Bir havyayı kalaylamanın en iyi yolu nedir? Tellerin doğru şekilde kalaylanması teknolojisi. Teller nasıl kalaylanır: adım adım talimatlar
Çıplak kalaylama gibi bir lehimleme aşamasında biraz nerede durduğumuzdan bahsetmiştik. bakır iletkenler. Şimdi size neden kalay telleri ve bir havya ile çalışma deneyimi olmadan nasıl doğru şekilde yapılacağını daha ayrıntılı olarak anlatacağız. Talimat şu şekilde verilecektir - önce kalaylamanın ne için olduğundan bahsedelim, ardından bu sürecin tüm nüansları hakkında konuşalım.
Tel kadar kalın bir şeyi çok zayıf bir kaynakçıyla kaynaklamak gerçek bir kabus. Fotoğrafların çoğunda görülen kaynak makinesi Weller tarafından yapılmıştır ve değişken sıcaklık kontrolüne sahiptir. Isıyı projeye uyacak şekilde özelleştirebileceğiniz için her iki dünyanın da en iyisidir, ancak sabit sıcaklıklı kaynak makinelerinden çok daha pahalıdır. Zaman zaman sadece kaynak toplayacaksınız, kaynakçı değişkenine gerek yok.
Kaynak Birçok kaynak türü vardır. 0,02'den bağlantı için gerekenden çok daha kalın olana kadar birçok boyut satılmaktadır. bakır borular bütan meşale ile. En ince olanlar, direnç takmak gibi küçük ayrıntılı şeyler için ve daha büyük olanlar için kullanılır. En uygun kaynak, kalay ve kurşun kombinasyonundan oluşur - kaynağa bağlı olarak %60 ila %40. Kurşunla olacak her şey için kısıtlama tarihinden bu yana olan değişiklikleri zaten görebilirsiniz. Her durumda, zararlı olabilecekleri ve kurşun içeren ürünlerin bulunması çok kolay olduğu için kurşunlu ürünlerden kaçınmak en iyisidir.
Neden bu kadar önemli?
Gerçek şu ki, bakır havada oksitlenebilir ve bu da genellikle teller arasında zayıf temasa yol açar. İleride kötü bir kontak ısınmaya başlar ve bunun sonucunda kablolarda yangın çıkabilir. Bunun olmasını önlemek ve dayanıklı, güvenilir ve emniyetli olmak için, damarların soyulmuş uçlarını kurşun-kalay lehim kullanarak kalaylamak gerekir.
Bazı kaynaklar içerecektir çok sayıda gümüş. Bu, erime noktasını biraz yükseltir, ancak gümüş, dikişin daha iyi akmasına yardımcı olur ve eklemleri güçlendirir. Kaynakla ilgili bilmeniz gereken son şey, reçine özlü kaynak kullanmanız gerektiğidir çünkü kaynak yapmaya yardımcı olur ve hala en uygun fiyatlı türdür.
Kaynakçı İpuçları Kaynakçıların zaten bir ipucu var, bu yüzden dışarı çıkıp satın almanıza gerek yok, ancak arasındaki farkları bilmek önemlidir. çeşitli ipuçları ve kaynak türü için doğru ucu kullandığınızdan emin olun. Bazı düşük güçlü kaynak makineleri, ayrıntılı çalışma için konik uçlarla gelirken, çoğunun telleri sabitlemek için iyi çalışan bir tornavida gibi daha düz bir ucu vardır. Ucun lehimleyeceğinizden biraz daha küçük olmasını istersiniz, böylece kaynak yapılıp yapılmadığını kontrol edebilirsiniz.
Ek olarak, örneğin bir güç kaynağı ile lehimleme sırasında kalaylama kullanılır. LED şeridin telleri ışınlanmazsa, lehimleme noktası güvenilir olmayacaktır ve tellerin zamanla düşmesi olasıdır.
adım adım talimat
Bu nedenle, kabloları doğru şekilde nasıl kalaylayacağınızı size açık hale getirmek için resimlerde adım adım talimatlar sunuyoruz:
Destek kaynakçı ve temizleme süngeri. Çalışırken kaynakçıyı yerleştirmek için güvenli bir yere sahip olmak güzel. standı destekler kaynak makinesi ve ucun temizlenmesini sağlar. Birçok kaynakçı bir sehpayla gelir, ancak sehpanız yoksa bir tane satın alabilir veya kendinizinkini yapabilirsiniz.
Pense, tel şeritler, ince cımbız ve kabloları otomatik olarak çıkaran bir cihazdan oluşur. Çok fazla kablo çıkaracaksanız bu cihaz çok kullanışlıdır, ancak gerekli değildir. Nesneleri Takmak için Bağlantı Elemanları Genellikle "üçüncü eller" veya "dost eller" olarak anılan bu küçük klipsler kaynak yapmaya yardımcı olur. Kaynak makinesini bir elinizle tutmalı ve diğer elinizle kaynak yapmalısınız. kolay yol parçaların hareket etmesini önleyin. Krampon, klips, mandal ve hatta bant kullanabilirsiniz.

Bu şekilde, kabloları evde hızlı ve verimli bir şekilde kalaylayabilirsiniz. Kalaylama gerçeğine dikkatinizi çekiyoruz ince teller kulaklıklardan (veya bir mikrofondan) biraz farklı yapmanız gerekir. Kablolama emaye olduğundan (vernikle açılmıştır), önce emayeyi dikkatlice sıyırmalısınız. Keskin bıçak. Bundan sonra, bir havya ile kalaylama yapmak zaten gereklidir.
Bunların nasıl yapılacağına dair birçok talimat var. Kaynak dumanının solunması önerilmez ve lehimleme sırasında duman oluşur. Kurulabilecek herhangi bir havalandırma türü yardımcı olacaktır. Dumanları dışarıya yönlendirin veya en azından bir filtre fanı kullanın. Küçük kaynak parçaları kaynaktan dışarı fırlıyor ve bakarsanız iyi görünmüyor. ile kabloları kaynak yapabilirsiniz elektrik parçaları dirençler ve kapasitörler, devreler, test plakaları, elektrotlar, küçük metal parçalar ve aklınıza gelebilecek diğer her şey.
Konuyla ilgili video eğitimleri:
Özel bir lehimleme asidi kullanarak teli reçinesiz kalaylayabilirsiniz. Bu durumda, önce çalışma yüzeylerini (kablonun ucu ve ucu) aside batırılmış bir fırça ile işlemeniz gerekir, ardından lehim uygulayabilirsiniz. Her iki yöntem de gelecekteki bağlantının kalitesinden korkmadan kullanılabilir. Kalın bir tele gelince, onu ışınlamak çok ince olandan daha kolaydır. Bunun için biraz beceri ve hatta daha az zaman gerekecek, en önemlisi - çekirdeğin yüzeyini bir bıçakla temizlemeyi unutmayın.
Lehimlenebileceğini bilmiyor musun? Deneyin - havaya uçurmayacaksınız. Yeni bir kaynak makinesi kullanıyorsanız, uca biraz kaynak uygulamanız gerekir, bu "kaynakçı kalaylama" adı verilen bir işlemdir ve bu yalnızca yeni ekipmanla gereklidir, çünkü zaten kullanılmış olanın ucunda her zaman biraz kaynak olacaktır.
Kaynakçı istenilen sıcaklığa geldiğinde nemli bir süngerle temizlemeyi severim. Bana kaynak telini nasıl tutacağıma dair iyi bir fikir gösterdi: kısa bir parça kesin, bir ucunda kuyruğu dışarı çıkacak şekilde birkaç dönüşle bir ilmek yapın ve telin ucunu büyük bir hassasiyetle manipüle edebilmek için ilmeği parmaklarınızla tutun. Bu, kaynak firmasını korumanıza ve doğru miktarda kaynak kullanmanıza yardımcı olacaktır.
Burada, bu kadar basit bir teknolojiyi kullanarak, bir havya ile kalaylamayı kendiniz yapabilirsiniz. Umarız artık telleri nasıl kalaylayacağınızı ve bunun ne için olduğunu biliyorsunuzdur. Bir noktada anlamadıysanız, izlemenizi öneririz. görsel video talimatlar veya yorumlarda bir soru sorun!
Okuduğunuzdan emin olun:
Lehimleme yeteneği modern hayat, elektrikli ev aletleri ve elektronik ile doymuş, bir tornavida ve bir piston kullanma becerisi kadar gereklidir. Metalleri lehimlemenin birçok yöntemi vardır, ancak her şeyden önce, bir havya ile nasıl lehim yapılacağını bilmeniz gerekir. yaşam koşulları diğer yöntemler uygulanabilir ve ayrıca gerekli olabilir. Bu makale, manuel yapıştırma işi teknolojisinde ustalaşmak isteyenlere yardımcı olmayı amaçlamaktadır.
Bu, tüm kaynak makarasını bir kerede tutmaya çalışmaktan veya sadece bir akış kullanmaktan çok daha iyi bir fikirdir. Kabloyu lehimlerseniz, çıplak teli ayırmak için ~5 cm yalıtım sıyırmanız gerekir. İki kabloyla bağlantı kuruyorsanız, lehimlemeden önce iki ucu birlikte bükebilirsiniz. Elektronik parçalar PCB'de lehimlenmesi kolaydır - bunları yerleştirmeniz yeterlidir Doğru yer klipslerle tutarak veya yerlerinde tutmak için terminallerini hafifçe bükerek.
Lehim malzemeleri
Son olarak, bileşenleri klipslerle veya başka bir teknikle tutarak lehimlemek istediğinizi hazırlayın. Sadece kaynak yapmaya başladığınız andan itibaren hiçbir şeyin hareket etmediğinden emin olmak istersiniz ve ellerinizi kullanabilirsiniz. Kaynak yapmaya hazır olduğunuz için kaynak makinenizin doğru sıcaklığa ulaştığını umalım!
akılar
Lehim akıları, nötr (aktif olmayan, asitsiz), baz metal ile kimyasal olarak etkileşime girmeyen veya önemsiz bir ölçüde etkileşime giren, aktif, ısıtıldığında baz metal üzerinde kimyasal olarak hareket eden ve aktif (asidik), üzerinde ve soğuk olarak ikiye ayrılır. Akımlara gelince, yüzyılımız en çok yenilikleri getirdi; çoğu kısım için Hala iyi olanlar, ama kötü olanlarla başlayalım.
Kabloları aşırı ısıtmak neredeyse imkansızdır. Bu, yalıtım sızıntısına yol açabilir, evet, ancak kablolara zarar vermezsiniz. Kablolar birlikte sıkılıp düzleştiğinde, kaynak makinesini bir elinizle kavrayın ve diğerine takın. Kaynakçının ucunu tellere değdirin ve orada tutun.
Kablolar ısınmaya başlayacaktır. Önümüzdeki birkaç dakika içinde, kaynakçıya ve kabloların kalınlığına bağlı olarak, 2 ila 10 saniye arasında, her şey kaynağı eritecek kadar sıcak olacaktır. Yeterince sıcak olduklarından emin olmak için kaynak telinin ucunu kablolara dokundurabilirsiniz. Evet ise, zayıf bir halka yapacaksınız.
İlk olarak, rasyonların yıkanması için teknik olarak saf aseton, kaçak ilaç üretiminde kullanılması ve kendisinin narkotik bir etkiye sahip olması nedeniyle artık yaygın olarak bulunamamaktadır. Teknik aseton ikameleri - çözücüler 646 ve 647.
İkincisi, aktive edilmiş akış pastalarındaki çinko klorür, genellikle sodyum tetraborat - boraks ile değiştirilir. Hidroklorik asit- son derece zehirli kimyasal olarak agresif uçucu madde; çinko klorür de zehirlidir ve ısıtıldığında süblimleşir, yani. erimeden kaçar. Boraks güvenlidir, ancak ısıtıldığında, lehimleme kalitesini biraz kötüleştiren büyük miktarda kristalleşme suyu açığa çıkarır.
Fazladan bir saniye beklemek ve lehimi doğrudan ısıtılmış kabloların üzerine eritmek çok daha iyidir. Kablonun kaynağına dokunup duman çıkarmaya ve erimeye başlarsanız, teller yeterince sıcaktır. Gerekirse ek yerine daha fazla kaynak uygulayın. Benim gibi tabanca tipi bir kaynak makinesi kullanıyorsanız, kapatmak için tetiği bırakmanız yeterlidir. Tetiği olmayanlar için sıcak olacak, bu yüzden üsse geri getirin.
Yanmaz bir sokma nasıl ışınlanır
Yeterli olduğunu düşündüğünüz şeye sahip olduğunuzda, eklemi lehimleyin, lehimi çıkarın ve havyayı çıkarın. Tabanca tipi bir kaynak makinesi kullanıyorsanız, kapatmak için tetiği bırakın. Demir tetiği olmayan bir tür kullanıyorsanız, sıcak olacaktır, bu nedenle tutucuya geri koyun.
Not: boraksın kendisi, erimiş lehime batırılarak lehimleme için bir lehim eriticidir, aşağıya bakınız.
İyi haber şu ki, artık lehimleme ömründeki tüm durumlar için satışta en geniş fluks yelpazesi var. Normal lehimleme işleri için, ucuz SKF'ye (yukarıdaki şekilde Tablo I.10'daki asitsiz eritkenler listesinde ikinci sırada yer alan alkol rosin, önceki adıyla CE) ve lehimleme (kazınmış) asit gerekir, bu listedeki ilk asit eriticidir. SCF, bakır ve alaşımlarının lehimlenmesi için, lehim asidi ise çelik için uygundur.
Adım 4: PCB Kaynak Bileşenleri
İşte kablo kaynağını gösteren bir video. Süreç çok hızlı ve beklendiği kadar zor değil. İşte aynı konuda başka bir soru. Yakın zamana kadar sadece kaynak kabloları ve hoparlör bileşenleri kullanıyordu. Bu, daha büyük olanın etrafında az çok bükülmüş tel ve kapasitörlere ve indüktörlere bağlı direnç terminalleri anlamına geliyordu. Sadece bu seviyede bir şey yapıyorsanız, bir önceki adımda anlatılandan daha zor bir şey yoktur.
Devre kartı üzerinde lehimleme biraz daha özen ve dikkat gerektirir, ancak yine de çok erişilebilir. Buna "delikten lehimleme" denir. Uç daha küçüktür ve bu nedenle doğru sıcaklığı elde etmek ve kaynağı daha doğru bir şekilde uygulamak daha kolaydır. Ve her durumda, sabit sıcaklıkta bir kaynak tabancası kullanmak, çok fazla ısı uygulayarak bileşenlere zarar verebilir.
SCF'den gelen lehimler yıkanmalıdır: rosin bileşimi, metali uzun süreli temasla yok eden süksinik asit içerir. Ayrıca kazara dökülen SCF anında etrafa yayılır. geniş alan ve çok uzun süre kuruyan son derece yapışkan bir çamura dönüşür, bu lekeler hiçbir şekilde giysilerden, mobilyalardan veya duvarlı zeminden çıkarılamaz. Genel olarak, SCF lehimleme için iyi bir akıdır, ancak beceriksiz aptal toplar için değildir.
Terminalleri lehimlerken baskılı devre kartı terminale ek olarak kartın kendisinde bulunan metal kontağı ısıtmak istiyorsunuz. Bu adımda bağlanan parçalar önceki adımdaki tellerden çok daha küçüktü, bu nedenle her şey çok daha hızlı ısındı.
Önce kaynağın ardından kaynak makinesinin çıkarılması önemlidir, çünkü kaynak çok çabuk sertleşir ve kaynak makinesi çıkarılır çıkarılmaz levhaya yapışabilir. kullanım Gerekli miktar küçük parçaların kaynağı yapılırken lehimlemeden daha önemlidir. Çok fazla kaynak yapılırsa ve bağlantının dışına çıkarsa kısa devreye neden olabilir. Öte yandan, gereğinden az uygulanırsa, hiç olmaması mümkündür. iyi bağlantı ve plaka iyi çalışmıyor.
GFR'nin tam teşekküllü bir ikamesi, ancak dikkatsiz kullanımla o kadar da kötü değil - TAGS flux. Çelik parçalar, lehim asidi ile lehimlemeye izin verilenden daha ağırdır ve daha sıkı bir şekilde F38 fluks ile lehimlenmiştir. Üniversal akı, herhangi bir kombinasyondaki hemen hemen her metali lehimleyebilir. alüminyum, ancak onunla bağlantının gücü standartlaştırılmamıştır. Alüminyum lehimlemeye geri döneceğiz.
Doğru miktar, terminalin ve plakanın tabanında oluşan küçük bir karınca parçasına benzeyecektir. İşte sürecin bir videosu. Bileşenleri devre kartına lehimledikten sonra, terminallerin çıkıntılı uçlarını çıkarabilirsiniz. Yapması oldukça kolay ve çok az beceri var. Kesmeden önce sadece birkaç adım var.
Pürüzsüz, düz kesimler için şevli pense kullanmak en iyisidir. aynısı İyi bir fikir oluşturma riskini en aza indirmek için PCB yüzeyinde terminalleri çok sert bir şekilde kesin. kısa devre. Fazlalığı kestikten sonra kaynakla işiniz biter ve bir sonraki adıma geçebilirsiniz.
Not: radyo amatörleri, unutmayın - emaye telleri soymadan lehimlemek için akılar artık satışta!
Diğer lehimleme türleri
Zanaat severler ayrıca genellikle kalaysız bronz uçlu kuru bir havya ile lehimlenirler. lehim kalemi, poz. şek. Lehimleme bölgesinin dışına yayılan lehimin kabul edilemez olduğu durumlarda iyidir: takı, vitray pencereler, uygulamalı sanatın lehimlenmiş nesneleri. Bazen yüzeye monte mikroçipler de 1,25 veya 0,625 mm pim aralığıyla kuru lehimlenir, ancak bu aynı zamanda riskli bir iştir. deneyimli profesyoneller A: zayıf termal temas, aşırı havya gücü ve uzun süreli ısıtma gerektirir ve manuel lehimleme sırasında ısıtma stabilitesini sağlamak imkansızdır. Kuru lehimleme için POSK-40, 45 veya 50'den harpiler ve kalıntıların çıkarılmasını gerektirmeyen akı pastaları kullanılır.
Adım 6: Bileşenleri PCB Tarafına Takma
İşte keskin uçlar hakkında bir video. Terminallerin deliklerden geçirilebildiği kartın arkasındaki bileşenlere kaynak yapmak, bileşenleri PCB'ye bağlamanın iki yolundan en basit olanıdır. Ancak levhanın ana yüzeyinde, kaynağın daha hassas ayarlanmasını gerektiren birçok bileşen kurulmalıdır.
Bir PCB'nin yüzeyine bir şey lehimlemek, lehimleme adı verilen bir işlem gerektirir. Bu durumda, PCB'nin yüzeyindeki bir pime biraz kaynak yapmak ve ardından bileşeni lehim damlasına tutturmakla ilgilidir. Önce devre kartındaki bir kontakla kaynakçının ucuna dokundu. Daha sonra kaynağı biraz sardı ve kaynağı çıkardı. Kaynak makinesini çıkardı, parçayı klipslerle birkaç saniye daha tuttu ve sonra çıkardı.
Kalın tellerin çıkmaz kıvrımları (yukarıya bakın), erimiş lehim içeren bir banyo olan bir futorka'ya daldırılarak lehimlenir. Futorka bir kaynak makinesiyle ısıtıldığında (konum 2a), ancak şimdi ilkel bir vahşilik: elektrikli bir futorka veya lehim banyosu (konum 2) daha ucuz, daha güvenli ve verir en iyi kalite lehimleme. Büküm, eridikten ve çalışma sıcaklığına kadar ısıtıldıktan sonra lehime sağlanan bir kaynayan akı tabakası yoluyla futorka'ya verilir. Bu durumda en basit akı, reçine tozudur, ancak kısa sürede kaynar ve daha da hızlı yanar. Futorka'yı kahverengi ile eritmek daha iyidir ve eğer galvanizleme için lehim banyosu kullanılıyorsa küçük parçalar, o zaman bu tek olası değişken. Bu durumda Maksimum sıcaklık futorki, çünkü 500 santigrat dereceden düşük olmamalıdır. çinko 440 derecede erir.
Lehimleme için parçaların hazırlanması
Ütüyü çıkardı, bileşeni birkaç saniye daha yerinde tuttu ve cımbız bileşenini serbest bıraktı. Kaynak makinesini, kaynak makinesini ve bileşenleri aynı anda tutmak zor olduğundan yüzey kaynağı iyi çalışır. Çok fazla lehim uygulamaya ve ortalığı dağıtmaya gerek yoktur. Yukarıdaki fotoğraflar süreci adım adım göstermektedir.
Adım 7: Çakmakla Kaynak Yapma
Tüm lehimleme aletlerine sahip değilseniz ama nasıl yapılacağını öğrenmek istiyorsanız, endişelenmeyin - sadece bir parça tel ve biraz kaynak yapabilirsiniz, eğer biraz ham kaynak yapabilirseniz. Ham kaynak, bir kişi ıssız bir adada kaybolduğunda ve gün batımı sırasında en sevdiği balina şarkıları kaydını dinleyebilmek için kulaklığını tamir etmesi gerektiğinde çok yararlıdır. Ayrıca arkadaşlarınızı şaşırtmak için iyi bir bling.
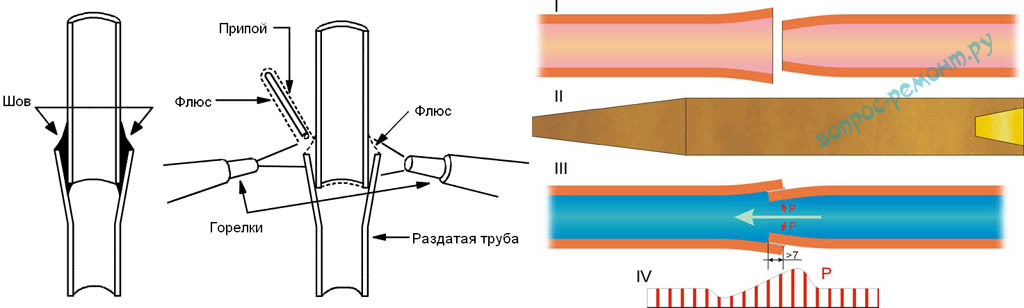
Son olarak, örneğin ürünlerde masif bakır. borular alev lehimleme ile lehimlenir. İçinde her zaman yanmamış parçacıklar vardır, hevesle oksijeni emer, bu nedenle alev, kimyagerlerin dediği gibi, indirgeme özelliklerine sahiptir: artık oksidi giderir ve yenisinin oluşmasını önler. konumda. Şekil 3, özel bir lehim meşalesinin alevinin, lehimleme bölgesinden gereksiz olan her şeyi kelimenin tam anlamıyla nasıl üflediğini gösterir.
Yüksek sıcaklıkta lehimleme yapılır, bkz. sağda, lehim alanını 1 bir sert lehim çubuğuyla 2 basınçla eşit şekilde ovuşturarak. Brülörün 3 alevi lehimi takip etmelidir, böylece sıcak nokta havada kalmaz. Önceden, lehimleme alanı renk tonu gidene kadar ısıtılır. konserve için sert lehim yüzeyler her zamanki gibi yumuşak lehimle lehimlenebilir. Borular söz konusu olduğunda alev lehimleme hakkında daha fazla bilgi için aşağıya bakın.
Merakla, bazı kaynaklarda bir lehim meşalesine lehimleme istasyonu denir. Yeniden yazma, yeniden yazmadır, ondan ne elde edersiniz. Aslında, bir masaüstü lehimleme istasyonu (aşağıdaki şekle bakın) hassas lehimleme işleri için bir ekipmandır: aşırı ısınmanın kabul edilemez olduğu mikroçipler vb. ile, gerekli olmadığı yerlerde lehimin yayılması ve diğer kusurlar. Lehimleme istasyonu, lehimleme bölgesindeki ayarlanan sıcaklığı doğru bir şekilde korur ve istasyon gazsa, oradaki gaz beslemesini kontrol eder. Bu durumda, brülör kitine dahildir, ancak lehim brülörünün kendisi bir taş ocağından - Aziz Basil Katedrali'nden başka bir şey değildir.
alüminyum nasıl lehimlenir
Modern eritkenler sayesinde, alüminyumu lehimlemek genellikle bakırdan daha zor değildir. Flux F-61A, düşük sıcaklıkta lehimleme için tasarlanmıştır, bkz. Lehim - Avia lehimlerinin herhangi bir analogu; Satılık farklı olanlar var. Tek şey, yaklaşık bir eğe gibi ucunda çentikler bulunan kalaylı bir bronz çubuğu havyaya sokmanın daha iyi olmasıdır. Bir akı tabakası altında kolayca kazınır dayanıklı film alüminyumun bu şekilde lehimlenmesine izin vermeyen oksit.
Flux F-34A, lehim 34A ile alüminyumun yüksek sıcaklıkta lehimlenmesi için tasarlanmıştır. Bununla birlikte, lehimleme alanını bir alevle çok dikkatli bir şekilde ısıtmak gerekir: alüminyumun kendisinin erime noktası sadece 660 Santigrat'tır. Bu nedenle, alüminyumun yüksek sıcaklıkta lehimlenmesinde alevsiz oda lehimleme (fırın ısıtmalı lehimleme) kullanmak daha iyidir, ancak bunun için ekipman pahalıdır.
Alüminyumu ön bakır kaplama ile lehimlemenin "öncü" bir yöntemi de vardır. Yalnızca elektrik kontağının gerekli olduğu ve örneğin ortak bir PCB veriyoluna bir alüminyum kasa bağlamanız gerektiğinde, lehimleme alanındaki mekanik gerilimlerin hariç tutulduğu durumlarda uygundur. "Öncü bir şekilde" alüminyum lehimleme, şekil 2'de gösterilen kurulumda gerçekleştirilir. sol. Pudra göztaşı lehimleme alanına bir slayt dökün. Daha sert diş fırçası çıplak sarılı bakır kablo, distile suya daldırıldı ve basınçla vitriol ile ovuldu. Alüminyum üzerinde bakır bir nokta göründüğünde, her zamanki gibi kalaylanır ve lehimlenir.
küçük lehimleme
Baskılı devre kartlarının lehimlenmesinin kendine has özellikleri vardır. Genel olarak baskılı devre kartlarındaki parçaların nasıl lehimleneceği, çizimlerde küçük bir ana sınıfa bakın. Tellerin kalaylanması ortadan kalkar, çünkü. radyo bileşenlerinin ve çiplerin sonuçları zaten kalaylı.
Amatör koşullarda, öncelikle, cihaz 40-50 MHz'e kadar olan frekanslarda çalışıyorsa, akım taşıyan tüm izleri tamir etmek pek mantıklı değildir. İÇİNDE endüstriyel üretim levhalar örneğin düşük sıcaklık yöntemleriyle kalaylanır. püskürtülür veya elektrokaplanır. Rayların tüm uzunluk boyunca bir havya ile ısıtılması, tabana yapışmalarını kötüleştirecek ve delaminasyon olasılığını artıracaktır. Bileşeni monte ettikten sonra tahtayı cilalamak daha iyidir. Bakır bundan hemen kararacaktır, ancak bu, mikrodalgadan bahsetmediğimiz sürece cihazın performansını hiçbir şekilde etkilemeyecektir.
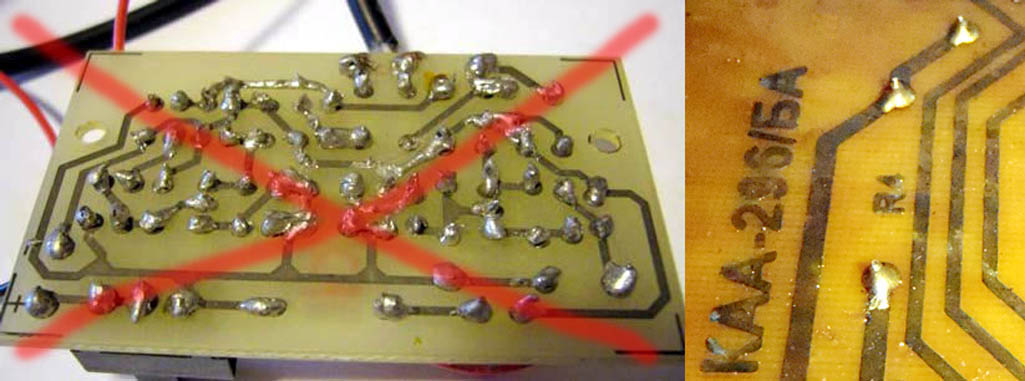
Ardından, yolun solundaki çirkin bir şeye bakın. pirinç. Böyle bir evlilik için ve kötü anılarla, Sovyet MEP (Elektronik Sanayi Bakanlığı), tesisatçılar yükleyici veya yardımcı konumuna indirildi. konuyla ilgili bile değil dış görünüş veya pahalı lehimin aşırı harcanması ve ilk olarak, bu plakaların soğutulması sırasında hem montaj pedlerinin hem de parçaların aşırı ısınması. Ve büyük ağır lehim akışları, halihazırda zayıflamış hatlar için oldukça inert ağırlıklardır. Radyo amatörleri etkinin gayet iyi farkındalar: Yanlışlıkla "mürekkepbalığı" tahtasını yere ittim - 1-2 veya daha fazla parça soyuldu. İlk lehimlemeyi beklemeden.
Basılı devre kartları üzerindeki lehim yolları, 0,7 çapından fazla olmayan bir yüksekliğe sahip olacak şekilde yuvarlatılmalıdır. kurulum yeri, şek. Kabloların uçları sarkmalardan hafifçe çıkıntı yapmalıdır. Bu arada, tahta tamamen ev yapımı. Evde yapmanın bir yolu var mı? baskılı kablolama fabrikadaki kadar doğru ve net ve hatta orada istediğiniz yazıları görüntüleyin. Beyaz noktalar - fotoğraf çekerken ciladan kaynaklanan parlama.
Akıntılar içbükey ve daha da buruşuk - aynı zamanda bir evlilik. Sadece içbükey bir akış, lehimlemeye hava girmesine ek olarak lehimin yeterli olmadığı ve kırıştığı anlamına gelir. Monte edilen cihaz çalışmıyorsa ve lehimlememe şüphesi varsa öncelikle bu tür yerlere bakın.
IC'ler ve çipler
Aslında, bir entegre devre (IC) ve bir çip aynıdır, ancak teknolojide genel olarak kabul edildiği gibi, açıklık sağlamak için, IC'leri "mikruh" mikro devreleri olan DIP paketlerinde, büyük entegrasyon derecelerine kadar ve dahil olmak üzere, 2,5 mm'lik uçlarla, tahta çok katmanlı ise montaj deliklerine veya lehim kapaklarına takılı bırakacağız. Çiplerin süper büyük IC'ler - yüzeye monte edilmiş, pim aralığı 1,25 mm veya daha az olan "milyonerler" ve mikroçipler - telefonlar, tabletler, dizüstü bilgisayarlar için aynı durumlarda minyatür IC'ler olmasına izin verin. Sert çok sıralı pim terminallerine sahip işlemcilere ve diğer "taşlara" dokunmuyoruz: bunlar lehimlenmezler, ancak işletmede monte edildiğinde karta bir kez lehimlenen özel soketlere takılırlar.
Havya topraklama
Statik elektriğe duyarlılık açısından modern CMOS (CMOS) IC'ler, TTL ve TTLSH ile aynıdır, 100 ms boyunca 150 V'luk bir potansiyeli hasarsız tutar. Tepe değeri ağın çalışma voltajı 220 V - 310 V (220x1.414). Sonuç olarak: 12-42V'luk bir voltaj için düşük voltajlı bir havya gereklidir, bir darbe veya kapasitif balastla değil, demir üzerindeki bir düşürme transformatörüyle bağlanır! O zaman sokmadaki doğrudan bir arıza bile pahalı fişleri bozmaz.
Hala rastgele ve daha da tehlikeli olan şebeke voltaj dalgalanmaları var: yakınlarda kaynak açıldı, bir ağ atışı oldu, kablolar kıvılcımlandı, vb. Kendinizi onlardan korumanın en güvenilir yolu, "başıboş" potansiyelleri havya ucundan uzaklaştırmak değil, oradan çıkarmamaktır. Bunun için, SSCB'nin özel işletmelerinde bile, Şek.'de gösterilen havyaları açma şeması kullanıldı:
Bağlantı noktası C1 C2 ve trafo çekirdeği doğrudan döngüye bağlanır koruyucu toprak ve orta noktaya ikincil sargı- ekran sarma (açık döngü bakır folyo) ve işyerlerinin toprak elektrot sistemleri. Bu nokta devreye bağlanır ayrı tel. Transformatörün yeterli gücü ile, her birini ayrı ayrı topraklama endişesi duymadan istediğiniz kadar havya bağlayabilirsiniz. Evde, a ve b noktaları ayrı kablolarla ortak bir toprak terminaline bağlanır.
Mikro devreler, lehimleme
DIP paketlerindeki çipler, diğer elektronik bileşenler gibi lehimlenir. Havya - 25 watt'a kadar. Lehim - POS-61; akı - ETİKETLER veya alkol rosin. Kalıntılarını aseton veya ikameleri ile yıkamak gerekir: alkol reçineyi sıkıca alır ve bacakların arasını bir fırça veya bezle tamamen yıkamak mümkün değildir.
Çiplere ve hatta mikroçiplere gelince, herhangi bir seviyedeki uzmanların bunları manuel olarak lehimlemesi kesinlikle önerilmez: bu, çok sorunlu bir galibiyet ve büyük olasılıkla bir kayıp olan bir piyangodur. Telefonları ve tabletleri tamir etmek gibi incelikler söz konusu olduğunda, bir lehim istasyonu için çatal ayırmanız gerekecektir. Kullanımı el havyasından çok daha zor değil, aşağıdaki videoyu izleyin ve fiyatlar oldukça uygun lehimleme istasyonlarışimdi mevcuttur.
Video: çip lehimleme dersleri
Mikro devreler, lehim sökme
"Doğru şekilde", IC'ler onarımlar sırasında doğrulama için lehimlenmez. Teşhisleri, özel test cihazları ve yöntemlerle yerinde gerçekleştirilir ve kullanılamaz olanlar kesin olarak kaldırılır. Ancak amatörler bunu her zaman karşılayamaz, bu nedenle her ihtimale karşı aşağıda DIP paketlerindeki IC'leri sökme yöntemleri hakkında bir video veriyoruz. Zanaatkarlar ayrıca, örneğin bir dizi kurşunun altına bir nikrom teli kaydırarak ve kuru havyalarla ısıtarak mikroçiplerle çip lehimlemeyi de başarırlar, ancak bu piyangodan daha az kazanır. manuel kurulum büyük ve ekstra büyük IC'ler.
Video: mikro devreleri sökme - 3 yol
Borular nasıl lehimlenir
Bakır borular, kalıntıların çıkarılmasını gerektirmeyen aktif bir akı macunu ile bakır için herhangi bir sert lehim ile yüksek sıcaklıkta lehimlenir. Aşağıdakiler 3 seçenektir:
- Bakırda (pirinç, bronz) kaplinler- lehim bağlantı parçaları.
- Tam dağıtım ile.
- Eksik dağıtım ve sıkıştırma ile.
Bakır boruların bağlantı parçalarına lehimlenmesi diğerlerinden daha güvenilirdir, ancak kaplinler için önemli ek maliyetler gerektirir. Zorunlu olduğu tek durum yönlendirme cihazıdır; daha sonra bir tişört bağlantısı kullanılır. Her iki lehimli yüzey de önceden kalaylanmamıştır, ancak eritkenle kaplanmıştır. Daha sonra boru bağlantı parçasına sokulur, güvenli bir şekilde sabitlenir ve bağlantı lehimlenir. Lehim, boru ile kaplin arasındaki boşluğa girmeyi bıraktığında (0,5-1 mm gereklidir) ve küçük bir rulo halinde dışarıdan çıkıntı yaptığında lehimleme tamamlanmış sayılır. Mandal, bağlantı zaten elle tutulabildiğinde, lehim sertleştikten en geç 3-5 dakika sonra çıkarılır, aksi takdirde lehim güç kazanmaz ve bağlantı bir gün sızdırır.
Boruların tam genleşme ile nasıl lehimlendiği, Şek. "Dağıtılmış" lehimlemenin basıncı, bağlantı parçasıyla aynı kalır, ancak ek gerektirir. soketi genişletmek ve lehim tüketimini artırmak için özel aletler. Lehimli borunun sabitlenmesi gerekli değildir, sıkıca sıkışana kadar bir bükülme ile sokete itilebilir, bu nedenle mandalın takılması için uygun olmayan yerlerde genellikle tam uzatma ile lehimleme yapılır.
Basıncın zaten küçük olduğu ve kayıplarının önemsiz olduğu küçük çaplı ince duvarlı borulardan ev kablolamasında, bir borunun eksik genleşmesi ve diğerinin daralması ile lehimlenmesi tavsiye edilebilir, konum. Şek. Boruları hazırlamak için yuvarlak bir çubuk odun bir tarafında 10-12 derecelik konik uçlu, diğer tarafında 15-20 derecelik kesik-konik delikli, konum II. Boruların uçları birbirine sıkışmadan yakl. 10-12 mm. Yüzeyler önceden kalaylanır, kalaylanmış olanlara flux sürülür ve sıkışana kadar bağlanır. Daha sonra lehim eriyene kadar ısıtılır ve daralan boru sıkışana kadar desteklenir. Lehim tüketimi minimumdur.
Böyle bir bağlantının güvenilirliği için en önemli koşul, daralmanın su akışı boyunca yönlendirilmesi gerektiğidir, konum. III. Bernoulli'nin okul yasası, geniş bir borudaki ideal bir sıvı için ve dar bir borudaki gerçek bir sıvı için, (sıvı) viskozitesi nedeniyle, maksimum basınç sıçraması akımın tersine kaydırılır, konum. IV. Basınç kuvvetinin bir bileşeni, daralmış boruyu uzatılmış boruya bastırarak ortaya çıkar ve lehimleme çok güvenilirdir.
Başka ne?
Oh evet, havya standları. Klasik, şekilde solda, her kamışa uygun. Lehim ve rosin için banyoların nerede olduğu size kalmış, herhangi bir düzenleme yok. Önlüklü düşük güçlü havyalar için, merkezde basitleştirilmiş ayak braketleri uygundur.
Lehimleme istasyonları, esas olarak havyalar için yaylı veya boru şeklinde yuvalarla donatılmıştır. İçlerinde, aletin tüm sıcak kısmına dokunulamaz, ancak küçük bir "yerleştiriciyi" lehimlemeye odaklanan bir havya ile onları kaçırma olasılığı daha yüksektir. Ancak kesinlikle yapılmaması gereken ve TB tarafından açıkça yasaklanan şey, doğaçlama malzemelerden yapılmış, içinde havyanın tepsiler üzerinde durduğu bir standdır. Tedarik, Şek.








 (1 derecelendirmeler, ortalama olarak: 5,00 5 üzerinden)
(1 derecelendirmeler, ortalama olarak: 5,00 5 üzerinden) 

