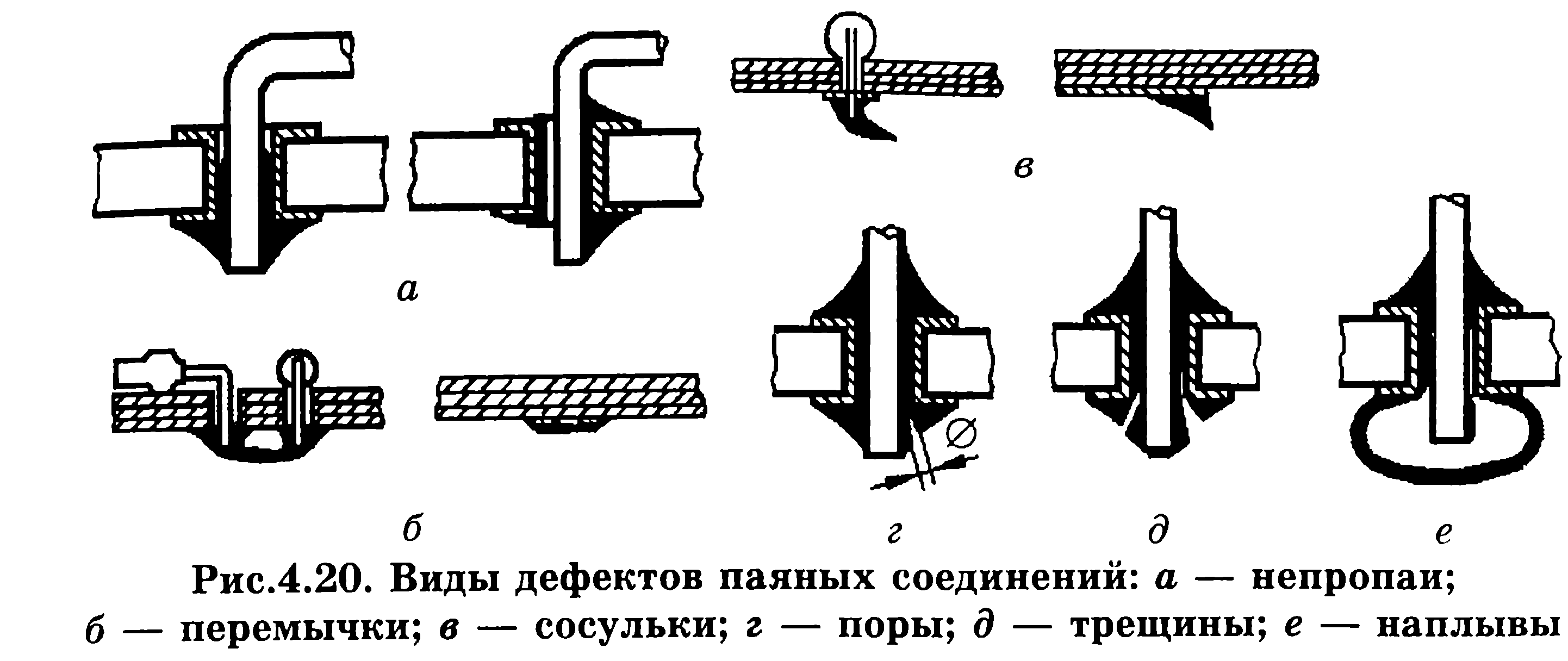
Η ποιότητα της συγκόλλησης ελέγχεται με εξωτερική επιθεώρηση και, εάν είναι απαραίτητο, με μεγεθυντικό φακό. Μια καλά εκτελεσμένη συγκόλληση θα πρέπει να θεωρείται εκείνη στην οποία τα περιγράμματα των εξαρτημάτων που συνδέονται είναι καθαρά ορατά, αλλά όλες οι τρύπες είναι γεμάτες με συγκόλληση. Η συγκόλληση πρέπει να έχει γυαλιστερή επιφάνεια, χωρίς χαλάρωση, ρωγμές ή έντονες κλίσεις. Πιθανοί τύποι ελαττωμάτων αρμών συγκόλλησης φαίνονται στο Σχ. 4.20.
Η μηχανική αντοχή της συγκόλλησης ελέγχεται με τσιμπιδάκια με σωλήνες πολυβινυλοχλωριδίου τοποθετημένους στα άκρα της (όταν υποδεικνύεται στο TD). Η δύναμη τάνυσης κατά μήκος του άξονα του σύρματος δεν πρέπει να είναι μεγαλύτερη από 10 N. Απαγορεύεται η κάμψη του σύρματος κοντά στην περιοχή συγκόλλησης. Μετά από επιθεώρηση και αποδοχή, η περιοχή συγκόλλησης βάφεται με διάφανο χρωματιστό βερνίκι.
Σκοπός και χρήση επικασσιτέωσης, αυτοματοποίηση διαδικασιών συγκόλλησης και επικασσιτέωσης.Οι υψηλές απαιτήσεις που τίθενται σε σταθερές συνδέσεις εξαρτημάτων και στοιχείων κατά τις ηλεκτρικές εγκαταστάσεις που πραγματοποιούνται με συγκόλληση καθιστούν αναγκαία τη λειτουργία θερμής επικασσιτέρωσης.
Συνήθως, η εν θερμώ επικασσιτέρωση των ηλεκτρικών εξαρτημάτων πραγματοποιείται μόνο εάν η συγκόλλησή τους δεν είναι ικανοποιητική (η ανάγκη ελέγχου της ικανότητας συγκόλλησης περιλαμβάνεται στην τεχνική τεκμηρίωση). Κατά την επικασσιτέρωση, πρέπει να πληρούνται οι ακόλουθες απαιτήσεις:
Η επικασσιτέρωση στοιχείων ηλεκτρικής εγκατάστασης (ηλεκτρικοί ηλεκτρικοί ακροδέκτες, τακάκια επαφής πλακών τυπωμένων κυκλωμάτων, επιμεταλλωμένες οπές, πυρήνες σύρματος εγκατάστασης κ.λπ.) πρέπει να πραγματοποιείται κυρίως με τις ίδιες συγκολλήσεις με τις επόμενες συγκολλήσεις. Τα ευαίσθητα στη θερμοκρασία ERE επικασσιτερώνονται με συγκολλήσεις με χαμηλό σημείο τήξης. Ακριβώς όπως με τη συγκόλληση, κατά την επικασσιτέρωση τέτοιων ηλεκτρονικών στοιχείων είναι απαραίτητο να χρησιμοποιείτε ψύκτρες.
Η εφαρμογή ροής στις επιφάνειες που πρόκειται να επικασσιτερωθούν κατά τη χειροκίνητη επικασσιτέρωση θα πρέπει να πραγματοποιείται για τον ελάχιστο χρόνο που απαιτείται για να διασφαλιστεί η διαβροχή της επιφάνειας με συγκόλληση. Με τη μηχανοποιημένη επικασσιτέρωση, ολόκληρη η επιφάνεια που αγγίζει τη συγκόλληση ρέει.
κατά την επικασσιτέρωση, η απόσταση κατά μήκος του καλωδίου ERE από τον καθρέφτη συγκόλλησης έως το σώμα ERE πρέπει να είναι τουλάχιστον 1 mm (ή σύμφωνα με τις προδιαγραφές για το ERE).
κατά τη χειροκίνητη επικασσιτέρωση ακροδεκτών ηλεκτρικών ηλεκτρονικών με βύθιση σε συγκόλληση ή με ηλεκτρικά συγκολλητικά σίδερα, η διάρκεια της διαδικασίας δεν πρέπει να υπερβαίνει το χρόνο που καθορίζεται στις τεχνικές προδιαγραφές για τα ηλεκτρικά ηλεκτρονικά. Όταν δεν υπάρχει τέτοιος περιορισμός, η διάρκεια της επικασσιτέρωσης θεωρείται ότι δεν είναι μεγαλύτερη από 5 δευτερόλεπτα.
Σελίδα 61 από 71
Η διάταξη και το πλέξιμο των δεσμίδων μπορούν να γίνουν χρησιμοποιώντας πρότυπα.
Το πρότυπο πρέπει να είναι κατασκευασμένο σύμφωνα με το σχέδιο για την πλεξούδα, και εάν δεν υπάρχει σχέδιο, σύμφωνα με το διάγραμμα καλωδίωσης. Η κοπή σύρματος στο πρότυπο φαίνεται στο Σχ. 4-24. Το πρότυπο αποτελείται από μια βάση 1 με οπές 2 για τη διέλευση της πλεξούδας καλωδίωσης, τοποθετημένα καρφιά της αντίστοιχης διαμέτρου 3. Εάν η σύνδεση γίνεται σε διαφορετικά επίπεδα, θα πρέπει να χρησιμοποιηθούν τρισδιάστατα πρότυπα για την αποφυγή συστροφής στην πλεξούδα κατά την εγκατάσταση το στο προϊόν. Αφού τοποθετήσετε τα μπουλόνια στο πρότυπο, για να προστατεύσετε τα καλώδια από ζημιά, τα μπουλόνια θα πρέπει να είναι μονωτικοί σωλήνεςμε εσωτερική διάμετρο ίση με τη διάμετρο του καρφιού.
Κατά την κατασκευή ενός προτύπου, πρέπει να βεβαιωθείτε ότι το σύρμα βγαίνει από τη δέσμη 4 απέναντι από το σημείο συγκόλλησης και το μήκος του σύρματος που βγαίνει από την οπή συγκόλλησης είναι τουλάχιστον 50 mm. Κατά την εγκατάσταση καλωδίων διαφορετικών τμημάτων, είναι απαραίτητο να κάνετε πολλές δέσμες, έτσι ώστε η δέσμη να περιέχει σύρματα παρόμοιας διαμέτρου μόνωσης, για παράδειγμα, σύρματα με εξωτερική διάμετρο 3 έως 6 mm.
Δεν επιτρέπεται η τοποθέτηση συρμάτων με εξωτερικά προστατευτικά περιβλήματα και σύρματα των τύπων MGV και MGP στην ίδια δέσμη.
Η εσωτερική ακτίνα κάμψης της δέσμης κατά την τοποθέτηση των συρμάτων στο πρότυπο πρέπει να είναι τουλάχιστον τριπλάσια της μεγαλύτερης διαμέτρου του σύρματος που περιλαμβάνεται στη δέσμη. Η ήδη συναρμολογημένη πλεξούδα πρέπει να είναι λυγισμένη έτσι ώστε η εσωτερική της ακτίνα κάμψης να είναι τουλάχιστον πέντε φορές μεγαλύτερη από τη διάμετρο της δέσμης. Τα καλώδια στη δέσμη πρέπει να τοποθετούνται ομοιόμορφα, χωρίς προεξοχές ή διασταυρώσεις. Επιτρέπεται η διέλευση όπου το σύρμα εξέρχεται από τη δέσμη.
Τα θωρακισμένα καλώδια και τα καλώδια μικρού μετρητή πρέπει να τοποθετούνται στη μέση της δέσμης. Τα μακριά καλώδια πρέπει να τοποθετούνται στην κορυφή της πλεξούδας με μπροστινή πλευράώστε τα κλαδιά του τουρνικέ να βγαίνουν από κάτω τους.
Σε καλώδια όπου είναι αδύνατη η αντικατάσταση ελαττωματικών καλωδίων, πρέπει να παρέχονται εφεδρικά καλώδια. Ο αριθμός των εφεδρικών καλωδίων πρέπει να είναι 8-10% του συνολικού αριθμού συρμάτων στην πλεξούδα, αλλά όχι λιγότερο από δύο.
Τα άκρα των εφεδρικών καλωδίων πρέπει να είναι μονωμένα και να στερεώνονται στην κοινή πλεξούδα σε εμφανές σημείο. Τα εφεδρικά καλώδια πρέπει να έχουν το ίδιο χρώμα. Οι ιμάντες με διάμετρο 10 έως 75 mm (Εικ. 4-25, α) πρέπει να πλέκονται με διάτρητες ταινίες 1 (Εικ. 4-25,6) με πλαστικά κουμπιά 2. Οι ζώνες με διάμετρο άνω των 20 mm πρέπει να πλέκονται με διάτρητη ταινία σε δύο στρώσεις. Αυτή η μέθοδος πλεξίματος ιμάντων χρησιμοποιείται σε πολλές επιχειρήσεις ηλεκτρικής βιομηχανίας. Κατά το πλέξιμο των κλώνων, η απόσταση μεταξύ δύο παρακείμενων δεσμών (πλέξιμο βήμα) πρέπει να επιλέγεται ανάλογα με τη διάμετρο του κλώνου:
Για προστασία από μηχανική βλάβηοι ιμάντες σε όλο το μήκος ή στην απαιτούμενη περιοχή (όπως υποδεικνύεται στο σχέδιο) πρέπει να τυλίγονται ή να τοποθετούνται σε κάλτσες από προστατευτικό υλικό. Το Autobeam σε malexin (τεχνητό δέρμα) χρησιμοποιείται κυρίως ως προστατευτικό υλικό.
Πίσω Πρόσφαταδιεξήχθη πειραματική εργασίαμε αίτηση νέο σχέδιομέρη για ιμάντες πλεξίματος (Εικ. 4-26, α).
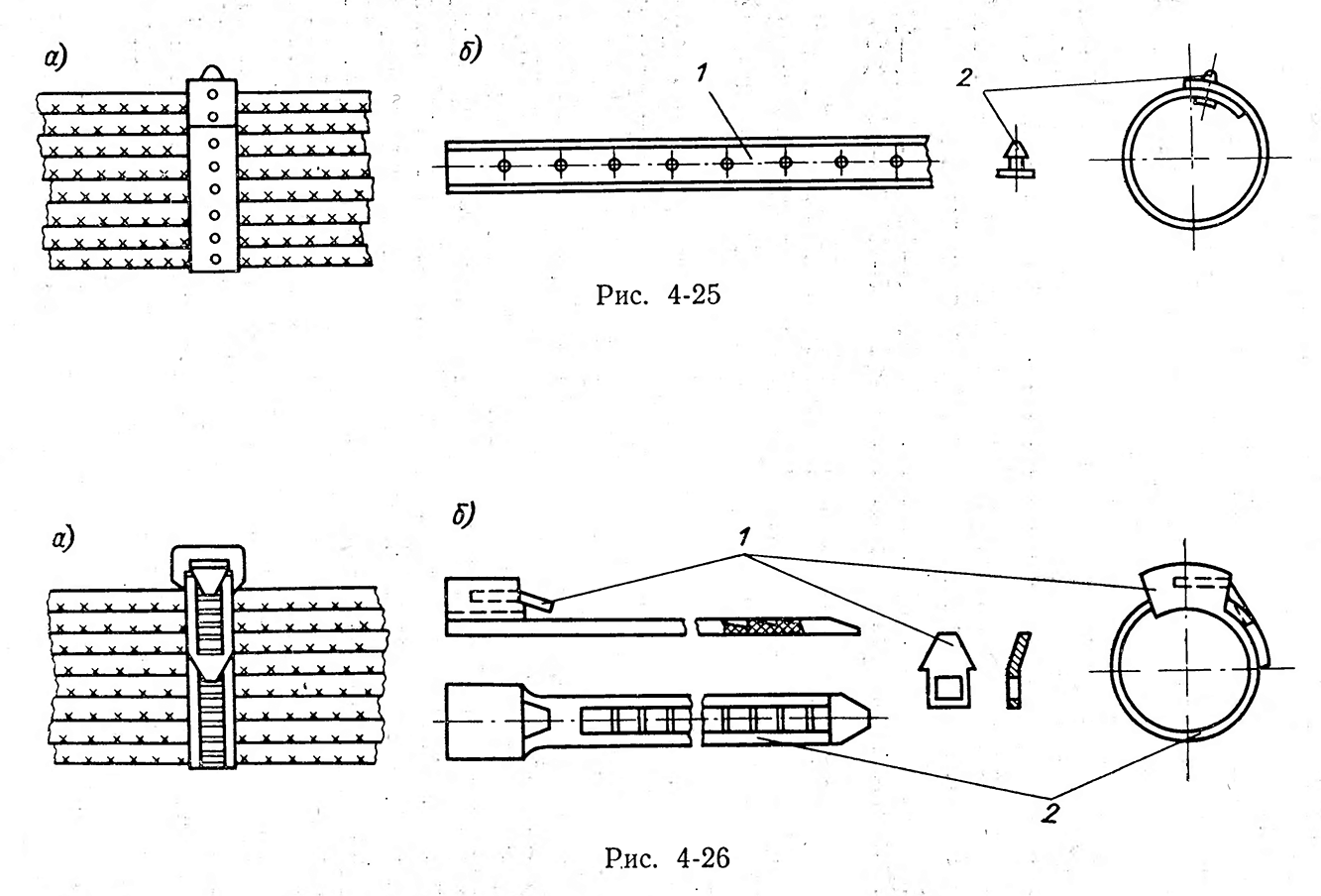
Στο Σχ. 4-26, b δείχνει μια πλεξούδα που αποτελείται από ταινία 2 κατασκευασμένη από πολυαιθυλένιο ποιότητας 20 906-040 με πίεση. Σε ένα επίπεδο της ταινίας υπάρχουν δόντια με κλίση. Στην κεφαλή της ταινίας τοποθετείται ένας μεταλλικός σφιγκτήρας 1. Όταν πλέκεται ένα σχοινί, ο σφιγκτήρας περνά ελεύθερα το άκρο της ταινίας μέσα από την τρύπα, ολισθαίνοντας κατά μήκος των κλίσεων των δοντιών. Στην αντίθετη κατεύθυνση, η ταινία συγκρατείται στη θέση της με ένα σφιγκτήρα.
Οι ζώνες με διάμετρο μεγαλύτερη από 75 mm πρέπει να τοποθετούνται σε ειδικά πλαστικά διάτρητα κουτιά από πολυβινυλοχλωρίδιο. Επιτρέπεται το πλέξιμο δεσμίδων με κλωστές. Το βήμα πλεξίματος και ο αριθμός των νημάτων, ανάλογα με τη διάμετρο της δέσμης των συρμάτων με διατομή 0,35 mm 2 ή περισσότερο, επιλέγονται σύμφωνα με τα δεδομένα που δίνονται παρακάτω:
Για σύρματα με διατομή μικρότερη από 0,35 mm 2, το βήμα πλεξίματος επιλέγεται ανάλογα με τον αριθμό των συρμάτων στη δέσμη:
Σε καμπύλες τομές, τα βήματα πλεξίματος πρέπει να μειωθούν ανάλογα με τη διάμετρο του κλώνου και την ακτίνα κάμψης. Στην αρχή και στο τέλος του τουρνικέ πρέπει να γίνουν επίδεσμοι, αποτελούμενοι από δύο έως πέντε στροφές νήματος.
Σε πολλά εργοστάσια κατασκευής ηλεκτρικού εξοπλισμού, χρησιμοποιούνται ημιαυτόματα πιστόλια για συνεχές πλέξιμο δεσμίδων με διάμετρο έως 26 mm με νάιλον νήματα. Η παραγωγικότητα του αυτόματου πλεξίματος είναι 400-500 mm/min με βήμα πλεξίματος 5 mm.
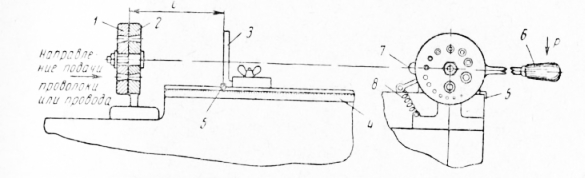
Ένα παράδειγμα πλεξίματος τουρνικέ φαίνεται στο Σχ. 4-27. Εάν η ζώνη είναι κατασκευασμένη από σύρματα με βαμβακερή ή μεταξωτή μόνωση, τότε για να προστατεύονται τα σύρματα από την υγρασία, ολόκληρη η δέσμη πρέπει να εμποτιστεί με μια σύνθεση απωθητική υγρασία. Οι ζώνες που αποτελούνται από σύρματα με πολυαιθυλένιο ή φθοροπλαστική μόνωση που δεν έχουν πλέξη νήματος, για παράδειγμα σύρματα MPM, MPKM, MGTF κ.λπ., λόγω της ψυχρής ρευστότητάς τους, θα πρέπει να τυλίγονται με ταινίες ή μεμβράνες για να αποτραπεί η μόνωση από πιέζεται μέσω νημάτων κατά τη διαδικασία κατασκευής και αποθήκευσης του προϊόντος. Προκειμένου να αποφευχθεί το στρίψιμο της πλεξούδας κατά τη διαδικασία περιέλιξης, η ζώνη πρέπει να τυλίγεται χωρίς να την αφαιρέσετε από το πρότυπο. Η αρχή και το τέλος της περιέλιξης πρέπει να στερεωθούν με επίδεσμο κλωστής και να κολληθούν με κόλλα HVK-2a.
Για δέματα πλεξίματος που αποτελούνται από σύρματα που, εκτός από μόνωση από πολυβινυλοχλωρίδιο, πολυαιθυλένιο ή άλλο υλικό, έχουν περιέλιξη από μετάξι, γυαλί ή βαμβακερό νήμα, βαμβακερά νήματα Νο. 00, κορδόνια με διάμετρο 0,5-2 mm, κλωστές Νο. 9 θα πρέπει να χρησιμοποιηθούν .5 λινό, βραστά νήματα νάιλον 3Κ, γυάλινα νήματα Νο. 10, σωλήνες πολυβινυλοχλωριδίου με διάμετρο 1 mm. Πριν από το πλέξιμο, τα κορδόνια και οι κλωστές πρέπει να τρίβονται με σερεζίνη ή κερί.
Πριν και μετά τη διακλάδωση του τουρνικέ, οι επίδεσμοι πρέπει να γίνονται από δύο ή τρεις παρακείμενους βρόχους.
Από την επίδραση των υψηλών θερμοκρασιών, οι δέσμες (σύρματα) πρέπει να προστατεύονται με θερμοπροστατευτικό υλικό, για παράδειγμα, αμίαντο με καλώδιο, φθοροπλαστικό φιλμ, γυάλινη ταινία ή να τοποθετούνται σε καλύμματα ή σωλήνες αμιάντου. 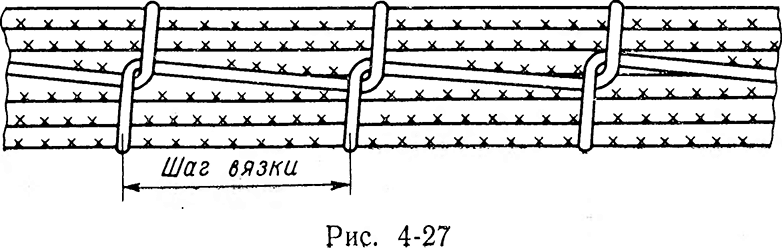
Σε απλή και μικρής κλίμακας παραγωγή, διατηρείται ακόμα η μέθοδος κοπής συρμάτων και καλωδίων τοπικά, δηλαδή απευθείας στο σώμα ή το πλαίσιο της συσκευής. Αυτή η μέθοδος κοπής καλωδίων δεν είναι πολύ παραγωγική λόγω του γεγονότος ότι οι κινήσεις των εγκαταστατών περιορίζονται σε εξαρτήματα, συγκροτήματα, τοίχους πλαισίων και κιβωτίων ηλεκτρική συσκευή. 
Ρύζι. 4-28
Ωστόσο, αυτή η μέθοδος κοπής καλωδίων χρησιμοποιείται σε επιχειρήσεις ηλεκτρικής βιομηχανίας όπου, σύμφωνα με τεχνικούς και οικονομικούς δείκτες, είναι ασύμφορη η μετάβαση στην κοπή καλωδίων με πρότυπο.
ΠΡΟΣ ΤΗΝκατηγορία:
Παραγωγή ραδιοεξοπλισμού
Προετοιμασία συρμάτων, καλωδίων και ιμάντων εγκατάστασης
Η προετοιμασία των συρμάτων εγκατάστασης ξεκινά με το ίσιωμα (ευθυγράμμιση) των συρμάτων που παρέχονται στην εγκατάσταση σε ρόλους. Μετά από αυτό, το σύρμα κόβεται σε κομμάτια του απαιτούμενου μήκους (που υποδεικνύεται στην τεχνική τεκμηρίωση).
Στο εργασίες εγκατάστασηςδεν επιτρέπεται η σύνδεση συρμάτων από ξεχωριστά τμήματα. Η μάρκα του σύρματος, η διατομή και το χρώμα του καθορίζονται επίσης σύμφωνα με την τεχνική τεκμηρίωση.
Η μέθοδος προετοιμασίας των καλωδίων εγκατάστασης εξαρτάται κυρίως από την κλίμακα παραγωγής. Σε ατομική παραγωγή, το σύρμα κόβεται με ψαλίδι ή συρματοκόπτες σύμφωνα με ένα χάρακα ζυγαριάς. Στη μαζική παραγωγή, διάφορες συσκευές και μηχανήματα χρησιμοποιούνται ευρέως για τη μέτρηση της κοπής καλωδίων, αυξάνοντας σημαντικά την παραγωγικότητα της εργασίας και την ακρίβεια αυτής της λειτουργίας.
Στο Σχ. 1 δείχνει ψαλίδι για τη μέτρηση της κοπής σύρματος, που χαρακτηρίζεται από υψηλή παραγωγικότητα με ακρίβεια κοπής +0,5 mm. Το ψαλίδι έχει κινητούς και σταθερούς δίσκους με τρύπες διαφόρων διαμέτρων, στοπ και λαβή. Όταν το ψαλίδι δεν είναι σε θέση εργασίας, οι τρύπες στους δίσκους, λόγω της ύπαρξης μάνδαλου και ελατηρίου τάνυσης, συμπίπτουν. Προηγείται η κοπή μιας παρτίδας τεμαχίων με τη ρύθμιση του στοπ χρησιμοποιώντας το βέλος στο απαιτούμενο μήκος. Οι αναγνώσεις γίνονται με τη χρήση διαβαθμισμένου χάρακα. Στη συνέχεια, επιλέξτε την απαιτούμενη οπή στο δίσκο σύμφωνα με τη διάμετρο του σύρματος, περάστε το σύρμα σε αυτό μέχρι να σταματήσει. πιέζοντας τη λαβή, άκαμπτα συνδεδεμένη με τον κινητό δίσκο, κόβονται τα τεμάχια εργασίας.
Ρύζι. 1. Ψαλίδι μέτρησης κοπής σύρματος: 1 - κινητός δίσκος, 2 - σταθερός δίσκος. 3 - στοπ, 4 - χάρακας, 5 - βέλος, 6 - λαβή, 7 - κλειδαριά, 8 - ελατήριο
Η κοπή και η απογύμνωση των άκρων των συρμάτων εγκατάστασης σε συνθήκες μαζικής παραγωγής πραγματοποιείται σε ειδικό μηχάνημα (Εικ. 2). Η παραγωγικότητα ενός τέτοιου μηχανήματος είναι 5500 καλώδια την ώρα.
Μετά την κοπή, τα καλώδια και τα καλώδια εγκατάστασης περνούν στον τερματικό τερματισμό, ο οποίος αποτελείται από τις ακόλουθες λειτουργίες:
— απογύμνωση των άκρων από τη μόνωση και θωράκιση πλέξης, αφαίρεση της μεμβράνης οξειδίου, στρίψιμο των συρμάτων, επικασσιτέρωση και στερέωση των άκρων της μόνωσης.
Η μέθοδος σφράγισης των άκρων εξαρτάται από διάφορους παράγοντες:
- μάρκα χρησιμοποιούμενου καλωδίου ή καλωδίου, σχεδιαστικά χαρακτηριστικά της εγκατάστασης και των εξαρτημάτων του, συνθήκες λειτουργίας του ραδιοεξοπλισμού, καθώς και η κλίμακα παραγωγής.
Η απογύμνωση του σύρματος από τη μόνωση θα πρέπει να πραγματοποιείται σε τέτοιο μήκος που θα εξασφαλίζει αξιόπιστη στερέωση των συρμάτων στα πέταλα επαφής χωρίς περιττά τεχνολογικά απόβλητα. Η πρακτική δείχνει ότι για τις περισσότερες συνδέσεις, αρκεί η απογύμνωση της μόνωσης σε ένα τμήμα σύρματος μήκους 7-10 mm. Δεν μπορείτε να αφαιρέσετε τη μόνωση με ένα μαχαίρι, καθώς μπορείτε να κόψετε τον πυρήνα μεταφοράς ρεύματος του σύρματος.
Η μόνωση του σύρματος καθορίζει σε ένα βαθμό τη μέθοδο απογύμνωσης.
Η μόνωση υφασμάτων, πλαστικών και φιλμ αφαιρείται από τα καλώδια χρησιμοποιώντας ένα από τα παρακάτω μεθόδους:
- από σύρματα MGV, MGVL, MGVSL, BPT-250, TM-250, PMV, PMOV (με εσωτερική μόνωση από υαλοβάμβακα), BPVL, MCSL - με κοπή σε μηχανή:
- από καλώδια MGV, MGVL, BPVL, PVL, PMV, PMOV (με εσωτερική μόνωση από βαμβακερή ίνα), PMVG, MGShV, MGL, MOG - με τη μέθοδο ηλεκτρικής όπτησης σε αυτόματο μηχάνημα ταυτόχρονα με μετρημένη κοπή τεμαχίων ή σε ειδικό συσκευή εγκατεστημένη στο τραπέζι του εγκαταστάτη και ελέγχεται από δύο πεντάλ ποδιών που βρίσκονται κάτω από το τραπέζι.

Ρύζι. 3. Αυτόματο μηχάνημα κοπής και απογύμνωσης των άκρων των συρμάτων τοποθέτησης

Ρύζι. 4. Αφαίρεση της μόνωσης από το άκρο του σύρματος: 1 - μόνωση, 2 - πυρήνας
Η συσκευή διαθέτει ράφια στα οποία είναι τοποθετημένες οι παράλληλες στήλες 3. Γ σωστη πλευραη δεξιά σιαγόνα 2 στερεώνεται σταθερά στις κολώνες, η αριστερή σιαγόνα 1 σε ορειχάλκινους δακτυλίους γλιστράει ελεύθερα κατά μήκος των στηλών. Το ραβδωτό τμήμα των σιαγόνων χρησιμοποιείται για τη σύσφιξη της μόνωσης τη στιγμή της αφαίρεσής της. Στο σφουγγάρι-l προσαρμόζονται σύρματα με χάλκινους πείρους. Τροφοδοτείται με ρεύμα στους ακροδέκτες: έχουν προσαρτηθεί θερμαντήρες με σύρμα σταθερής
βίδες. Οι συνδέσεις καλωδίων συνδέονται με τις βάσεις, με τη βοήθεια των οποίων μπορείτε να μετακινήσετε την κινητή σιαγόνα προς τα δεξιά ή προς τα αριστερά, μετακινώντας ή απλώνοντας τους θερμαντήρες βρόχου, στους οποίους τροφοδοτείται τάση 3-4 V από έναν μετασχηματιστή υποβάθμισης. Τα πεντάλ χρησιμοποιούνται για τη ρύθμιση των θερμαντήρων σε μια θέση στην οποία σχηματίζεται ένα κενό μεταξύ τους, όπου εισάγεται το σύρμα. Πατώντας το αριστερό πεντάλ της συσκευής, οι βρόχοι των θερμαντήρων ενώνονται, πυροδοτώντας έτσι τη μόνωση. Οι τσιμπίδες και τα μαχαίρια για την ηλεκτρική πυροδότηση της μόνωσης, που λειτουργούν με την ίδια αρχή με την περιγραφόμενη συσκευή, έχουν γίνει ευρέως διαδεδομένα στα εργοστάσια. Η μόνωση από μονοσύρματα MGV, MGVL, MGVSL, BPVL, BPT-250, G1VL, G1MV, PMOV (με εσωτερική μόνωση fiberglass), MCSL, LPL, MOG, TM-250 αφαιρείται με ειδική πένσα.
Η μόνωση του σμάλτου αφαιρείται:
- από σύρματα PET, PEL - με γυαλόχαρτο, ξύστρα κ.λπ.
- με σύρμα PEV και PEM - βυθίζοντας τα άκρα του σύρματος σε μυρμηκικό οξύ και στη συνέχεια σκουπίζοντας με ένα μαλακό πανί.
- Με λανθάνοντα καλώδια LESHO και LESHD - θερμαίνοντας το χνουδωτό άκρο του σύρματος στο πάνω μέρος της φλόγας ενός καυστήρα αλκοόλης σε μια ελαφριά λάμψη από άχυρο και βουτιά γρήγορα σε οινόπνευμα με ισχύ τουλάχιστον 94°, ακολουθούμενο από σκούπισμα με ένα μαλακό πανί.
Ρύζι. 5. Συσκευή αφαίρεσης μόνωσης από σύρματα τοποθέτησης με ψήσιμο: 1-κινητό σφουγγάρι. 2 - σταθερό σφουγγάρι. 3 - στήλη, 4 - ράφι

Ρύζι. 6. Πένσα για την αφαίρεση της μόνωσης από τα άκρα των συρμάτων τοποθέτησης

Ρύζι. 177. Πένσα για αφαίρεση μόνωσης από τα άκρα των συρμάτων τοποθέτησης: 1 - τετράγωνο, 2 - μαχαίρια, 4 - λαβή, 6 - σφιγκτήρας
Εκτός από τις μεθόδους που συζητήθηκαν, χρησιμοποιούνται συσκευές θέρμανσης και μηχανικές συσκευές για την αφαίρεση της μόνωσης του σμάλτου.
Η συσκευή θέρμανσης είναι ένας πορσελάνινος σωλήνας στον οποίο τυλίγεται ένα θερμαντικό πηνίο. Ο σωλήνας στερεώνεται σε ξύλινη λαβή. Η τροφοδοσία τροφοδοτείται μέσω ενός μετασχηματιστή με βήμα προς τα κάτω. Για να αφαιρέσετε τη μόνωση, τα άκρα του σύρματος εισάγονται σε έναν θερμαινόμενο σωλήνα πορσελάνης, ο οποίος καίει το σμάλτο.

Ρύζι. 8. Μηχανική διάταξη απογύμνωσης συρμάτων με μόνωση εμαγιέ
Οι μηχανικές συσκευές που έχουν σχεδιαστεί για την αφαίρεση της μόνωσης του σμάλτου περιλαμβάνουν μια συσκευή με μεταλλικές βούρτσες (Εικ. 8), οι οποίες περιστρέφονται χρησιμοποιώντας έναν ηλεκτρικό κινητήρα σε αντίθετες κατευθύνσεις. Χρησιμοποιώντας τις ρυθμιστικές βίδες, μπορείτε να ρυθμίσετε το κενό μεταξύ των βουρτσών. Για να αφαιρέσετε τη μόνωση, το άκρο του σύρματος φέρεται μέσω μιας οπής στο προστατευτικό περίβλημα στις περιστρεφόμενες βούρτσες. Η μόνωση αφαιρείται σε λίγα δευτερόλεπτα. Ένα μηχάνημα με περιστρεφόμενες μεταλλικές βούρτσες μπορεί να χρησιμοποιηθεί για την αφαίρεση οποιασδήποτε μόνωσης, συμπεριλαμβανομένου του καουτσούκ και του υαλοβάμβακα.
Για την απογύμνωση των άκρων των καλωδίων RK υψηλής συχνότητας, χρησιμοποιείται μια ημιαυτόματη συσκευή, με τη βοήθεια της οποίας αφαιρείται η μόνωση από το άκρο του καλωδίου σταδιακά σύμφωνα με τις καθορισμένες διαστάσεις, ανάλογα με το σχέδιο του καλωδίου. Η κοπή των άκρων των καλωδίων υψηλής συχνότητας φαίνεται στο Σχ. 179.Στον μπροστινό πίνακα του μηχανήματος υπάρχουν υποδοχές, πίσω από τις οποίες υπάρχουν άξονες με κεφαλές σχεδιασμένες για την κοπή ενός από τα μονωτικά στρώματα. Ο ημιαυτόματος ηλεκτροκινητήρας περιστρέφει ταυτόχρονα όλους τους άξονες.
Η πρώτη υποδοχή και η αντίστοιχη άτρακτος με κεφαλή έχουν σχεδιαστεί για την αφαίρεση της μόνωσης από βινυλοχλωρίδιο, η δεύτερη - για την αφαίρεση της πλεξούδας θωράκισης, η τρίτη - για την αφαίρεση της μόνωσης από βαμβάκι (με ψήσιμο), η τέταρτη - για το κόψιμο της μόνωσης πολυαιθυλενίου και η πέμπτη - για γαρνίρισμα μόνωση από καουτσούκ. Έτσι, τα καλώδια με μόνωση βινυλοχλωριδίου επεξεργάζονται στις υποδοχές 1, 2 και 4 και με βαμβακερή μόνωση - στις υποδοχές 3, 2 και 5. Κατά την επεξεργασία των καλωδίων, η ακεραιότητα (απουσία κοψίματος) του αγωγού, της εσωτερικής μόνωσης και της πλεξούδας θωράκισης πρέπει να διασφαλιστεί. Οι διαστάσεις a, b, e, d (βλ. Εικ. 9) καθορίζονται από τον τύπο του συνδετήρα και πρέπει να αντιστοιχούν στα σκίτσα τεχνολογικός χάρτηςή σχέδιο.
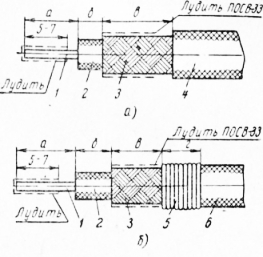
Η μεμβράνη οξειδίου στο ακάλυπτο τμήμα του αγώγιμου στρώματος καθαρίζεται με ξύστρα (Εικ. 10) ή γυαλόχαρτο μεσαίου κόκκου. Ο απογυμνωμένος πυρήνας επικασσιτερώνεται με συγκόλληση POS-40 5-7 mm από το άκρο.
Τα άκρα της εξωτερικής υφασμάτινης πλεξούδας των καλωδίων RK-44 και RK-45 στερεώνονται με το νήμα Νο. 00 και στη συνέχεια καλύπτονται με νιτροκόλλα. Εάν είναι απαραίτητο να κονιοποιηθούν τα άκρα της θωράκισης του καλωδίου, βυθίζονται σε λιωμένη κόλληση ή επικασσιτερώνονται με ηλεκτρικό συγκολλητικό σίδερο.
Τα άκρα των καλωδίων εγκατάστασης πολλαπλών πυρήνων, για παράδειγμα MGV, BPVL, MGVL και άλλα, είναι προστριμμένα. Για το στρίψιμο, χρησιμοποιήστε μια ειδική συσκευή που φαίνεται στο Σχ. έντεκα.
Το απογυμνωμένο άκρο του σύρματος στερέωσης τροφοδοτείται μέσω του δακτυλίου οδήγησης μέχρι να έρθει σε επαφή με ένα ταχέως περιστρεφόμενο στοιχείο σφιγκτήρα ελατηρίου που είναι τοποθετημένο στον άξονα του κινητήρα.
Ρύζι. 9. Κοπή των άκρων των καλωδίων υψηλής συχνότητας: a - καλώδια RK, b - καλώδια RK-44 (RK-45). 1-πυρήνα, 2-μόνωση, πλεξούδα 3 θωράκισης, 4-πλαστική μόνωση, 5-βαμβακερό νήμα No.

Ρύζι. 10. Αφαίρεση του πυρήνα του καλωδίου RK από το φιλμ οξειδίου: 1 - μεταλλική βάση, 2 - πυρήνας, 3 - ξύστρα
Τα απογυμνωμένα και στριμμένα άκρα των συρμάτων εγκατάστασης υποβάλλονται σε θερμή επικασσιτέρωση: βυθίζονται σε ηλεκτρικό λουτρό με λιωμένο συγκολλητικό G10S-40 ή POS-61 για 1-2 δευτερόλεπτα. Η περιοχή επικασσιτέρωσης επικαλύπτεται πρώτα με μια ροή χωρίς οξύ, για παράδειγμα ένα αλκοολούχο διάλυμα κολοφωνίου.

Ρύζι. 11. Συσκευή περιστροφής κλώνων σύρματος πριν από το σέρβις 1 - χιτώνιο οδηγού, 2 - στοιχείο σύσφιξης, 3 - ηλεκτροκινητήρας
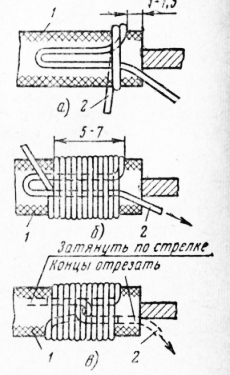
Ρύζι. 12. Στερέωση της μόνωσης του σύρματος με νήμα (πλέξη): α - στερέωση της πρώτης στροφής, β - τοποθέτηση επόμενων στροφών, γ - σύσφιξη των στροφών και αποκοπή των άκρων των νημάτων. 1-σύρμα, 2 - βαμβακερό νήμα Νο. 20

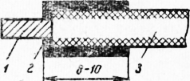
Ρύζι. 13. Στερέωση της μόνωσης του σύρματος με ένα κομμάτι σωλήνα: 1 - πυρήνας, 2 - σωλήνας πολυβινυλοχλωριδίου, 3 - μόνωση
Το δέσιμο αποτελείται από την περιέλιξη ενός στρώματος νημάτων πάνω στη μόνωση και την κατάλληλη ασφάλιση (Εικ. 12). Η πλέξη γίνεται με χρωματιστές βαμβακερές ή μεταξωτές κλωστές, οι οποίες στη συνέχεια επικαλύπτονται με κόλλα BF-4 ή βερνίκι νίτρο. Η χρήση ενός ημιαυτόματου μηχανήματος σάς επιτρέπει να μηχανοποιήσετε αυτή τη διαδικασία και να μειώσετε δραματικά την ένταση εργασίας της λειτουργίας.
Πιο παραγωγικό και με ποιοτικό τρόποΗ βαμβακερή μόνωση στα άκρα του σύρματος σφραγίζεται χρησιμοποιώντας σωλήνες χλωριούχου βινυλίου, καουτσούκ ή λινοξίνης (Εικ. 13).
Για να κόψετε τους σωλήνες στο απαιτούμενο μήκος, χρησιμοποιήστε το μηχάνημα που φαίνεται στο Σχ. 14. Το μηχάνημα λειτουργεί σε αυτόματο κύκλο. Η παραγωγικότητά του είναι 300 χιλιάδες κενά ανά βάρδια. Σας επιτρέπει να κόβετε σωλήνες με διάμετρο 2 έως 6 mm σε μήκη 8 έως 20 mm.

Ρύζι. 14. Μηχάνημα κοπής μονωτικών σωλήνων: 1 - σωλήνας χλωριούχου βινυλίου, 2 και 5 - δακτύλιοι οδήγησης, 3 - κύλινδροι πίεσης, 4 και 7 - γρανάζια, 6 - μαχαίρι, v - γρανάζι, 9 - σταθερό μαχαίρι, 10 - κύλινδρος κίνησης
Τα κύρια μέρη του μηχανήματος είναι δύο γρανάζια, στο ένα από τα οποία είναι τοποθετημένο ένα μαχαίρι 6 και στον άξονα ο δεύτερος είναι ένας αντικαταστάσιμος κύλινδρος κίνησης 10. Για την κίνηση των γραναζιών, χρησιμοποιείται ένα μικρό γρανάζι 8, τοποθετημένο στον άξονα του κινητήρα και περιστρέφεται με ταχύτητα 6000 σ.α.λ.
Κατά τη λειτουργία του μηχανήματος, ο σωλήνας χλωριούχου βινυλίου διέρχεται από το χιτώνιο οδήγησης 2 και, πέφτοντας στον αντικαταστάσιμο κύλινδρο κίνησης 10, πιέζεται από τον ελαστικό κύλινδρο πίεσης 3 και στη συνέχεια τροφοδοτείται στο δεύτερο χιτώνιο οδηγού 5 και, τέλος, στο λεπίδα του σταθερού μαχαιριού 9. Με κάθε περιστροφή του περιστρεφόμενου μαχαιριού, ο σωλήνας από χλωριούχο βινύλιο κόβεται ο σωλήνας. Το μήκος των κομμένων σωλήνων προσαρμόζεται επιλέγοντας έναν αντικαταστάσιμο χαλύβδινο κύλινδρο με αιχμηρό τέμνον κρίκο.
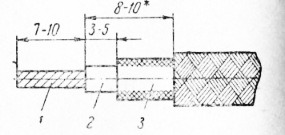
Η σφράγιση με βερνίκι νίτρο πραγματοποιείται σε τμήμα σύρματος μήκους 8-10 mm (Εικ. 15).
Κατά τη στερέωση των άκρων της πλεξούδας των συρμάτων BPVL, MGVL και MGVSL με βερνίκι νίτρο ή πλέξη, η πλεξούδα μετατοπίζεται πρώτα 3-5 mm από το σημείο κοπής της μόνωσης από πολυβινυλοχλωρίδιο και η περίσσεια διασκορπίζεται κατά μήκος του σύρματος.
Ρύζι. 15. Στερέωση της μόνωσης του σύρματος με νιτρο-βερνίκι: 1-πυρήνα, 2 - νιτρο-βερνίκι, 3 - μόνωση
Κατά την αφαίρεση της μόνωσης από τα καλώδια BPVL και MGVL με ηλεκτρική όπτηση, τα άκρα της πλεξούδας συντήκονται με την εσωτερική μόνωση, οπότε δεν χρειάζεται να τα στερεώσετε.
Η υφαντική μόνωση του σύρματος PVL αφαιρείται σε ένα τμήμα μήκους 8-10 mm από το σημείο που κόβεται η λαστιχένια μόνωση.

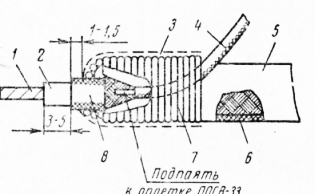
Ρύζι. 16. Κοπή του άκρου ενός θωρακισμένου σύρματος: 1 - πυρήνας, 2 - μόνωση, 3 - πλεγμένη θωράκιση
Ρύζι. 17. Κοπή του άκρου του σύρματος BPVLE (BPSHE, MGVLE, MTSSLE): 1-πυρήνα, 2 - πλαστική μόνωση, 3 - υφασμάτινη πλεξούδα
Τα άκρα της πλεξούδας θωράκισης κόβονται κατά 20 mm με ψαλίδι στήριξης· για να το κάνετε αυτό, μετακινήστε την άκρη της πλεξούδας, κόψτε την πλεξούδα κατά μήκος κατά 20 mm και κόψτε προσεκτικά γύρω της έτσι ώστε η τομή να είναι ομοιόμορφη και χωρίς φλέβες που προεξέχουν.
Τα άκρα της πλεξούδας θωράκισης σφραγίζονται με διάφορους τρόπους:
— τραβώντας το άκρο του σύρματος μέσα από μια τρύπα που έχει γίνει στην πλεξούδα και συνδέοντας το ελεύθερο άκρο της πλεξούδας με το πέταλο του σώματος.
— συγκόλληση στην πλεξούδα ενός πρόσθετου σύρματος. Τυλίγοντας γυμνό επικασσιτερωμένο σύρμα πάνω στην πλεξούδα και στη συνέχεια κολλώντας αυτό το μέρος.
- στερέωση της θωράκισης και των υφασμάτινων πλεξούδων με κλωστές, ακολουθούμενη από επίστρωση με νιτροκόλλα και συγκόλληση του σύρματος MGV στη μέση της πλεξούδας θωράκισης (αυτή η μέθοδος χρησιμοποιείται για κοντά σύρματα).
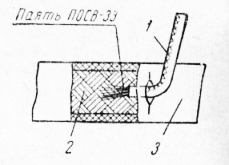
Στην πρώτη περίπτωση, προχωρήστε ως εξής: το άκρο της πλεξούδας επεκτείνεται, κινείται προς τα δεξιά και σε απόσταση 20 mm από το άκρο του σύρματος, δημιουργείται μια τρύπα με διάμετρο 3-4 mm στο πλέκω; Το σύρμα περνά μέσα από αυτή την τρύπα και αφαιρείται από την πλεξούδα, και το ελεύθερο άκρο της πλεξούδας τραβιέται έξω και πιέζεται σφιχτά πάνω στη μόνωση στο σημείο που βγαίνει το σύρμα. Το άκρο της πλεξούδας θωράκισης χρησιμοποιείται για τη σύνδεση με το πέταλο του περιβλήματος. Στην περίπτωση που το μήκος της πλεξούδας δεν είναι αρκετό, ένα κομμάτι γυμνού σύρματος ΜΜ με διάμετρο 0,5-0,8 mm συγκολλάται στο άκρο της πλεξούδας θωράκισης, το άκρο του οποίου, μήκους περίπου 4-6 mm, έχει εισάγεται στην πλεξούδα από το άκρο της, πτυχώνεται και συγκολλείται με συγκόλληση POS-40. Στο Σχ. 188 δείχνει ένα παράδειγμα τέτοιας σφραγίδας.

Ρύζι. 18. Τερματισμός του άκρου γείωσης της πλεξούδας θωράκισης: 1 - σύρμα MM. 2 - πλεξούδα θωράκισης, 3 - κόλλα νίτρο
Ρύζι. 19. Συγκόλληση πρόσθετου σύρματος στην πλεξούδα θωράκισης: 1 - πυρήνας, 2 - πλαστική μόνωση, 3 - βερνίκι nitro, 4 - σύρμα MGV, 5 - σωλήνας πολυβινυλοχλωριδίου (εάν είναι απαραίτητο να μονωθεί η πλεξούδα θωράκισης), 6 - θωράκιση πλεξούδα, 7 - βαμβακερή κλωστή Νο. 20, 8 - υφασμάτινη πλεξούδα
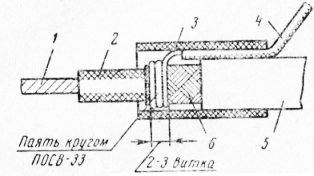
Η μέθοδος συγκόλλησης ενός πρόσθετου σύρματος στην πλεξούδα θωράκισης φαίνεται στο Σχ. 19. Πάνω στην πλεξούδα τοποθετείται σωλήνας πολυβινυλοχλωριδίου και γίνεται σφηνοειδής κοπή. Στο σημείο αυτό, το χνουδωτό άκρο του σύρματος MGV, μήκους 40-50 mm, διατομής 0,35 mm2, συγκολλάται στην πλεξούδα με κόλληση POSV-33. Μετά από αυτό, η περιοχή συγκόλλησης και το άκρο της πλεξούδας θωράκισης με το μετατοπισμένο άκρο της υφασμάτινης πλεξούδας στερεώνονται με νήμα Νο. 20 και καλύπτονται με νιτροκόλλα.
Η μέθοδος περιέλιξης ενός πρόσθετου σύρματος στην πλεξούδα θωράκισης φαίνεται στο Σχ. 20. 2-3 στροφές γυμνού επικασσιτερωμένου σύρματος ΜΜ με διάμετρο 0,5 mm τυλίγονται σφιχτά γύρω από το άκρο της πλεξούδας. Το ένα άκρο αυτού του σύρματος πιέζεται με πένσα στερέωσης στην πλεξούδα και το άλλο (μήκους 40-50 mm) αφήνεται ελεύθερο. Οι στροφές του σύρματος συγκολλούνται στην πλεξούδα χρησιμοποιώντας συγκόλληση POSV-33 χρησιμοποιώντας τη μέθοδο εμβάπτισης. Ένας σωλήνας λινοξίνης τοποθετείται στο ελεύθερο άκρο του γυμνού σύρματος και η περιοχή συγκόλλησης καλύπτεται σφιχτά με ένα κομμάτι μονωτικού σωλήνα μήκους 15-20 mm.
Τα άκρα της θωράκισης και οι υφαντικές πλεξούδες στερεώνονται με κλωστές και νιτροκόλλα. Το χνουδωτό άκρο του σύρματος MGV συγκολλάται στη μέση της πλέξης θωράκισης με συγκόλληση POSV-33. Ένας σωλήνας χλωριούχου βινυλίου τοποθετείται στο θωρακισμένο σύρμα και το ελεύθερο άκρο του συγκολλημένου σύρματος περνά μέσα από μια σχισμή που είχε γίνει προηγουμένως στη μέση του σωλήνα και στη συνέχεια τραβιέται έξω.
Συνήθως, τα καλώδια εγκατάστασης που τοποθετούνται προς μία κατεύθυνση δένονται σε μια κοινή δέσμη με βαμβακερά ή λινά νήματα. Η εγκατάσταση πλεξούδας χαρακτηρίζεται από αυξημένη μηχανική αντοχή, μειώνει τη διασπορά της χωρητικότητας του ίδιου του κυκλώματος και μειώνει την πολυπλοκότητα των εργασιών εγκατάστασης.

Ρύζι. 21. Σφράγιση του άκρου της πλεξούδας θωράκισης μαζί με υφασμάτινη πλεξούδα 1 - κόλλα νίτρο, 2 - πλεξούδα υφασμάτων, 3 - βαμβακερό νήμα Νο 20, 4 - πλεξούδα θωράκισης
Ρύζι. 22. Συγκόλληση πρόσθετου σύρματος στην πλεξούδα θωράκισης: Σύρμα 1-MGV με διατομή 0,35 mm2, πλέξη 2 θωράκισης, σωλήνας 3-πολυβινυλοχλωριδίου
Ένα δείγμα της πλεξούδας γίνεται στο στάδιο του σχεδιασμού της συσκευής. Συνιστάται η ακόλουθη διαδικασία για την επεξεργασία του τουρνικέ. Σε πλαίσιο που είναι πλήρως συναρμολογημένο και προετοιμασμένο για εγκατάσταση σύμφωνα με το διάγραμμα εγκατάστασης και τον πίνακα συνδέσεις εγκατάστασηςαπλώστε τα καλώδια. Τα άκρα των συρμάτων στερεώνονται στα πέταλα επαφής και επισημαίνονται. Τα καλώδια είναι τοποθετημένα με τέτοιο τρόπο ώστε η τελική πλεξούδα να μην βρίσκεται σε συνδετήρες (παξιμάδια, βίδες, βραχίονες κ.λπ.) και, εάν είναι δυνατόν, να μην εμποδίζει την πρόσβαση σε αυτά. Επιπλέον, η μόνωση των συρμάτων της πλεξούδας δεν πρέπει να αγγίζει τα πέταλα επαφής των στενά τοποθετημένων μερών.
Ρύζι. 20. Τύλιξη ενός πρόσθετου σύρματος στην πλεξούδα θωράκισης: 1 - πυρήνας, 2 - μονωτήρας, 3 - σωλήνας ή ετικέτα από πολυβινυλοχλωρίδιο, 4 - σύρμα MGV με διατομή 0,35 mm2 ή MM & σύρμα 0,5 mm 5 - σωλήνας χλωριούχου πολυβινυλίου ( εάν είναι απαραίτητο μονώστε την πλεξούδα θωράκισης) 6 - πλεξούδα θωράκισης
Η μόνωση των συρμάτων σε σημεία όπου η πλεξούδα διέρχεται από οπές στο σασί και τις σήτες προστατεύεται με σωλήνες από πολυβινυλοχλωρίδιο, παρεμβύσματα, καθώς και ειδικούς ελαστικούς δακτυλίους (έμβολα) και μονωτές.
![]()
Ρύζι. 24. Στερέωση του νήματος στο λουρί: 1 - νήμα, 2 - λουρί
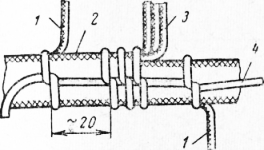
Ρύζι. 23. Δέσιμο καλωδίων σε δέσμη: I - σύρμα, 2 - λουρί, 3 - κλαδί της πλεξούδας, 4 - νήμα
Τα κοντά σύρματα τοποθετούνται πρώτα και τα μακρύτερα διαρκούν, έτσι ώστε τα τελευταία να σχηματίζουν την μπροστινή πλευρά της δέσμης. Τα θωρακισμένα σύρματα, που δεν περικλείονται σε σωλήνες PVC, τοποθετούνται στη μέση της δέσμης. Εάν, σύμφωνα με τις προδιαγραφές, παρέχονται εφεδρικά καλώδια στη δέσμη, τοποθετούνται πάνω από το μεγαλύτερο μήκος της δέσμης.
Πρέπει να υπάρχει ένα απόθεμα μήκους σύρματος για στερέωση (20-25 mm και στα δύο άκρα) και το ίδιο απόθεμα για την εκ νέου στερέωση των άκρων των συρμάτων σε περίπτωση σπασίματος. Έτσι, εκτός από την απόσταση μεταξύ των σημείων σύνδεσης του σύρματος, δίνονται άλλα 40-50 mm προς την κατεύθυνση της τοποθέτησής του. Πριν στερεωθεί το δεύτερο άκρο, μετράται το μήκος του σύρματος και τα αποτελέσματα εισάγονται στον πίνακα συνδέσεων εγκατάστασης.
Μετά την τοποθέτηση της πλεξούδας καλωδίων, τα σύρματα δένονται με ένα ισχυρό νήμα χρησιμοποιώντας μια καμπύλη βελόνα. Οι βρόχοι πρέπει να πλέκονται με τάση σε ίσα διαστήματα (όχι περισσότερο από 20 mm), καθώς και σε σημεία όπου διακλαδίζονται τα σύρματα (Εικ. 23). Στερεώστε την αρχή και το τέλος του νήματος, όπως φαίνεται στο Σχ. 24.
Όταν ολοκληρωθεί το πλέξιμο του τουρνικέ, αφαιρείται από τη συσκευή και ισιώνεται επίπεδη επιφάνεια; τα κλαδιά του τουρνικέ, που βρίσκονται σε διαφορετικά επίπεδα, κάμπτονται 90° στο επίπεδο του κύριου τμήματος του τουρνικέ.
Ρύζι. 25. Σκίτσο λουριού
Στη συνέχεια, το τουρνικέ τοποθετείται σε ένα φύλλο χαρτιού σχεδίασης μπροστινή πλευράκάτω και προσελκύστε σε φυσικό μέγεθος.
Ένα περίγραμμα της πλεξούδας χρησιμοποιείται για την κατασκευή ενός πειραματικού προτύπου, το οποίο είναι ένα φύλλο κόντρα πλακέ με μια δέσμη τραβηγμένη πάνω του και τοποθετημένη σε στα σωστά σημείακαρφιά (Εικ. 26). Μια πειραματική ζώνη πλέκεται σύμφωνα με το πρότυπο και η διάταξη των συρμάτων στο πρότυπο ξεκινά με εφεδρικά και μακριά σύρματα εργασίας και τελειώνει με κοντά, δηλ. χρησιμοποιημένα αντίστροφη σειράδιατάξεις συρμάτων και αντίστροφη εικόνα της πλεξούδας. Αυτό γίνεται για να δώσει στην πλεξούδα μια πιο προσεγμένη εμφάνιση: οι κόμποι που γίνονται στην πλεξούδα δεν θα γίνουν αντιληπτοί μετά την τοποθέτησή της στη συσκευή.
Μια έμπειρη πλεξούδα ελέγχεται τοποθετώντας την στο πλαίσιο της συσκευής και τυχόν ανακρίβειες εντοπίζονται και διορθώνονται. Διορθώσεις γίνονται στο σκίτσο της πλεξούδας και στον πίνακα των συνδέσεων εγκατάστασης. Το πρότυπο εργασίας είναι κατασκευασμένο σύμφωνα με το διορθωμένο σκίτσο της πλεξούδας.
Στη μαζική παραγωγή, οι ιμάντες κατασκευάζονται ως εξής: τα καλώδια εγκατάστασης, τα οποία έχουν απογυμνωθεί, επικασσιτερωθεί και σφραγιστεί στα άκρα, τοποθετούνται σε ένα πρότυπο σύμφωνα με τον πίνακα σύνδεσης που περιέχει πληροφορίες για τη μάρκα, τις διατομές, τους σειριακούς αριθμούς και τα χρώματα του τα καλώδια. Η τοποθέτηση του σύρματος ξεκινά στερεώνοντάς το στο αρχικό καρφί.
Στη συνέχεια, το σύρμα τοποθετείται σύμφωνα με το διάγραμμα πλεξούδας, λυγίζοντας το στα γωνιακά καρφιά και τελειώνει με στερέωση στο ακραίο καρφί. Οι ακίδες έναρξης και τέλους έχουν τον ίδιο αριθμό. Όταν στρωθούν όλα τα καλώδια, δένονται με λινές κλωστές. Η συνδεδεμένη πλεξούδα αφαιρείται από το πρότυπο και ο καθετήρας χρησιμοποιείται για τον έλεγχο της σωστής τοποθέτησης των καλωδίων. Δείγματα δεσμίδων φαίνονται στο Σχ. 27.
Σε περιπτώσεις που υπάρχουν αυξημένες απαιτήσεις στη μηχανική αντοχή και την αντοχή στην υγρασία των δεσμίδων, δένονται με ταινία φύλαξης και εμποτίζονται με βερνίκι.
Τα ηλεκτρισμένα πρότυπα, τα οποία χρησιμοποιούνται ευρέως σε εργοστάσια ραδιοφώνου, είναι πιο βολικά στη χρήση. μειώνουν σημαντικά την ένταση εργασίας της διαδικασίας κατασκευής ιμάντων και μειώνουν πιθανά ελαττώματα.

Ρύζι. 26. Πρότυπο για την τοποθέτηση των ιμάντων
Στο ηλεκτρισμένο πρότυπο, οι ακραίες ακίδες αντικαθίστανται με κλιπ κουμπιών, στα οποία είναι τοποθετημένα τα πράσινα φώτα σήματος. Μερικές φορές οι λαμπτήρες βρίσκονται δίπλα στους σφιγκτήρες κοντά στις ψηφιακές ονομασίες των άκρων των καλωδίων στερέωσης. Το πρότυπο περιέχει έναν πίνακα συνδέσεων. Κόκκινες ενδεικτικές λυχνίες τοποθετούνται δίπλα στον χαρακτηρισμό κάθε σύνδεσης. Η εγκατάσταση τροφοδοτείται από τάση που αντιστοιχεί στην τάση των φώτων σηματοδότησης.

Ρύζι. 27. Ζώνες
Η εγκατάσταση των καλωδίων εγκατάστασης σε ένα ηλεκτρισμένο πρότυπο πραγματοποιείται ως εξής. Όταν το πρότυπο είναι συνδεδεμένο στο δίκτυο, ανάβουν δύο πράσινες λυχνίες στους σφιγκτήρες μεταξύ των οποίων πρέπει να τοποθετηθεί το πρώτο καλώδιο. Για να ασφαλίσετε το άκρο του καλωδίου, πατήστε το κουμπί του σφιγκτήρα, ανοίγοντας την αυλάκωση μέσα στην οποία έχει εισαχθεί το καλώδιο· η πράσινη λυχνία σήματος σβήνει. Αφού τοποθετήσετε το σύρμα κατά μήκος του περιγράμματος της πλεξούδας, ασφαλίστε το δεύτερο άκρο. η πράσινη λυχνία του δεύτερου κουμπιού σβήνει, αλλά ταυτόχρονα ανάβει η κόκκινη λυχνία ελέγχου στο τραπέζι σύνδεσης, υποδεικνύοντας ότι το καλώδιο έχει τοποθετηθεί σωστά. Ταυτόχρονα, ανάβουν δύο πράσινες λυχνίες από αυτούς τους σφιγκτήρες κουμπιών, μεταξύ των οποίων πρέπει να τοποθετηθεί το επόμενο καλώδιο εγκατάστασης κ.λπ. Εάν η πλεξούδα τοποθετηθεί σωστά, θα ανάψουν μόνο οι κόκκινες λυχνίες ελέγχου του πίνακα σύνδεσης.
Ορισμένα εργοστάσια ραδιοφώνου έχουν αναπτύξει αυτόματα μηχανήματα για την τοποθέτηση ιμάντων.
Τα άκρα των συρμάτων σε δέσμες και καλώδια διασύνδεσης επισημαίνονται με μόνωση σύρματος διαφόρων χρωμάτων, ετικέτες από πολύχρωμα σμάλτα νιτρο, μύτες από έγχρωμους ή αριθμημένους σωλήνες πολυβινυλοχλωριδίου, αφαιρούμενες ετικέτες, κολλητική ταινία πολυβινυλοχλωριδίου στις οποίες εφαρμόζονται αριθμοί (ένας επίδεσμος κολλητικής ταινίας σήμανσης εφαρμόζεται στα καλώδια και τους πυρήνες του καλωδίου 1,5-3 στροφές).

Ρύζι. 28. Τυπικό σχήμαπρότυπο electpiLinned
Στείλτε την καλή δουλειά σας στη βάση γνώσεων είναι απλή. Χρησιμοποιήστε την παρακάτω φόρμα
Φοιτητές, μεταπτυχιακοί φοιτητές, νέοι επιστήμονες που χρησιμοποιούν τη βάση γνώσεων στις σπουδές και την εργασία τους θα σας είναι πολύ ευγνώμονες.
Δημοσιεύτηκε στο http://www.allbest.ru/
1. Τεχνικά χαρακτηριστικά της παραγωγικής μονάδας
Τεχνικά χαρακτηριστικάΤο αντικείμενο παραγωγής για το οποίο αναπτύσσεται αυτή η τεχνολογική διαδικασία είναι η παραγωγή ιμάντων.
Γενικές πληροφορίες για τις ζώνες και την τεχνολογία κατασκευής τους
Η εγκατάσταση της πλεξούδας είναι ηλεκτρική εγκατάστασηΚόμβοι EVA με χρήση ογκομετρικών μονωμένα καλώδια, συνδυάζονται σε ένα πακέτο.
Τα σχέδια των ιμάντων καθορίζονται από τα σχεδιαστικά χαρακτηριστικά των πλαισίων και τις απαιτήσεις συντήρησης και επισκευής του εξοπλισμού. Οι δέσμες χωρίζονται σε διαμπλοκ και ενδομπλοκ, τα οποία, με τη σειρά τους, χωρίζονται σε επίπεδες, ογκομετρικές, με κινητά κλαδιά.
Διακρίνονται επίσης από τον βαθμό πολυπλοκότητας: τον αριθμό των υποκαταστημάτων και των κλειστών υποκαταστημάτων. Η εγκατάσταση της πλεξούδας πραγματοποιείται χρησιμοποιώντας καλώδια και καλώδια εγκατάστασης διάφοροι τύποικαι ραντεβού. Η μόνωση των συρμάτων μπορεί να είναι ινώδης από νάιλον νήματα (MSHDL, MGSh, MGShD) ή από υαλοβάμβακα (MGSL, MGSLE). πολυβινυλοχλωρίδιο (PMV, MGV) και ινώδες πολυβινυλοχλωρίδιο (MShV, MGShV, LPBL), πλαστικό με τη μορφή κελύφους πολυβινυλοχλωριδίου (MKSh, MPKSh). καουτσούκ (LPRGS, PRP, APRF, PRG) και φθοροπλαστικό (MGTF). Καθορίζεται η επιλογή της μόνωσης ηλεκτρική τάσηκαι τις συνθήκες λειτουργίας του εξοπλισμού.
Σε κανονικές θερμοκρασίες και υγρασία, χρησιμοποιούνται σύρματα με μόνωση από υαλοβάμβακα ή πολυβινυλοχλωρίδιο, σε υψηλές θερμοκρασίες και υγρασία - με μόνωση από υαλοβάμβακα ή φθοροπλαστική.
Εάν απαιτείται προστασία από εξωτερικά ηλεκτροστατικά πεδία, η εγκατάσταση πραγματοποιείται με θωρακισμένα σύρματα και καλώδια με υποχρεωτική γείωση κάθε θωράκισης.
Ορισμένα από τα καλώδια εγκατάστασης, ειδικά αυτά με μόνωση από καουτσούκ, παρέχονται με επικασσιτερωμένους αγωγούς. Αυτό σώζει ηλεκτρική αντίστασηκαι μηχανική - αντοχή χάλκινο σύρμα, βρίσκεται σε καουτσούκ ή βουλκανισμένο καουτσούκ, και επιταχύνει τη διαδικασία προετοιμασίας συρμάτων για τοποθέτηση και συγκόλληση.
Κατά το σχεδιασμό, οι ανοχές στις παραμέτρους της πλεξούδας μπορούν να προσδιοριστούν αναλυτικά. Κατά τον υπολογισμό της αλυσίδας διαστάσεων, πάρτε το καλώδιο με ένα απόθεμα για επανακόλληση και αντιστάθμιση των στροφών στις συνδέσεις επαφής. Οι αποκλίσεις του συνδέσμου κλεισίματος πρέπει να λαμβάνουν υπόψη τις ανοχές για τις γεωμετρικές διαστάσεις του πλαισίου, τη στερέωση της πλεξούδας, το μήκος των συρμάτων κατά την τοποθέτηση και την τοποθέτηση τεχνολογικών ακίδων στο πρότυπο.
Η αρχική ανάπτυξη του σχεδιασμού της πλεξούδας πραγματοποιείται ως εξής. Τα καλώδια τοποθετούνται στο συναρμολογημένο πλαίσιο σύμφωνα με την εγκατάσταση ή σχηματικό διάγραμμα. Τα άκρα των καλωδίων επισημαίνονται και στις δύο πλευρές με ετικέτες που υποδεικνύουν τον αριθμό διαδρομής (^ -2; 1 -6; 3 -5 κ.λπ.), μετά την οποία μετράται το μήκος τους και τα δεδομένα εισάγονται στον πίνακα συνδέσεων εγκατάστασης.
Το σκίτσο χρησιμοποιείται για την ανάπτυξη προτύπου και. ειδικότερα για τον προσδιορισμό της τοποθέτησης τεχνολογικών καρφιών. Το πειραματικό λουρί συναρμολογείται στο πρότυπο και μετά την τοποθέτησή του στο πλαίσιο, το πρότυπο προσαρμόζεται.
2. Ανάλυση παραγωγικότητας
Ένας τεχνολογικά προηγμένος σχεδιασμός είναι αυτός που είναι ο πιο εύκολος στην κατασκευή με ελάχιστο κόστος. Ο τεχνολογικός σχεδιασμός θα πρέπει να περιλαμβάνει:
1. Η ευρύτερη δυνατή χρήση ενοποιημένων εξαρτημάτων, τυποποιημένων και κανονικοποιημένων μερών εξαρτημάτων.
2. Πιθανώς λιγότερα μέρη πρωτότυπων και σύνθετων σχημάτων και διαφορετικά ονόματα, καθώς και μεγαλύτερη επαναληψιμότητα τμημάτων με το ίδιο όνομα.
3. Δημιουργία ορθολογικά διαμορφωμένων εξαρτημάτων με εύκολα προσβάσιμες επιφάνειες για επεξεργασία και επαρκή ακαμψία ώστε να μειωθεί η ένταση εργασίας και το κόστος ολόκληρου του προϊόντος.
4. Θα πρέπει να είναι λογικό να εκχωρείται η ακρίβεια του μεγέθους και η κατηγορία τραχύτητας επιφάνειας.
5. Παρουσία επιφανειών βάσης σε μέρη.
6. Τα περισσότερα ορθολογικό τρόποαπόκτηση ακατέργαστων εξαρτημάτων (χύτευση, στάμπα με μεγέθη και σχήματα που είναι όσο το δυνατόν πιο κοντά στα τελειωμένα εξαρτήματα, δηλαδή παρέχουν το υψηλότερο ποσοστό χρήσης υλικού και τη μικρότερη ένταση εργασίας).
7. Πλήρης εξάλειψη ή πιθανώς λιγότερη χρήση των εργασιών τοποθέτησης κατά τη συναρμολόγηση μέσω της κατασκευής εναλλάξιμων εξαρτημάτων και μηχανοποίησης, αυτοματοποίησης των εργασιών συναρμολόγησης.
8. Απλοποίηση συναρμολόγησης και δυνατότητα παράλληλης συναρμολόγησης σε χρόνο και χώρο μεμονωμένα μέρηπροϊόντα;
9. Ο σχεδιασμός πρέπει να είναι εύκολος στη συναρμολόγηση και την αποσυναρμολόγηση, καθώς και να παρέχει πρόσβαση σε οποιονδήποτε μηχανισμό για ρύθμιση, λίπανση και επισκευή.
Ο σχεδιασμός που αναπτύσσεται είναι τεχνολογικά προηγμένος επειδή παρέχει:
1. Πιθανώς λιγότερα μέρη πρωτότυπων και σύνθετων σχημάτων και διαφορετικά ονόματα, καθώς και μεγαλύτερη επαναληψιμότητα τμημάτων με το ίδιο όνομα.
2. Δημιουργία ορθολογικά διαμορφωμένων εξαρτημάτων με εύκολα προσβάσιμες επιφάνειες για επεξεργασία και επαρκή ακαμψία ώστε να μειωθεί η ένταση εργασίας και το κόστος ολόκληρου του προϊόντος.
3. Απλοποίηση της συναρμολόγησης και δυνατότητα παράλληλης συναρμολόγησης επιμέρους τμημάτων του προϊόντος στο χρόνο και στο χώρο.
4. Πλήρης εξάλειψη ή ενδεχομένως λιγότερη χρήση εργασιών τοποθέτησης κατά τη συναρμολόγηση μέσω της κατασκευής εναλλάξιμων εξαρτημάτων και μηχανοποίησης, αυτοματοποίησης των εργασιών συναρμολόγησης.
3. Τεχνολογική οδός κατασκευής λουριού
Η τεχνολογική διαδρομή για την κατασκευή μιας ζώνης είναι η ακόλουθη σειρά λειτουργιών:
1. Προπαρασκευαστική λειτουργία
2. Εξοπλισμός
3. Προετοιμασία συρμάτων εγκατάστασης
4. Διάταξη καλωδίων στο πρότυπο
5. Πλέξιμο τουρνικέ
6. Έλεγχος
4. Αναλυτική περιγραφή των βασικών λειτουργιών
1. Προπαρασκευαστική λειτουργία
2. Εξοπλισμός
3 . Ππροετοιμασία συρμάτων εγκατάστασης
Η προετοιμασία των συρμάτων εγκατάστασης αποτελείται από τις ακόλουθες εργασίες: μέτρηση κοπής, αφαίρεση μόνωσης και σφράγιση των άκρων των συρμάτων, σήμανση, συντήρηση και στρίψιμο συρμάτων. Εάν η τεχνολογική διαδικασία προβλέπει τη συνεχή διάταξη του σύρματος στο πρότυπο, τότε η κοπή, η αφαίρεση της μόνωσης και η σφράγιση των άκρων πραγματοποιούνται μετά το σχηματισμό της δέσμης.
Η κοπή καλωδίων γίνεται χειροκίνητα απλά εργαλεία(ψαλίδι, συρματοκόφτες), προσδιορίζοντας το μήκος του σύρματος χρησιμοποιώντας δείγμα ή χρησιμοποιώντας χάρακα. Στη μαζική παραγωγή αυτή η λειτουργία είναι αυτοματοποιημένη. Τα αυτόματα μηχανήματα μέτρησης κοπής και ταυτόχρονης αφαίρεσης μόνωσης από τα άκρα του σύρματος είναι καθολικά.
Ανάλογα με τον τύπο της μόνωσης που χρησιμοποιείται διάφορους τρόπουςαπογύμνωση: εγκοπή , ηλεκτρική πυροδότηση ή θερμική αποσκλήρυνση Μεεπακόλουθη μηχανική σύσφιξη της μόνωσης και ορισμένες μέθοδοι σφράγισης των άκρων των συρμάτων.
Η μόνωση υφασμάτων, πλαστικών και φιλμ αφαιρείται με κοπή ή ηλεκτρική όπτηση. Η αφαίρεση της πολυστρωματικής μόνωσης έχει μια σειρά από χαρακτηριστικά. Έτσι, εάν υπάρχει υαλοβάμβακα, η εξωτερική πλαστική μόνωση αφαιρείται με ηλεκτρική όπτηση και η εσωτερική (fiberglass) ξετυλίγεται, στρίβεται και κόβεται σε απόσταση 1 mm από το άκρο. εξωτερική μόνωση. Οι εξωτερικές υφαντικές πλεξούδες απαιτούν σταδιακή κοπή των άκρων των συρμάτων. Για παράδειγμα, μεταξύ της βαμβακερής πλεξούδας και του πυρήνα του σύρματος, αφήνεται ένα τμήμα (3-10 mm) της κύριας μόνωσης από χλωριούχο πολυβινύλιο ή καουτσούκ. Το άκρο της πλεξούδας στερεώνεται με κόλλα, μονωτικό σωλήνα ή επίδεσμο με κλωστή επικαλυμμένο με κόλλα.
Η ανθεκτική στη θερμότητα φθοροπλαστική μόνωση καθαρίζεται με ηλεκτρική πυροδότηση σε υψηλή θερμοκρασία του νήματος. Αυτό απελευθερώνει ένα τοξικό αέριο - φθόριο, από το οποίο πρέπει να αφαιρεθεί περιοχή εργασίαςχρησιμοποιώντας σύστημα αναρρόφησης.
Η απογύμνωση θα πρέπει να διατηρεί την ποιότητα της μόνωσης που δεν μπορεί να αφαιρεθεί, να εξαλείφει τα κοψίματα ή τη θραύση των αγωγών που μεταφέρουν ρεύμα και να είναι επαρκώς παραγωγική. Εκτός από τις αυτόματες μηχανές κοπής σύρματος και απογύμνωσης μόνωσης, έχουν αναπτυχθεί ειδικές συσκευές για τη θερμομηχανική απογύμνωση. Τα κύρια στοιχεία εργασίας τους είναι ένα νήμα και σφουγγάρι μαχαίρια.
Το νήμα καίγεται μέσω της μόνωσης όταν το σύρμα περιστρέφεται γύρω από τον άξονά του. Τα σφουγγάρια παρέχουν στήριξη για το σύρμα όταν καίγεται μέσα από τη μόνωση, το προστατεύουν από την απανθράκωση και το νήμα από μηχανικές βλάβες και μαζί με το νήμα εξασφαλίζουν το σφίξιμο της μόνωσης. Τα άκρα εργασίας των σιαγόνων έχουν ακτίνα στρογγυλοποίησης 0,08 mm και είναι γυαλισμένα, γεγονός που θα αποτρέψει κοψίματα και σπάσιμο των συρμάτων που μεταφέρουν ρεύμα. Απογυμνωτές μόνωσης - μπορούν να εξοπλιστούν με συσκευή για σύνδεση σε σύστημα κενού για αναρρόφηση τοξικών προϊόντων πυροδότησης μόνωσης. Η θερμομηχανική μέθοδος σάς επιτρέπει να αφαιρέσετε τη μόνωση σε ένα βήμα από σύρματα με διατομή 0,07-0,35 mm 2.
Για την εγκατάσταση, χρησιμοποιούνται θωρακισμένα καλώδια και ομοαξονικά καλώδια ραδιοσυχνοτήτων, τα οποία έχουν μια εξωτερική επίστρωση χλωριούχου πολυβινυλίου στην κορυφή της πλέξης θωράκισης. Ο διαχωρισμός της επίστρωσης με την πραγματοποίηση κοπής είναι έντασης εργασίας και δεν παρέχει Υψηλή ποιότητακοπτικά άκρα.
Η θερμομηχανική μέθοδος σας επιτρέπει να αφαιρέσετε την πλαστική μόνωση μέσα σε 2-3 δευτερόλεπτα χωρίς να καταστρέψετε την πλεξούδα.
Σφουγγάρια μαχαιριών , εξοπλισμένα με θερμαντήρες, διεισδύουν στη μόνωση και καλύπτουν τη διάμετρο της πλεξούδας θωράκισης. Το τμήμα μόνωσης στο εσωτερικό των σιαγόνων θερμαίνεται και διαστέλλεται, καθιστώντας εύκολη την αφαίρεσή του τραβώντας το από την άκρη του σύρματος.
Η περαιτέρω κοπή των άκρων των θωρακισμένων συρμάτων περιλαμβάνει την αφαίρεση της θωρακισμένης πλέξης σε μια συγκεκριμένη περιοχή. Μία από τις μεθόδους αφαίρεσης είναι η κυκλική κοπή της πλεξούδας χρησιμοποιώντας ένα ζεύγος κοπής με διάτρηση
Το τμήμα εργασίας της διάτρησης είναι κατασκευασμένο με τη μορφή κώνου, μετατρέπεται σε σφαίρα, η οποία του επιτρέπει να κινείται αρκετά εύκολα μέσα στην πλεξούδα και εξασφαλίζει ομοιόμορφη κοπή του άκρου της οθόνης στις αιχμηρές άκρες της μήτρας . Η μέθοδος εφαρμόζεται χρησιμοποιώντας συσκευές διαφόρων σχεδίων, οι οποίες επιτρέπουν την αποκοπή σε 3-4 δευτερόλεπτα.
Υπάρχουν άλλοι τρόποι για να αφαιρέσετε την πλεξούδα θωράκισης: μια βίδα που κόβετε με περιστρεφόμενους κόφτες και μαχαίρια, κόβοντας τη δακτυλιοειδή πάχυνση της πλεξούδας.
Για να αφαιρέσετε το άκρο του μονωμένου σύρματος μέσα από την πλεξούδα θωράκισης, χρησιμοποιήστε ένα αιχμηρό εργαλείο για να σπρώξετε τον πυρήνα εκτός: την πλεξούδα και τραβήξτε το καλώδιο μέσα από την οπή που προκύπτει. Το πιο συνηθισμένο εργαλείο είναι μια βελόνα με αυλάκωση, η οποία εισάγεται από το άκρο του θωρακισμένου σύρματος μεταξύ της πλεξούδας και του μονωμένου σύρματος. Σε ένα συγκεκριμένο σημείο, η άκρη της βελόνας σπρώχνει την πλεξούδα και, χρησιμοποιώντας το μάτι της βελόνας, βγάζει την άκρη του σύρματος. Αυτή η λειτουργία εκτελείται σε 3-4 δευτερόλεπτα χειροκίνητα, καθοδηγώντας τη βελόνα χρησιμοποιώντας απλές συσκευές.
Η σφράγιση των άκρων των θωρακισμένων συρμάτων περιλαμβάνει τη γείωση των σήτων ή τη στερέωση του άκρου της πλεξούδας σε σχέση με το σύρμα. Η γείωση πραγματοποιείται με την προσάρτηση του ελεύθερου άκρου της πλεξούδας στα στοιχεία του πλαισίου, τη συγκόλληση ενός πρόσθετου σύρματος, την εφαρμογή ενός επίδεσμου γυμνού κονσερβοποιημένου σύρμα και μετά κολλώντας το. Τα σημεία συγκόλλησης προστατεύονται με μονωτικούς σωλήνες.
Η μη γειωμένη πλεξούδα σφραγίζεται μεταξύ δύο μονωτικών σωλήνων, τοποθετώντας τον έναν κάτω από την ασπίδα και τον άλλο έξω ή ανάμεσα σε στρώματα μονωτικής ταινίας. Το άκρο της πλεξούδας στερεώνεται με επίδεσμο κλωστής ή συρμάτινο επίδεσμο, ακολουθούμενο από συγκόλληση.
Μετά την αφαίρεση της μόνωσης, τα γυμνά άκρα των συρμάτων απογυμνώνονται και οι λανθάνοντες πυρήνες συστρέφονται υπό γωνία 15-300 ως προς τον άξονα του σύρματος. Τελευταία επέμβασηεκτελείται χειροκίνητα (διατομή πυρήνα μικρότερη από 0,11 mm2), με πένσα ή με χρήση ειδικών συσκευών. Τα προετοιμασμένα άκρα των συρμάτων υποβάλλονται σε θερμή επικασσιτέρωση με βύθιση σε ένα λουτρό συγκόλλησης.
Η σήμανση των καλωδίων είναι απαραίτητη για τη διευκόλυνση της εγκατάστασης, παρακολούθησης, αντιμετώπισης προβλημάτων και επισκευής. Χρησιμοποιήστε καλώδια με χρωματιστή μόνωση και σημαδέψτε τα με ετικέτες, κολλητικές ταινίες ή εφαρμόζοντας σημάδια απευθείας στη μόνωση του σύρματος. Συνήθως χρησιμοποιούνται καλώδια με έγχρωμη μόνωση εγκατάσταση σε εσωτερικούς χώρους EVA. Στα ηλεκτρικά διαγράμματα καλωδίωσης, το χρώμα των καλωδίων καλωδίωσης υποδεικνύεται με συντμήσεις ή ψηφιακούς κωδικούς. Η σήμανση των καλωδίων με κολλητικές ταινίες περιλαμβάνει την εφαρμογή επιδέσμων που κατασκευάζονται από αυτήν την ταινία στα άκρα των συρμάτων. Οι περισσότερες εφαρμογέςέλαβε σήμανση χρησιμοποιώντας ετικέτες σήμανσης κατασκευασμένες από σωλήνες πολυβινυλοχλωριδίου. Η ετικέτα είναι προσαρτημένη στο άκρο του σύρματος. Σε αυτή την περίπτωση, η ετικέτα πρέπει να επικαλύπτει την άκρη της μονωτικής πλεξούδας της κατά 1-3 mm. Οι ετικέτες τοποθετούνται στα καλώδια με τέτοιο τρόπο ώστε να αποτρέπεται η ολίσθηση τους λόγω κουνήματος και κραδασμών.
Τα σύμβολα στην επιφάνεια των ετικετών σήμανσης καθορίζονται στα διαγράμματα ηλεκτρικής καλωδίωσης και εκτελούνται σύμφωνα με τα βιομηχανικά πρότυπα. Η παραγωγή ετικετών (σήμανση, στέγνωμα, κοπή) πραγματοποιείται σε ειδικά μηχανήματα. Τα καλώδια εγκατάστασης είναι στριμμένα για την εξάλειψη των ηλεκτρικών παρεμβολών και τη μείωση της αμοιβαίας επιρροής των κυκλωμάτων. Το βήμα τοποθέτησης είναι 10-40 mm και αυξάνεται ανάλογα με την αύξηση της διατομής του σύρματος (0,05-0,75 mm 2). Αυτή η λειτουργία εκτελείται χειροκίνητα χρησιμοποιώντας ένα τρυπάνι ή σε ειδικά μηχανήματα.
4 . Διάταξη καλωδίων στο πρότυπο
μονωμένο καλώδιο εγκατάστασης πλεξούδας
Η δομική και τεχνολογική εξέλιξη της πλεξούδας καθιστά δυνατή την κατασκευή της εκτός EVA με την τοποθέτηση συρμάτων και καλωδίων εγκατάστασης σε ένα πρότυπο. Ανάλογα με τη διαμόρφωση των δεσμίδων, χρησιμοποιούνται επίπεδα ή τρισδιάστατα πρότυπα. Το επίπεδο πρότυπο είναι μια βάση στην οποία βρίσκονται μεταλλικοί πείροι σύμφωνα με τη δρομολόγηση (βλ. Εικ. 2) και τη διαμόρφωση της πλεξούδας. Τα καλώδια εγκατάστασης τοποθετούνται μεταξύ των μπουλονιών. Για την προστασία των καλωδίων από ζημιά, τοποθετούνται μονωτικοί σωλήνες στα καρφιά. Για τη στερέωση των άκρων των συρμάτων, ο σχεδιασμός του προτύπου παρέχει οπές που βρίσκονται δίπλα στα καρφιά ή ειδικούς σφιγκτήρες. Το ογκομετρικό πρότυπο έχει πρόσθετα στοιχεία, επιτρέποντας τη διάταξη των συρμάτων και τη στερέωσή τους σε τρία επίπεδα.
Υπάρχουν καθολικά επίπεδα πρότυπα που έχουν οπές που βρίσκονται σε ένα συγκεκριμένο βήμα και έχουν σχεδιαστεί για την εγκατάσταση καρφιών. Η διάταξη των μπουλονιών στο πρότυπο μπορεί να αλλάξει ανάλογα με τη δρομολόγηση και τη διαμόρφωση της πλεξούδας.
Έχουν αναπτυχθεί σχέδια ηλεκτρισμένων προτύπων που αυξάνουν την παραγωγικότητα των ιμάντων κατασκευής και εξαλείφουν τα σφάλματα εγκατάστασης. Σε ένα τέτοιο πρότυπο, τα άκρα των καλωδίων στερέωσης στερεώνονται με ειδικούς σφιγκτήρες, ηλεκτρικά συνδεδεμένους με το σήμα (πράσινο) και τις λυχνίες ελέγχου (κόκκινες). Οι λάμπες και τα κουμπιά κλιπ συνδέονται με τέτοιο τρόπο ώστε όταν το πρότυπο είναι συνδεδεμένο στο δίκτυο, ανάβουν δύο λυχνίες της πρώτης διαδρομής. Στο σωστή εγκατάστασηκαι το σύρμα σταθεροποιείται, ανάβουν τα φώτα της δεύτερης διαδρομής κ.λπ. Τα ηλεκτρισμένα πρότυπα είναι πιο ακριβά από τα συμβατικά και συνιστάται η χρήση τους στη μαζική παραγωγή EVA.
Κατά την τοποθέτηση των καλωδίων στα πρότυπα, μερικά γενικοί κανόνες. Θα πρέπει να κατασκευαστούν αρκετές δέσμες από καλώδια διαφορετικών τμημάτων, συνδυάζοντας σύρματα παρόμοιας διαμέτρου. μόνωση (για παράδειγμα, από 1 έως 3 και από 3 έως 6 mm). Οι θωρακισμένοι δίσκοι πρέπει να βρίσκονται μέσα στην πλεξούδα, επομένως η διάταξη ξεκινά από αυτές. Οι σήτες είναι προ-κομμένες και συγκολλημένες· εάν υπάρχει εξωτερική μεταλλική πλεξούδα, τυλίγεται με κολλητική ταινία ή μονώνεται με σωλήνα. Στο εσωτερικό της δέσμης τοποθετούνται κοντά σύρματα μικρών διατομών. Τα μακριά καλώδια τοποθετούνται έξω για να σχηματίσουν την μπροστινή πλευρά. Τα εφεδρικά καλώδια πρέπει να βρίσκονται στην κορυφή με πρόσβαση στα άκρα τους. Αυτοί οι κανόνες είναι αρκετά εύκολο να ακολουθηθούν κατά τη χειροκίνητη διάταξη.
Η σειρά διάταξης καλωδίων στο πρότυπο ορίζεται χειροκίνητα στον πίνακα σύνδεσης, λαμβάνοντας υπόψη τους αναφερόμενους κανόνες. Συχνά ένα διάγραμμα σχεδίασης που υποδεικνύει τις διαδρομές τοποθετείται στο πρότυπο. Το άκρο του τυλιγμένου σύρματος από το πηνίο επισημαίνεται με μια ετικέτα και στερεώνεται στο πρότυπο. Το σύρμα κόβεται στη θέση του μετά την τοποθέτηση μεταξύ των καρφιών και το άκρο του σημειώνεται. Αυτές οι μεταβάσεις επαναλαμβάνονται πολλές φορές. Η κοπή των άκρων σε αυτή τη σειρά εργασιών πραγματοποιείται μετά το πλέξιμο του τουρνικέ. Η μη αυτόματη διάταξη στο πρότυπο πραγματοποιείται από τον τεχνικό εγκατάστασης και είναι πολύ απαιτητική. Σε μαζική παραγωγή, μπορεί να μηχανοποιηθεί χρησιμοποιώντας μια συσκευή ελεγχόμενη από πρόγραμμα.
5 . Πλέξιμο κοτσίδες
Δύο (ή περισσότερα) μονωμένα καλώδια που εκτείνονται παράλληλα κατά μήκος της ίδιας διαδρομής με μήκος μεγαλύτερο από 50 mm πρέπει να είναι δεμένα σε μια δέσμη. Η μόνη εξαίρεση μπορεί να είναι μια απαράδεκτη αύξηση της αμοιβαίας παρεμβολής στα ηλεκτρικά κυκλώματα. Για πλέξιμο, κλωστές, κορδόνια, πλεξούδες, μονωτικές ταινίες, θερμοσυστελλόμενος σωλήναςκλπ. Η λειτουργία πραγματοποιείται, κατά κανόνα, σε ένα πρότυπο. Βήμα πλεξίματος tεξαρτάται από τη διατομή του σύρματος, τον αριθμό των συρμάτων nκαι διάμετρο ρεαιμοστατικός επίδεσμος Σε καμπύλες τομές, το βήμα πρέπει να μειώνεται ανάλογα με τη διάμετρο της κάμψης της πλεξούδας. Σε σημεία όπου διακλαδίζονται τα σύρματα, το δέσιμο πρέπει να έχει 2-5 στροφές σε όλα τα κλαδιά, οι επίδεσμοι πρέπει να γίνονται από 2-3 παρακείμενους βρόχους. Τα άκρα του τουρνικέ πρέπει να έχουν επιδέσμους και ακραίους κόμπους.
Το πλέξιμο πραγματοποιείται σε ένα, δύο ή περισσότερα νήματα με τάση με το χέρι ή με τη χρήση συσκευών. Για να μειωθεί η ένταση της εργασίας, η διαδικασία δεσίματος κλώνων μηχανοποιείται με τη χρήση πνευματικών πιστολιών, και μερικές φορές αυτοματοποιημένα, δέσιμο των κλώνων σε ειδικές ημιαυτόματες μηχανές.
Για προστασία από μηχανικές βλάβες, η ζώνη τυλίγεται με μονωτική ταινία σε όλο της το μήκος ή σε μια συγκεκριμένη περιοχή. Εάν αποτελείται από σύρματα με βαμβακερή ή μεταξωτή μόνωση, τότε για προστασία από την υγρασία η ζώνη είναι εμποτισμένη με μια υδατοαπωθητική ένωση. υψηλή θερμοκρασίαή σε επιθετικό περιβάλλον, οι δέσμες τοποθετούνται σε σωληνοειδή, ταινία, ταινίες ή υφαντά περιβλήματα. Τοποθετούνται χειροκίνητα ή σε μηχάνημα μετά την αφαίρεση της ζώνης από το πρότυπο. Έτσι, το πλέξιμο των ιμάντων δεν είναι λιγότερο εντατική από την τοποθέτηση και τη σήμανση συρμάτων.
Εκτός από τη χρήση διαφόρων συσκευών για τη μηχανοποίηση των εργασιών παραγωγής μιας πλεξούδας, συνιστάται η χρήση γραμμών μεταφοράς σε συνθήκες μαζικής παραγωγής. Σε αυτή την περίπτωση, η τεχνολογική διαδικασία χωρίζεται σε έναν αριθμό μικρών λειτουργιών. Σε κάθε χώρο εργασίας, πραγματοποιείται ολόκληρη η διάταξη των καλωδίων του ίδιου τμήματος και μάρκας. Κατά τον προσδιορισμό του κύκλου λειτουργίας του μεταφορέα, καθοδηγούνται από τη λειτουργία τοποθέτησης με βάση το γεγονός ότι η λειτουργία πλεξίματος είναι ευκολότερο να υποταχθεί στον επιλεγμένο ρυθμό. Για παράδειγμα, ξοδεύονται 3-5 λεπτά για το πλέξιμο 16-24 βρόχων. Τις περισσότερες φορές, ο κύκλος εργασίας είναι 5 ή 7,5 λεπτά.
Η μέθοδος μεταφοράς για την παραγωγή δεσμίδων έχει άλλα χαρακτηριστικά. Τα καλώδια απλώνονται συνεχώς, ξετυλίγοντάς τα από τους τροχούς. Ένα σύνολο ετικετών τοποθετείται πρώτα στο άκρο του καλωδίου για να επισημάνει όλες τις διαδρομές που εκτελούνται σε ένα δεδομένο χώρο εργασίας.
Χρησιμοποιούνται καθολικά πρότυπα, εξοπλισμένα με καρφιά τόσο σε θέσεις στροφών και κλαδιών όσο και σε μέρη για επακόλουθη κοπή συρμάτων. Οι διαδρομές διάταξης επισημαίνονται χρησιμοποιώντας ειδικά στένσιλ που τοποθετούνται σε πρότυπα. Για το πλέξιμο των κλώνων, χρησιμοποιούνται κλωστές που μπορούν να αντέξουν επαρκώς υψηλές δυνάμεις τάσης. Μετά το πλέξιμο, τα σύρματα κόβονται, η ζώνη αφαιρείται από το στένσιλ και τα άκρα κόβονται.
Ο μεταφορέας για την κατασκευή δεσμίδων βρίσκεται σε οριζόντιο επίπεδο, κλειστός και μεταφέρει πρότυπα χρησιμοποιώντας καρότσια. Εκτός από τα πρότυπα, είναι εξοπλισμένο με πιστόλια για το δέσιμο των ιμάντων, συσκευές για την απογύμνωση της μόνωσης και μια εγκατάσταση επικασσιτέρωσης. Η μέθοδος μεταφοράς απλοποιεί τις λειτουργίες που εκτελούνται σε κάθε χώρο εργασίας και μειώνει τη συνολική ένταση εργασίας των δεσμών κατασκευής. Τα μειονεκτήματά του είναι η τάση των συρμάτων κατά την τοποθέτηση και η παραμόρφωση της δέσμης μετά την αφαίρεση από το πρότυπο, γεγονός που επιδεινώνει την ποιότητα του πλεξίματος.
6 . Co.έλεγχος
Μετά την κατασκευή της πλεξούδας, ελέγχεται η ποιότητα του τερματισμού των άκρων των συρμάτων και των σήτων, η παρουσία σημάνσεων, η απουσία βλάβης στους αγωγούς μεταφοράς ρεύματος και στη μόνωση και η ποιότητα της επικασσιτέρωσης. Η ακεραιότητα των ηλεκτρικών κυκλωμάτων ελέγχεται χρησιμοποιώντας ανιχνευτές συνέχειας. Σε κυκλώματα με μεγάλο αριθμό ενδιάμεσων συνδέσεων, μετράται η αντίσταση.
Κατά την επιθεώρηση, τα καλώδια της ταινίας ελέγχονται για απουσία σπασίματος αγωγού, αντίσταση μόνωσης μεταξύ αγωγών και λεωφορείων γείωσης και ύπαρξη ηλεκτρικών συνδέσεων μεταξύ των επαφών του συνδετήρα και του καλωδίου της ταινίας.
Για τον έλεγχο, έχουν αναπτυχθεί ειδικές αυτοματοποιημένες βάσεις, για παράδειγμα, με τον αριθμό των ελεγμένων σημείων 90 και τα κύρια τεχνολογικό χρόνοελέγχοντας το προϊόν για όχι περισσότερο από 30 δευτερόλεπτα. Ο έλεγχος πραγματοποιείται με έλεγχο των ηλεκτρικών κυκλωμάτων, σύγκριση των καταστάσεων των διακοπτών και, στη συνέχεια, μεταφορά των αποτελεσμάτων στον πίνακα ενδείξεων φωτός. Οι βάσεις μπορούν να λειτουργήσουν σε αυτόματη και χειροκίνητη λειτουργία.
Δημοσιεύτηκε στο Allbest.ru
Παρόμοια έγγραφα
Χαρακτηριστικά και τεχνικές προδιαγραφέςθυρίστορ, οι ποικιλίες του, αρχή λειτουργίας, σύμβολοκαι εφαρμογή. Η δομή ενός αυτομετασχηματιστή, η αρχή της λειτουργίας του. Συντήρηση και επισκευή ηλεκτροκινητήρες. Σχέδια ιμάντων, καλωδίων και συρμάτων.
cheat sheet, προστέθηκε στις 20/01/2010
Εγκατάσταση, σύνδεση και τερματισμός συρμάτων και καλωδίων, συνδέσμων καλωδίων. Σύνδεση καλωδίων με πτύχωση, στρίψιμο, ακολουθούμενη από συγκόλληση και τη μέθοδο επίδεσης. Ο σχεδιασμός και η αρχή λειτουργίας μιας λάμπας φθορισμού. Σήμανση διόδων, θυρίστορ, αντιστάσεων.
έκθεση πρακτικής, προστέθηκε 26/03/2013
Προετοιμασία διαδρομών ηλεκτρικής καλωδίωσης. Επισκόπηση των τύπων ηλεκτρικής καλωδίωσης. Κοπή καλωδίων και καλωδίων. Σύνδεση και τερματισμός καλωδίων. Οργάνωση εγκατάστασης ηλεκτρικής καλωδίωσης κτιρίου κατοικιών. Εγκατάσταση διάφοροι τύποιηλεκτρικές καλωδιώσεις. Υγεία και ασφάλεια στην εργασία.
εργασία μαθήματος, προστέθηκε 27/08/2010
Ταξινόμηση ηλεκτρικών καλωδιώσεων. Οργάνωση εγκατάστασης ηλεκτρικής καλωδίωσης. Σύνδεση και τερματισμός καλωδίων. Ποιοτικός έλεγχος των συνδέσεων επαφών. Μέθοδοι εγκατάστασης ανοιχτής ηλεκτρικής καλωδίωσης χωρίς σωλήνα, σωληνωτών καλωδίων, ηλεκτρικής καλωδίωσης σε δίσκους και κουτιά.
εργασία μαθήματος, προστέθηκε 27/08/2010
Καλωδίωση ρεύματος, φωτισμού, κύριας και διανομής. Κανόνες εγκατάστασης και συντήρησης ηλεκτρικών καλωδιώσεων, ηλεκτρικών εγκαταστάσεων, πινάκων ισχύος. πρωταρχικές απαιτήσεις. Εγκατάσταση ζυγών σε πίνακες ελέγχου. τοποθέτηση καλωδίων με αερόσακους.
εργασία μαθήματος, προστέθηκε 17/03/2012
Καλώδια και καλώδια ρεύματος - περιέλιξη, εγκατάσταση, εγκατάσταση: τεχνικές απαιτήσεις, σκοπός, επισήμανση και εφαρμογή. Μονωτικά υλικά που χρησιμοποιούνται για την τοποθέτηση καλωδίων. Σήμανση καλωδίων σύμφωνα με GOST. Ελέγχου και ειδικά καλώδια.
περίληψη, προστέθηκε 05/06/2008
Στάδια πλήρους συναρμολόγησης ηλεκτρολογικού εξοπλισμού. Υπολογισμός ισχύος φορτίου. Ανοίξτε την τοποθέτηση καλωδίου σε βάση κτιρίου με συνδετήρες. Εγκατάσταση σωλήνες από χάλυβακαι καλώδια, πλήρεις συσκευές χαμηλής τάσης και στραγγαλιστικά πηνία.
διατριβή, προστέθηκε 09/04/2010
Πλεονεκτήματα και μειονεκτήματα των λαμπτήρων πυρακτώσεως, τύποι και εφαρμογές τους, σχεδιασμός και λειτουργία. Μάρκες και χαρακτηριστικά καλωδίων και καλωδίων που χρησιμοποιούνται σε εργασίες ηλεκτρικής εγκατάστασης. Οι μηχανισμοί, τα εργαλεία και οι συσκευές που χρησιμοποιούνται. εγκατάσταση λαμπτήρων πυρακτώσεως.
περίληψη, προστέθηκε 22/07/2010
Πλεονεκτήματα λαμπτήρες φθορισμού, τα είδη και την εφαρμογή τους, τη δομή και την αρχή λειτουργίας τους. Μάρκες και χαρακτηριστικά συρμάτων και καλωδίων που χρησιμοποιούνται σε εργασίες ηλεκτρικής εγκατάστασης. Οι μηχανισμοί, τα εργαλεία και οι συσκευές που χρησιμοποιούνται. εγκατάσταση λαμπτήρων φθορισμού.
περίληψη, προστέθηκε 22/07/2010
Απαιτήσεις για την εγκατάσταση προστατευτικών διατάξεων που δεν αντέχουν στις μέγιστες τιμές ρεύματος. Τεχνολογία εγκατάστασης ηλεκτρικού κιβωτίου: σήμανση της θέσης εγκατάστασης ηλεκτρικού εξοπλισμού, εξαρτημάτων και πάνελ, διάτρηση οπών, τοποθέτηση συνδετήρων, τοποθέτηση καλωδίων.
Αναπτυξιακές τάσεις σύμβαση κατασκευήςστην Ευρώπη και τη Ρωσία έχουν πολλά κοινά. Η ευρωπαϊκή παραγωγή επικεντρώνεται σε μικρές παρτίδες, σύντομο χρονικό διάστημαβιομηχανοποίηση. Για την προσέλκυση πελατών, έχει γίνει παραδοσιακό ο εξοπλισμός της συμβατικής κατασκευής με τμήματα πλεξούδας για την ολοκλήρωση των τελικών προϊόντων (συναρμολογημένες πλακέτες τυπωμένων κυκλωμάτων, ΗΛΕΚΤΡΟΝΙΚΑ ΕΞΑΡΤΗΜΑΤΑ) συσκευές σύνδεσης και σύνδεσης.
Η εμπειρία της εταιρείας μας στην αγορά για την παραγωγή ιμάντων μας αναγκάζει να επικοινωνήσουμε με μια αξιοσέβαστη δημοσίευση προκειμένου να επιτρέψουμε στους ειδικούς στη Ρωσία να επιλέξουν σωστά τον εξοπλισμό για την παραγωγή ιμάντων. Στο κάνοντας τη σωστή επιλογήΟ εξοπλισμός καλύπτει πλήρως τις δικές σας ανάγκες και δημιουργεί την ευκαιρία για επιπλέον κέρδος. Αυτό είναι σημαντικό, καθώς μια επιχείρηση εξοπλισμένη με εξοπλισμό υψηλής τεχνολογίας και υγρό παρέχει σταθερό εισόδημα.
Μοντέρνο τουρνικέ
Σε συνθήκες σειριακής ή μαζικής παραγωγής με μεγάλη γκάμα προϊόντων, είναι αδύνατο να χρησιμοποιηθεί συγκόλληση (συγκόλληση), επομένως χρησιμοποιείται μόνο πτύχωση. Τις τελευταίες δεκαετίες, έχει αναπτυχθεί μια τεράστια κατηγορία συνδέσμων που χρησιμοποιούν πτύχωση. Η Tyco προσφέρει την ευρύτερη γκάμα: υπάρχουν αποδεδειγμένα και πιστοποιημένα συστήματα σύνδεσης για σχεδόν κάθε κλάδο. Η ποιότητα της πτύχωσης είναι πολύ υψηλότερη από τη συγκόλληση, εάν οι εργασίες εκτελούνται αυστηρά σύμφωνα με την τεχνολογία, η ίδια η τεχνολογία σας επιτρέπει να ελέγχετε την ποιότητα κάθε σύνδεσης, έτσι ακόμα και σε στρατιωτικός εξοπλισμόςκαι στην αεροπορία, η πτύχωση αντικαθιστά τη συγκόλληση.
λουριά σύγχρονο αυτοκίνητο(Εικ. 1) και πλυντήριοέχουν γίνει εδώ και καιρό προϊόν υψηλής τεχνολογίας. Η αστοχία ενός κυκλώματος οδηγεί σε αστοχία ολόκληρου του συστήματος στο σύνολό του. Ως εκ τούτου, οι υψηλότερες απαιτήσεις τίθενται στην ποιότητα της ζώνης. Η ιδανική παραγωγή ρυμούλκησης παραδίδει προϊόντα απευθείας στη γραμμή συναρμολόγησης χωρίς έλεγχος εισόδου. Αυτό είναι επωφελές τόσο για τον καταναλωτή όσο και για τον κατασκευαστή.
Κόστος ιδιοκτησίας
Ένα κλασικό παράδειγμα για την κατανόηση του «κόστους ιδιοκτησίας» είναι ένα αυτοκίνητο Mercedes. Όλοι γνωρίζουν ότι αυτό δεν είναι ένα φτηνό αυτοκίνητο. Ταυτόχρονα όμως, τα ταξί στην Ευρώπη (και όχι μόνο) είναι Mercedes. Ο λόγος είναι η υψηλή αξιοπιστία, η σημαντική διάρκεια ζωής, η διαθεσιμότητα ανταλλακτικών (Εικ. 2) και τελικό αποτέλεσμα- λογικό και ακόμη χαμηλό «κόστος ιδιοκτησίας» και υψηλή ρευστότητα ενός μηχανήματος που βρίσκεται συνεχώς σε λειτουργία. Οι εταιρείες μεταφορέων στη Ρωσία έχουν επίσης συνειδητοποιήσει ότι δεν είναι η τιμή, αλλά το κόστος ιδιοκτησίας (!) που είναι σημαντικό. Τώρα οι Gazelles αντικαθίστανται ενεργά στη μεταφορά επιβατών τόσο από τη Mercedes όσο και από τη Ford, ακόμη και η GAZ έχει βρει μια εναλλακτική για τα LCV στην Αγγλία. Οι λόγοι είναι η χαμηλή διάρκεια ζωής των εγχώριων αυτοκινήτων· η τιμή τους μετά από τρία χρόνια λειτουργίας (ρευστότητα) πέφτει στο μηδέν.
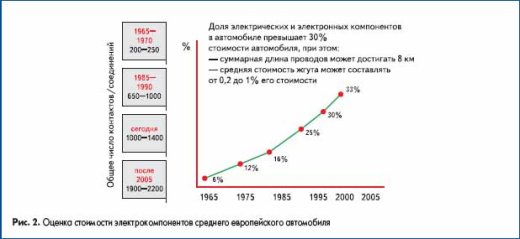
Παρόμοια κατάσταση αναπτύσσεται στην αγορά εξοπλισμού. Ως εκ τούτου, οι εταιρείες που αγοράζουν εξοπλισμό για σταθερή παραγωγή προτιμούν γνωστές παγκόσμιες εταιρείες και καθοδηγούνται από την εμπειρία λειτουργίας του εξοπλισμού τους, για παράδειγμα, Leony, Yazaki, Valeo κ.λπ.
Φυσικά, υπάρχει μια τεράστια κατηγορία προβλημάτων όπου είναι δυνατή η χρήση φθηνών ή «οικονομικών» επιλογών. Αυτοί οι καταναλωτές επικεντρώνονται σε στενές αγορές προϊόντων και προτιμούν να παλεύουν για την τιμή σε βάρος της ποιότητας.
Κατηγορίες μηχανών κατασκευής λουριών
Η παραγωγή ιμάντων με χρήση συστημάτων αυτοματισμού χωρίζεται σε πολλές σημαντικά στάδια- παραγωγή «υποσυγκροτημάτων» ή τμημάτων της πλεξούδας, συναρμολόγηση ή «πλέξη» της πλεξούδας και της σήμανσής της, έλεγχος παραμέτρων (κυκλώματα ελέγχου, ηλεκτρικά και ακόμη μηχανικές παραμέτρους). Για κάθε τύπο υποσυγκροτήματος και ανάλογα με την αναμενόμενη απόδοση, επιλέγεται μια μηχανή συγκεκριμένης κατηγορίας:
- Επιτραπέζιες μηχανές, μηχανικές εργασίες, η ποιότητα των οποίων δεν μπορεί να εγγυηθεί εργαλείο χειρός: μηχανές απογύμνωσης σύνθετων (πολυστρωματικών, ομοαξονικών) συρμάτων (καλωδίων), μηχανές πτύχωσης (πίεσης) του άκρου στον πυρήνα, μηχανές κατασκευής συνεστραμμένων ζευγών. Τέτοια μηχανήματα λειτουργούν «ζευγοποιημένα» με έναν άνθρωπο χειριστή, το καθήκον του χειριστή είναι να τροφοδοτεί σωστά το τεμάχιο εργασίας και το μηχάνημα θα εκτελέσει έναν αριθμό λειτουργιών με υψηλή ακρίβεια και αξιοπιστία. Ο εκτιμώμενος αριθμός για την αξιολόγηση της απόδοσης είναι 8 χιλιάδες εργασίες πτύχωσης ανά βάρδια, αυτό είναι το όριο για έναν ειδικευμένο χειριστή πρέσας για την εγκατάσταση άκρων.
- Αυτόματες μηχανές κοπής-καθαρισμούχρησιμοποιείται για την κατασκευή τεμαχίων για υποσυστήματα. Για κανονική λειτουργίατα μηχανήματα είναι εξοπλισμένα πρόσθετες συσκευέςτροφοδοσία σύρματος, τοποθέτηση τελικών προϊόντων, σημάνσεις. Πιο ευρέως, οι μηχανές αυτής της κατηγορίας χρησιμοποιούνται για την κατασκευή εξαρτημάτων καλωδίωσης στη μηχανική φωτισμού, την ενέργεια και τη μηχανική μεταφορών. Δεν υπάρχουν σύνθετες δέσμες και μεγάλοι όγκοι. Η παραγωγικότητα εντός 5 χιλιάδων τεμαχίων ανά βάρδια είναι περισσότερο από λογική για μια τέτοια παραγωγή.
- Αυτόματες γραμμέςεπικεντρώθηκε στη μαζική παραγωγή. Σε έναν κύκλο, η κοπή και ο καθαρισμός, η σήμανση, η τοποθέτηση άκρων και η επιλογή παρτίδων εκτελούνται στο τεμάχιο εργασίας. Η εταιρεία KOMAX, η οποία παράγει εξοπλισμό για σύνθετους αυτοματισμούς, προσφέρει στους καταναλωτές αυτόματες γραμμές για ειδικές εφαρμογές: για ηλεκτρονικά, για ιμάντες οικιακές συσκευές, ιμάντες αυτοκινήτων, ιμάντες για μηχανική αεροπορίας και μεταφορών. Οι αυτόματες γραμμές επιτρέπουν την παραγωγή περίπου 5 χιλιάδων κενών ανά ώρα.
- Αυτόματες μηχανές συναρμολόγησης καλωδίων- ξεχωριστή κατηγορία εξοπλισμού που στοχεύει στη μαζική παραγωγή ιμάντων ή υποσυγκροτημάτων. Τα μηχανήματα αυτής της κατηγορίας παράγουν ιμάντες για οικιακές συσκευές (ιμάντες IDC), για ενέργεια (εξαρτήματα ντουλαπιών διανομής), για αυτοκίνητα (λουριά ABS, αισθητήρες, FFC-FPC, για τηλεπικοινωνίες).
Σημαντική σημείωση
Η κατηγορία των μηχανών (αυτόματων ή ημιαυτόματων) που χρησιμοποιούνται για την παραγωγή ιμάντων καθορίζεται από την παραγωγικότητα και λειτουργικό σκοπόεξοπλισμός. Τα χαρακτηριστικά σχεδόν όλων των κατασκευαστών περιέχουν πίνακες ή γραφήματα που δείχνουν το τμήμα της πλεξούδας και χρησιμοποιώντας το παράδειγμά της εμφανίζεται ο αριθμός των τεμαχίων εργασίας ανά ώρα ανάλογα με το μήκος. Ορισμένοι κατασκευαστές εξοπλισμού, επιδιώκοντας το εξωτερικό αποτέλεσμα, αγνοούν μια απλή αλήθεια: πρώτη ύλη(καλώδιο ή καλώδιο) έχει ακροδέκτες μηχανικές ιδιότητες, στο υψηλές ταχύτητεςΚατά την τροφοδοσία του σύρματος, η βλάβη του (σπάσιμο εσωτερικών συρμάτων) είναι αναπόφευκτη. Επομένως, ο δείκτης του αριθμού των κενών ανά ώρα δεν είναι δείκτης ποιότητας. Πρακτική εφαρμογής τόσο ξένου όσο και εγχώριους παραγωγούςεπιβεβαιώνει.
Κατά τη ρύθμιση των τρόπων λειτουργίας μέγιστης ταχύτητας (σε αυτήν την περίπτωση, τα ενσωματωμένα συστήματα ελέγχου ποιότητας, εάν υπάρχουν, συχνά απενεργοποιούνται), ένα σημαντικό μέρος του τελικού προϊόντος (από την εμπειρία μας - τουλάχιστον 12%) είναι ελαττωματικό. Κατά τη διάρκεια της έκθεσης Electro-2004, πραγματοποιήσαμε συγκριτικές δοκιμές KODERA και KOMAX. Το αποτέλεσμα είναι ότι η ταχύτητα επεξεργασίας στο KODERA είναι 10% υψηλότερη, αλλά πάνω από το 15% σπαταλήθηκε, ενώ με το KOMAX ήταν 0%.
Ηλεκτρονικές Λύσεις
Τα ηλεκτρονικά, κατά κανόνα, λειτουργούν με καλώδια μικρών και εξαιρετικά μικρών τμημάτων· οι πιο συνηθισμένες λειτουργίες είναι: κατασκευή βραχυκυκλωτικών επικασσιτέρων. εγκατάσταση μικροσκοπικών άκρων.
KOMAX Κάπα 225
Οι κατασκευαστές ηλεκτρονικών και ειδικού εξοπλισμού χρησιμοποιούν παραδοσιακά MGTF μικρού τμήματος. Το «αγαπημένο» καλώδιο των ηλεκτρονικών μηχανικών είναι πολύ ιδιότροπο όταν επεξεργάζεται σε αυτόματες μηχανές (Εικ. 3). Όμως η σειρά μηχανημάτων KOMAX έχει μια επιτυχημένη λύση για την επεξεργασία του. Λόγω της χρήσης τεσσάρων σερβομηχανημάτων, αυτό το μηχάνημα επιτρέπει την επεξεργασία συρμάτων μεγάλων διατομών (Πίνακας 1).

Πίνακας 1. Τεχνικά χαρακτηριστικά KOMAX Kappa 225
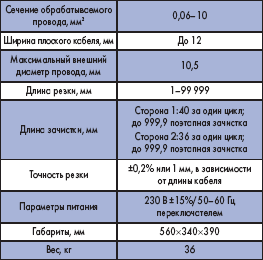
Σχεδόν όλη η γκάμα των παραδοσιακών καλωδίων στα ηλεκτρονικά «κλείνει» αυτό το μηχάνημα. Το Komax Kappa 225 χρησιμοποιείται παραδοσιακά στην παραγωγή ιμάντων (Πίνακας 2) για αυτοκίνητα και οικιακές συσκευές, σε βοηθητικές εργασίες και εργασίες προμηθειών.
Πίνακας 2. Βασικές λειτουργίες ΚΟΜΑΞ Κάπα 225
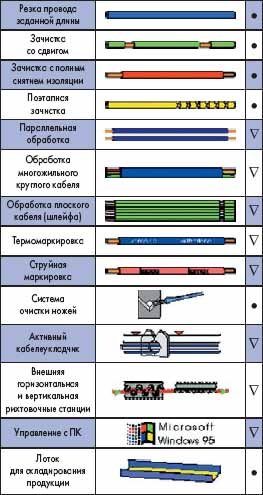
Πάνω από 10 χρόνια εμπειρίας στη χρήση αυτών των μηχανών τα δείχνει υψηλής απόδοσης(Εικ. 4) και αξιοπιστία. Ξεχωριστά, πρέπει να σημειωθεί ότι τα μηχανήματα αγοράζονται συχνά για την επίλυση ειδικών προβλημάτων του κατασκευαστή ειδικού εξοπλισμού, αλλά γίνονται πηγή πρόσθετου κέρδους και σταθερού εισοδήματος, καθώς τους επιτρέπουν να εκτελούν αποτελεσματικά παραγγελίες τρίτων (Εικ. 5) .
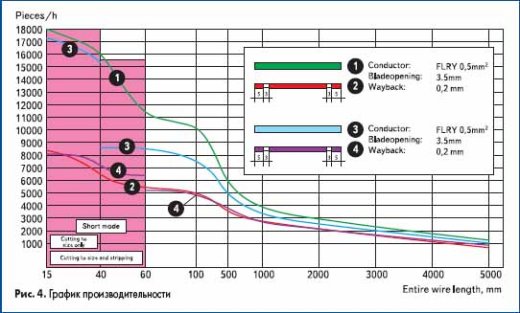

Η εταιρεία προσφέρει πολλά τυπικές λύσειςβασίζονται σε μηχανήματα της σειράς Kappa: για την παραγωγή καλωδίων επικάλυψης οπτικών ινών, γραμμές σήμανσης (θερμικό ή inkjet) για σύρματα (καλώδια) για μηχανική μεταφοράς, με προσθετος εξοπλισμος - καλή απόφασηγια την κατασκευή κενά για την παραγωγή εξοπλισμού φωτισμού.
KOMAX Gamma 255
Ειδικά για ηλεκτρονικά, η Komax προσφέρει μηχανήματα της σειράς Gamma (Εικ. 6). Το πιο ενδιαφέρον μηχάνημα αυτόματης επεξεργασίας για ηλεκτρονικούς μηχανικούς είναι το Komax Gamma 255. Σε αυτό το "καθολικό", μπορείτε να επεξεργαστείτε σύρματα με διατομή 0,0123 mm, να κάνετε επικασσιτέρωση, συγκόλληση (το "ανώτερο" όριο είναι 2,5 mm2) και στρίψιμο οι πυρήνες μετά την απογύμνωση (Πίνακας 3, Εικ. 7). Στα ηλεκτρονικά, είναι συχνά απαραίτητο να κάνετε συνδέσεις με συγκόλληση μικρών βραχυκυκλωτικών. Ειδικά για αυτό, υπάρχει λειτουργία κοπής-απογύμνωσης-συγκόλλησης και στις δύο πλευρές (Εικ. 8), το ελάχιστο μήκος του βραχυκυκλωτήρα είναι 15 mm. Το μηχάνημα είναι συμπαγές και απαιτεί ελάχιστο χώρο για τοποθέτηση. Στην Ευρώπη, οι συμβασιούχοι κατασκευαστές πλακετών τυπωμένων κυκλωμάτων, ηλεκτρονικών εξαρτημάτων και συσκευών προτιμούν αυτό το μηχάνημα.
Το συνεστραμμένο ζεύγος είναι μια εναλλακτική λύση στο ομοαξονικό σύρμα σε ορισμένα κυκλώματα μέτρησης.
Η εταιρεία δημιούργησε την αυτόματη μηχανή κατασκευής καλωδίων συνεστραμμένου ζεύγους BT188 ειδικά για συστήματα αυτοκινήτων και μετρήσεων. Η εμπειρία λειτουργίας στη Ρωσία έχει δείξει την υψηλή αποτελεσματικότητα της χρήσης του, καθώς οι προσπάθειες να πραγματοποιηθεί η λειτουργία συστροφής χρησιμοποιώντας «αυτοσχέδια» μέσα οδηγούν σε ζημιά στη μόνωση των πυρήνων του σύρματος, παραμορφώνουν το σύρμα, δεν υπάρχει και δεν μπορεί να υπάρξει εγγύηση ποιότητας ( Εικ. 11).

Προδιαγραφές:
- Διατομές: 2×0,08 έως 2×2,5 mm 2 ;
- Με επιπλέον εξοπλισμός: 3 ή 4×0,08 έως 2,5 mm 2;
- Μήκος συστροφής: 8–50 mm.
- Μήκος μη στριμωγμένων άκρων: 25–85 mm, ρυθμιζόμενο.
- Μήκος τελικού συνεστραμμένου ζεύγους: 50–2500 mm (με πρόσθετο εξοπλισμό - έως 999,9 mm):
- Τροφοδοτικό: 115/230 V, 50/60 Hz;
- Πίεση συμπιεσμένος αέρας: 4–6 atm.;
- Διαστάσεις (Μ×Β×Υ): 3792×585×1230 mm;
- Παραγωγικότητα: περίπου 330 τμχ/ώρα.
Στο πλαίσιο ενός άρθρου ανασκόπησης, είναι αδύνατο να περιγραφούν όλες οι λύσεις KOMAX για την ηλεκτροτεχνία, την αυτοκινητοβιομηχανία, μια ευρεία γκάμα μηχανών για την επεξεργασία σύρματος, αυτοματισμούς συναρμολόγησης για φάρμακα, ηλιακούς συλλέκτες, ακόμα και μαχαίρια (το διάσημο VictryNox), επομένως εδώ παρουσιάζονται μόνο «ζωντανές» λύσεις για ηλεκτρονικά.
Μηχανές για προηγμένες τεχνολογίες
Οι σύνδεσμοι IDC (Insulation Displacement Contact) εμφανίστηκαν για πρώτη φορά στα ηλεκτρονικά. Η ιδέα των επαφών με "σχισμή" έχει αποδειχθεί επίμονη· τώρα οι σύνδεσμοι IDC χρησιμοποιούνται ευρέως στα ηλεκτρονικά, τις οικιακές συσκευές και την αυτοκινητοβιομηχανία. Έχουν εμφανιστεί σύνδεσμοι που αντέχουν έως και 10 A - και αυτό δεν είναι το όριο. Η χρήση συνδετήρων IDC κατέστησε δυνατή τη σημαντική μείωση του κύκλου κατασκευής της πλεξούδας.
Αυτοί οι σύνδεσμοι χρησιμοποιούνται ευρέως στην παραγωγή οικιακών συσκευών και ηλεκτρονικών ειδών.
Στη σειρά αυτόματων μηχανημάτων IDC, η KOMAX διαθέτει αρκετές λύσεις (αυτόματες γραμμές, μηχανές συναρμολόγησης αυτόματου καλωδίου) - μηχανές της σειράς Zeta και Lambda.
Για ημιαυτόματη λειτουργία, προτείνουμε ημιαυτόματα μηχανήματα Stocko (Γερμανία) και για συναρμολογημένο στο χέρι(φλάντζες) Υποδοχές IDC - Εργαλείο Tyco.
Τα μηχανήματα KOMAX και Stocko είναι εξοπλισμένα με συστήματα ποιοτικού ελέγχου σύνδεσης. Στο Σχ. Το σχήμα 12 δείχνει ένα τμήμα γείωσης της σύνδεσης IDC.

Έκκληση στους ηλεκτρονικούς μηχανικούς
Δυστυχώς, πρέπει να παραδεχτούμε ότι οι ειδικοί που επιλέγουν εξοπλισμό δεν κατανοούν πάντα την τεχνολογία κατασκευής ιμάντων χρησιμοποιώντας αυτόματες και ημιαυτόματες μηχανές. Αυτό οφείλεται σε μεγάλο βαθμό στο γεγονός ότι υπάρχουν όλο και λιγότεροι ειδικοί μηχανολόγοι μηχανικοί με πρακτική εμπειρία. Συχνά, έχοντας δει ένα μηχάνημα "ελαφρύ και κομψό", ξεχνούν ότι το μηχάνημα δεν μπορεί να λειτουργήσει χωρίς ένα αξιόπιστο και ισχυρό πλαίσιο, ότι οι παραμορφώσεις που προκύπτουν κατά τη διάρκεια της εργασίας "σπάνε" της μόδας προφίλ αλουμινίου, οι μηχανικές ρυθμίσεις έχουν χαθεί.
Όταν επιλέγετε εξοπλισμό, προσπαθήστε να λαμβάνετε συστάσεις από τα άτομα που χειρίζονται τον εξοπλισμό και όχι από τον πωλητή. Δυστυχώς, οι πωλητές, για προφανείς λόγους, επικεντρώνονται στην τιμή και όχι καταναλωτικά ακίνητα. Ζητήστε από προμηθευτές (πωλητές) δεδομένα για τη διάρκεια ζωής και το κόστος των κύριων ανταλλακτικών και Προμήθειες, το κόστος της υπηρεσίας (χωρίς εγγύηση) - μια ώρα (ημέρα) της εργασίας ενός ειδικού, οι ελάχιστες υπηρεσίες που θα χρειαστεί να παρέχετε για την εργασία του. Πολύ συχνά αυτά τα έξοδα είναι σημαντικά (έως 1500 ευρώ την ημέρα!). Αξιολογήστε ξεχωριστά το κόστος του χρόνου διακοπής λειτουργίας (!). Σε αυτή την περίπτωση, μπορείτε να πάρετε πολύ ενδιαφέροντα στοιχεία που θα αναιρέσουν όλες τις "ψευδο-εξοικονομήσεις".
Όταν επιλέγετε εργαλεία για πτύχωση (εφαρμογείς), ζητήστε δεδομένα για τη διάρκεια ζωής των εξαρτημάτων. Πολύ συχνά, επιδιώκοντας μια χαμηλή τιμή, μπορείτε να καταλήξετε με έναν εφαρμοστή που δεν θα αντέξει ούτε 10 χιλιάδες κύκλους. Εάν σας ενδιαφέρει η ποιότητα και η υψηλή ρευστότητα (η δυνατότητα πώλησης), χρησιμοποιήστε μόνο συσκευές εφαρμογής Mecal (Ιταλία) - η διάρκεια ζωής τους είναι πάνω από 3 εκατομμύρια κύκλους. Όχι μόνο είναι «άφθαρτα», είναι επίσης ένα υγρό εμπόρευμα.
Επί του παρόντος, βρισκόμαστε στα πρόθυρα μιας έκρηξης στα ηλεκτρονικά, την ηλεκτρολογική μηχανική και την αυτοκινητοβιομηχανία. Οι εταιρείες που έχουν αρχίσει να παράγουν αυτοκίνητα και οικιακές συσκευές στη Ρωσία θα φτάσουν την ικανότητα σχεδιασμού τους το 2008–2009. Όλοι δεσμεύονται από υποχρεώσεις με τη ρωσική κυβέρνηση να τοπικοποιήσουν την παραγωγή τους. Η ίδια η εφοδιαστική παραγωγής δείχνει ότι η εισαγωγή (ακόμη και από τη «φθηνή» Κίνα) εξαρτημάτων και συγκροτημάτων για τη συναρμολόγηση SKD θα γίνει ασύμφορη στο εγγύς μέλλον. Ο μεταφορέας στοχεύει στην εγχώρια αγορά, η παραγωγή επικεντρώνεται στις πωλήσεις, επομένως η διατήρηση τεράστιων αποθεμάτων εξαρτημάτων και ανταλλακτικών γίνεται ακριβή και μη πρακτική: τα αποθέματα αποθήκης φτάνουν τα δεκάδες κυβικά μέτρα και τις εκατοντάδες χιλιάδες ευρώ!
Τον Αύγουστο-Σεπτέμβριο πραγματοποιήθηκε στη Μόσχα η έκθεση MotorShow (MIMS και Interauto). Αυτή η έκθεση αυτοκινήτου αποδείχθηκε ότι ήταν στην πραγματικότητα μια έκθεση της κινεζικής αυτοκινητοβιομηχανίας στη Ρωσία. Η αφθονία των Κινέζων κατασκευαστών αυτοκινήτων και εξαρτημάτων αυτοκινήτων είναι εκπληκτική, εντυπωσιακή, συγκλονιστική. Τώρα τα περισσότερα απόεργοστάσια συναρμολόγησης αυτοκινήτων και παραγωγή οικιακών συσκευών σύμφωνα με τις απαιτήσεις Ρωσική Κυβέρνησηπρέπει να εντοπιστεί. Ανοίγει ένα ευρύ πεδίο για τους συμβασιούχους εργαζομένους να αλληλεπιδράσουν με τις εγκαταστάσεις συναρμολόγησης. Τα αυτοκίνητα είναι «γεμισμένα» με ηλεκτρονικά, πλεγμένα με καλώδια και ιμάντες. Θα δώσω μια σύντομη λίστα επιχειρήσεων που ασχολούνται με τη συναρμολόγηση στη Ρωσία:
- Αυτοκίνητα (που υποδεικνύει τη σχεδιαστική ικανότητα ορισμένων): Renault/Avtoframos - 160 χιλιάδες. Hyundai/Taganrog - 100 χιλιάδες. VW/Kaluga - 250 χιλιάδες. Ford/Vsevolozhsk - 120 χιλιάδες. Chery/AvtoTor (200), περιοχή DM-Geely/Sverdlovsk; KIA/Izhevsk; Toyota (200), Nissan (100), GM-DC/SPb-Shushary; SsangYong/Naberezhnye Chelny; Fiat/Elabuga; Chrysler/GAZ; FAW/Gzhel; GWC/Elabuga; Isuzu/Ulyanovsk - και δεν είναι μόνο αυτό.
- Παραγωγή οικιακών συσκευών Αγία Πετρούπολη/BSH (Bosch-Siemens-Hausgerete), Electrolux; Orsk/Merloni, Lipetsk/Indesit και Stinol, Vladimir/BEKO, Kirov/Candy, Ruza/LG, Samsung.
Ο αριθμός των εταιρειών δεν μειώνεται· υπάρχουν παρόμοια έργα στον τομέα της μηχανικής μεταφορών και της αεροπορίας. Οι κατασκευαστές ηλεκτρονικών έχουν ένα ευρύ πεδίο δραστηριότητας και ευκαιρίες να επεκτείνουν την παραγωγή τους. Είναι πολύ πιο εύκολο για τους πιστοποιημένους συμβασιούχους να ενταχθούν σε προγράμματα τοπικής προσαρμογής. Μη χάνεις την ευκαιρία σου, μην μαθαίνεις από τα λάθη σου. Η εμπειρία με τις εγκαταστάσεις συναρμολόγησης δείχνει ότι υπάρχει ανάγκη για τις υπηρεσίες σας.
 (1βαθμολογίες, κατά μέσο όρο: 5,00απο 5)
(1βαθμολογίες, κατά μέσο όρο: 5,00απο 5)