SMD elemanlarının montajı ve lehimlenmesi
SMD - Yüzeye Monte Cihazlar - yüzeye monte bileşenler - bu İngilizce kısaltmanın anlamı budur. Geleneksel parçalara kıyasla daha yüksek montaj yoğunluğu sağlarlar. Ek olarak, bu elemanların kurulumu ve baskılı devre kartının imalatı, seri üretimde teknolojik olarak daha gelişmiş ve daha ucuz olduğu ortaya çıkıyor, bu nedenle bu elemanlar giderek yaygınlaşıyor ve yavaş yavaş klasik parçaların yerini tel kablolar alıyor.
İnternetteki ve basılı yayınlardaki birçok makale bu tür parçaların kurulumuna ayrılmıştır. Şimdi onu tamamlamak istiyorum.
Umarım eserim yeni başlayanlar ve bu tür bileşenlerle henüz ilgilenmemiş olanlar için faydalı olacaktır.
Makalenin yayınlanması bu tür 4 öğeye denk gelecek şekilde zamanlanmıştır ve PCM2702 işlemcinin kendisi de süper küçük bacaklara sahiptir. Eksiksiz olarak teslim edilir PCB'ye sahiptir lehim maskesi Lehimlemeyi kolaylaştırır, ancak doğruluk, aşırı ısınma ve statik olmaması gereksinimlerini ortadan kaldırmaz.
Araçlar ve malzemeler
Bu amaç için gerekli araçlar ve sarf malzemeleri hakkında birkaç söz. Her şeyden önce bunlar cımbız, keskin bir iğne veya bız, tel kesiciler, lehimdir; akı uygulamak için oldukça kalın bir iğneye sahip bir şırınga çok faydalıdır. Parçaların kendisi çok küçük olduğundan, büyüteç olmadan yapmak da çok sorunlu olabilir. Ayrıca, tercihen nötr, temiz olmayan bir sıvı akıya da ihtiyacınız olacaktır. Açık aşırı zor vaka Alkollü bir reçine çözeltisi de uygundur, ancak bunların seçimi artık oldukça geniş olduğundan, özel bir akı kullanmak daha iyidir.
Amatör koşullarda, bu tür parçaları özel bir lehim kullanarak lehimlemek en uygunudur. Lehim tabancası veya başka bir deyişle sıcak hava lehimleme istasyonu. Şu anda satışta olanların seçimi oldukça geniş ve Çinli dostlarımız sayesinde fiyatları da çoğu radyo amatörleri için çok uygun ve uygun. İşte bunun bir örneği: Çin yapımı telaffuz edilemeyen bir isimle. Üç yıldır bu istasyonu kullanıyorum. Şu ana kadar uçuş normal.

Ve elbette ince uçlu bir havyaya ihtiyacınız olacak. Bu ucun Alman Ersa firmasının geliştirdiği “Mikrodalga” teknolojisi kullanılarak yapılması daha iyi olur. İçinde bir damla lehimin biriktiği küçük bir çöküntüye sahip olması nedeniyle normal uçtan farklıdır. Bu uç, yakın aralıklı pimleri ve parçaları lehimlerken daha az çubuk oluşturur. Bulup kullanmanızı şiddetle tavsiye ederim. Ancak böyle bir mucize uç yoksa, normal ince uçlu bir havya işe yarayacaktır.

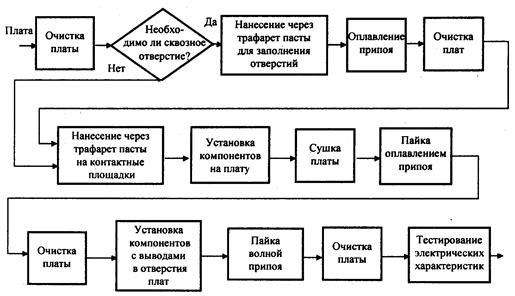
Fabrika lehimleme SMD parçaları lehim pastası kullanılarak grup yöntemiyle üretilmiştir. Hazırlanan baskılı devre kartı üzerindeki kontak pedlerine ince bir tabaka özel lehim pastası sürülür. Bu genellikle serigrafi baskı kullanılarak yapılır. Lehim pastası, akı ile karıştırılmış ince bir lehim tozudur. Tutarlılık şuna benzer: diş macunu.

Lehim pastasını uyguladıktan sonra robot uzanıyor doğru yerler gerekli unsurlar. Lehim pastası parçaları tutacak kadar yapışkandır. Daha sonra levha fırına yüklenir ve lehimin erime noktasının biraz üzerinde bir sıcaklığa kadar ısıtılır. Akı buharlaşır, lehim erir ve parçalar yerine lehimlenir. Geriye kalan tek şey tahtanın soğumasını beklemek.
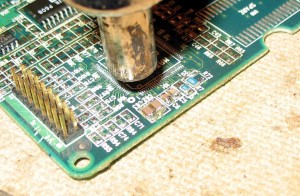
Bu teknolojiyi evinizde deneyebilirsiniz. Bu tür lehim pastası cep telefonu tamir şirketlerinden satın alınabilir. Radyo bileşenleri satan mağazalarda, normal lehimle birlikte genellikle stoklarında da bulunur. Macun dağıtıcısı olarak ince bir iğne kullandım. Elbette bu, örneğin Asus'un anakartlarını üretirken yaptığı kadar düzgün değil, ama işte burada. Bu lehim pastasını bir şırıngaya alıp bir iğne aracılığıyla yavaşça temas pedlerine sıkarsanız daha iyi olacaktır. Fotoğrafta, özellikle sol tarafa çok fazla makarna dökerek biraz aşırıya kaçtığımı görebilirsiniz.

Bakalım bundan ne çıkacak. Parçaları macunla yağlanan temas pedlerinin üzerine yerleştiriyoruz. Bu durumda bunlar dirençler ve kapasitörlerdir. İnce cımbızların kullanışlı olduğu yer burasıdır. Bence kavisli bacaklı cımbız kullanmak daha uygundur.

Bazı insanlar cımbız yerine, ucu yapışkan olması için sakızla hafifçe kaplanmış bir kürdan kullanır. Burada tam bir özgürlük var; sizin için hangisi daha uygunsa.
Parçalar yerlerini aldıktan sonra sıcak hava ile ısıtma işlemine başlanabilir. Lehimin erime noktası (%63 Sn, %35 Pb, %2 Ag %2) 178°C*'dir. Sıcak hava sıcaklığını 250°C*'ye ayarlıyorum ve on santimetrelik bir mesafeden, saç kurutma makinesinin ucunu yavaş yavaş aşağıya doğru indirerek tahtayı ısıtmaya başlıyorum. Hava basıncına dikkat edin; eğer çok güçlüyse, parçaları tahtadan fırlatacaktır. Isındıkça, lehim buharlaşmaya başlayacak ve koyu gri lehimin rengi açılmaya başlayacak ve sonunda eriyecek, yayılacak ve parlak hale gelecektir. Yaklaşık olarak bir sonraki resimde görüldüğü gibi.

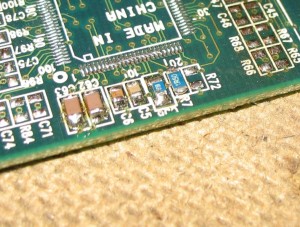
Lehim eridikten sonra, saç kurutma makinesinin ucunu yavaşça tahtadan uzaklaştırarak yavaş yavaş soğumasını bekleyin. Bana olan da buydu. Elemanların uçlarındaki büyük lehim damlaları, nereye çok fazla macun koyduğumu ve nerede açgözlü olduğumu gösteriyor.

Genel anlamda lehim pastası oldukça nadir ve pahalı olabilir. Mevcut değilse, onsuz yapmayı deneyebilirsiniz. Bir mikro devreyi lehimleme örneğini kullanarak bunun nasıl yapılacağına bakalım. Başlangıç olarak, tüm temas pedlerinin iyice ve kalın bir tabaka halinde kalaylanması gerekir.

Fotoğrafta, kontak pedlerindeki lehimin bu kadar alçak bir tümsekte yattığını umarım görebilirsiniz. Önemli olan eşit olarak dağıtılması ve tüm sahalardaki miktarının aynı olmasıdır. Bundan sonra tüm temas pedlerini akı ile nemlendirip bir süre kurumaya bırakıyoruz ki daha kalın ve yapışkan hale gelsin ve parçalar ona yapışsın. Çipi dikkatlice amaçlanan yere yerleştirin. Mikro devrenin pinlerini kontak pedleriyle dikkatlice birleştiriyoruz.

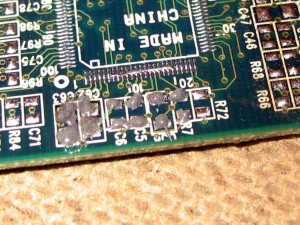
Çipin yanına birkaç pasif bileşen yerleştirdim, seramik ve Elektrolitik kapasitörler. Parçaların hava basıncından uçup gitmesini önlemek için ısıtmaya yukarıdan başlıyoruz. Burada aceleye gerek yok. Büyük olanı patlatmak oldukça zorsa, küçük dirençler ve kapasitörler her yere kolaylıkla uçabilir.

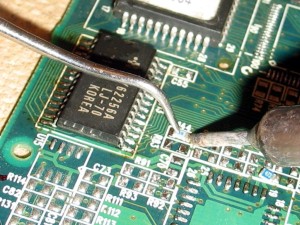
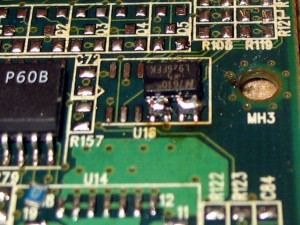
Sonuç olarak böyle oldu. Fotoğraf, kapasitörlerin beklendiği gibi lehimlendiğini, ancak mikro devrenin bazı bacaklarının (örneğin 24, 25 ve 22) havada asılı olduğunu gösteriyor. Sorun, lehimin temas pedlerine eşit olmayan şekilde uygulanması veya eritkenin yetersiz miktarı veya kalitesi olabilir. Şüpheli bacakları dikkatlice lehimleyerek durumu ince uçlu sıradan bir havya ile düzeltebilirsiniz. Bu tür lehim kusurlarını fark etmek için bir büyütece ihtiyacınız vardır.
![]()
Sıcak hava lehimleme istasyonu iyi diyorsunuz ama ya istasyonu olmayan ve sadece havyası olanlara ne olacak? Uygun bakım ile SMD elemanları normal bir havya ile lehimlenebilir. Bu olasılığı göstermek için, dirençleri ve birkaç mikro devreyi saç kurutma makinesinin yardımı olmadan sadece bir havya ile lehimleyeceğiz. Dirençle başlayalım. Önceden kalaylanmış ve akı ile nemlendirilmiş kontak pedlerine bir direnç takıyoruz. Lehimleme sırasında yerinden oynamaması ve havya ucuna yapışmaması için lehimleme sırasında iğne ile tahtaya bastırılması gerekmektedir.

Daha sonra havyanın ucunu parçanın ucuna ve temas pedine dokundurmanız yeterlidir ve parça bir taraftan lehimlenecektir. Diğer tarafta da aynı şekilde lehim yapıyoruz. Havya ucunda minimum miktarda lehim bulunmalıdır, aksi takdirde yapışkanlaşabilir.
Direnci lehimleyerek elde ettiğim şey bu.

Kalitesi çok iyi değil ancak iletişim güvenilir. Bir elle rezistansı iğne ile sabitlemek, ikinci elle havyayı tutmak, üçüncü elle fotoğraf çekmek zor olduğundan kalite düşüyor.
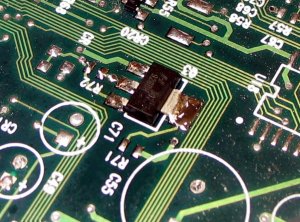
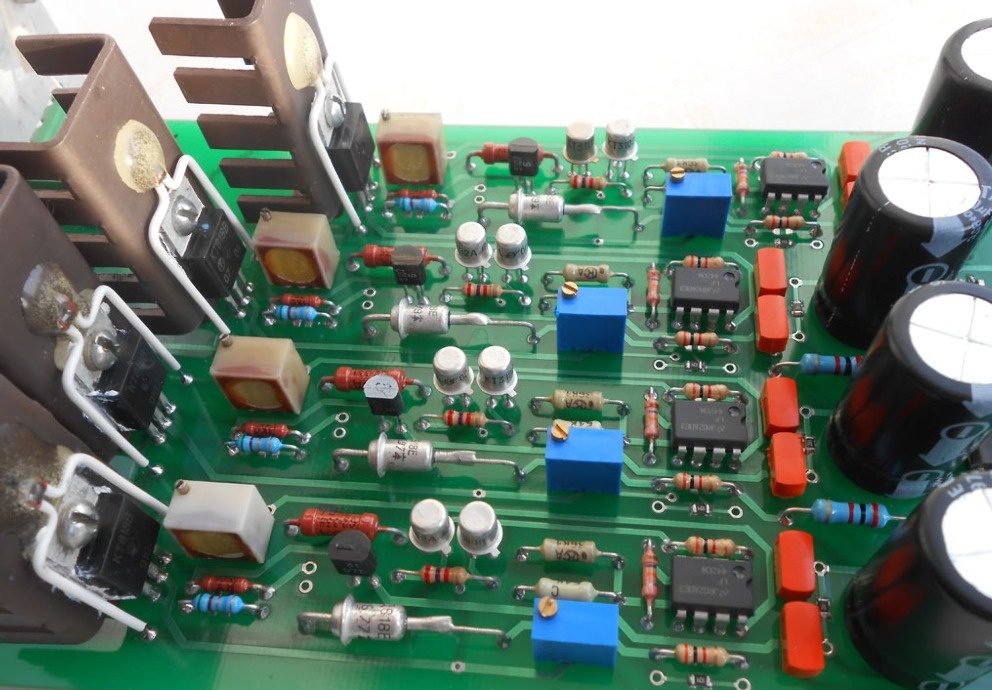
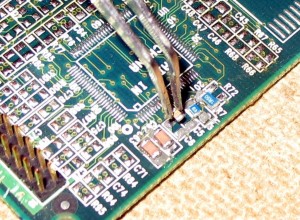
Transistörler ve stabilizatör çipleri aynı şekilde lehimlenir. İlk önce güçlü bir transistörün ısı emicisini karta lehimliyorum. Buradaki lehimden pişman değilim. Transistörün tabanının altından bir damla lehim akmalı ve yalnızca güvenilir elektrik teması sağlamamalı, aynı zamanda transistörün tabanı ile soğutucu görevi gören kart arasında da güvenilir termal temas sağlamalıdır.

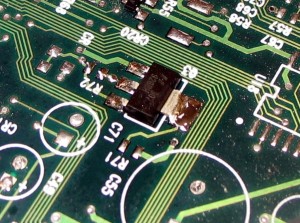
Lehimleme sırasında, tabanın altındaki tüm lehimin eridiğinden ve transistörün bir lehim damlası üzerinde yüzüyor gibi göründüğünden emin olmak için transistörü iğneyle hafifçe hareket ettirebilirsiniz. Ek olarak, tabanın altındaki fazla lehim sıkılarak termal teması iyileştirilecektir. Kart üzerindeki lehimli entegre stabilizatör çipi böyle görünüyor.
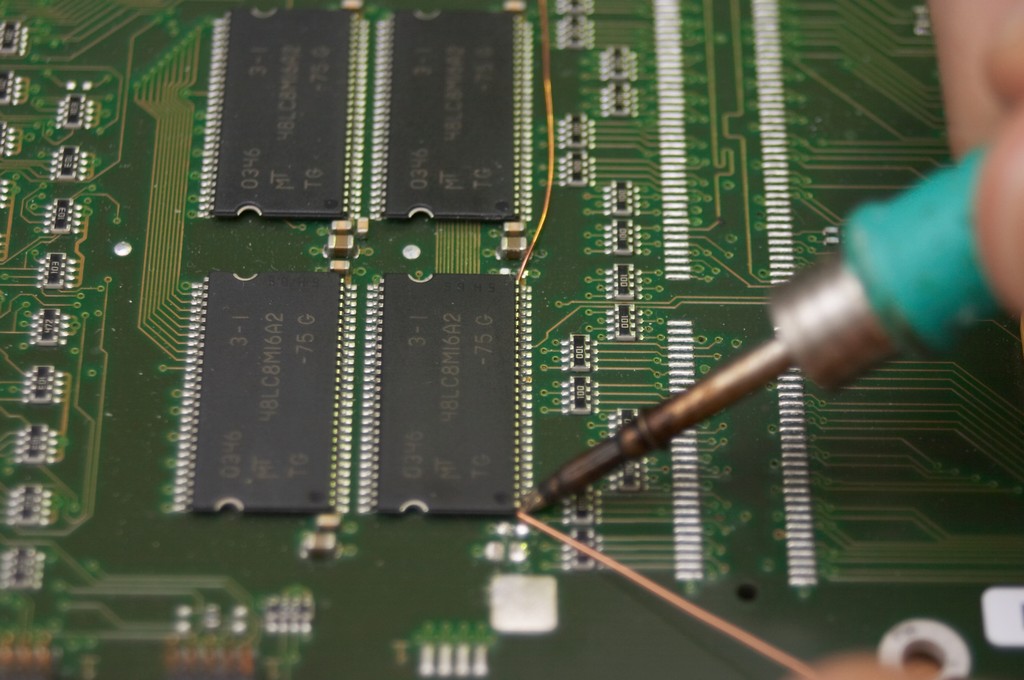
Şimdi daha karmaşık bir göreve geçmemiz gerekiyor - mikro devreyi lehimleme. Öncelikle yeniden üretiyoruz hassas konumlandırma temas pedleri üzerinde. Daha sonra dış terminallerden birini hafifçe "tutuyoruz".

Bundan sonra, mikro devrenin bacaklarının ve temas pedlerinin doğru şekilde eşleşip eşleşmediğini tekrar kontrol etmeniz gerekir. Bundan sonra geri kalan aşırı sonuçları aynı şekilde alıyoruz.

Artık mikro devre tahtadan hiçbir yere gitmeyecek. Mikro devrenin bacakları arasına bir jumper yerleştirmemeye çalışarak diğer tüm pimleri dikkatlice lehimleyin.
Birçok kişi SMD bileşenlerinin nasıl düzgün şekilde lehimleneceğini merak ediyor. Ancak bu soruna geçmeden önce bu unsurların neler olduğunu açıklığa kavuşturmak gerekiyor. Yüzeye Monte Cihazlar - İngilizce'den tercüme edilen bu ifade, yüzeye monte bileşenler anlamına gelir. Başlıca avantajları, geleneksel parçalara göre daha yüksek montaj yoğunluklarıdır. Bu husus SMD elemanlarının seri üretimde kullanımını etkilemektedir. baskılı devre kartı, ayrıca maliyet etkinliği ve kurulumun üretilebilirliği. Tel tipi uçlara sahip geleneksel parçalar, SMD bileşenlerinin hızla artan popülaritesi ile birlikte yaygın kullanımlarını da kaybetmiştir.
Lehimlemede hatalar ve temel prensipler
Bazı ustalar, bu tür elemanları kendi elleriyle lehimlemenin çok zor ve oldukça sakıncalı olduğunu iddia ediyor. Aslında VT bileşenleriyle benzer çalışmalar çok daha zordur. Genel olarak bu iki tip parça kullanılmaktadır. Çeşitli bölgeler elektronik. Ancak birçok kişi SMD bileşenlerini evde lehimlerken bazı hatalar yapmaktadır.
SMD bileşenleri
Hobilerin karşılaştığı asıl sorun, havya için ince bir uç seçmektir. Bunun nedeni, normal bir havya ile lehimleme yaparken SMD kontaklarının bacaklarını kalay ile lekeleyebileceğiniz görüşünün varlığından kaynaklanmaktadır. Sonuç olarak lehimleme işlemi uzun ve acı vericidir. Bu süreçlerde kılcal etki, yüzey gerilimi ve ıslatma kuvveti önemli rol oynadığından böyle bir yargının doğru olduğu söylenemez. Bu ekstra hileleri göz ardı etmek, Kendin Yap işini yapmayı zorlaştırır.

SMD bileşenlerini lehimleme
SMD bileşenlerini doğru şekilde lehimlemek için belirli adımları izlemelisiniz. Başlamak için havya ucunu alınan elemanın bacaklarına uygulayın. Sonuç olarak, sıcaklık artmaya başlar ve kalay erimeye başlar ve sonunda tamamen bu bileşenin ayağının etrafından akar. Bu işleme ıslatma kuvveti denir. Aynı anda bacağın altından kalay akar ve bu da kılcal damar etkisiyle açıklanır. Bacağını ıslatmanın yanı sıra tahtanın kendisinde de benzer bir eylem meydana gelir. Sonuç, bacakları olan, eşit şekilde doldurulmuş bir tahta demetidir.
Lehimin bitişik bacaklarla teması, gerilim kuvvetinin harekete geçerek bireysel kalay damlaları oluşturması nedeniyle oluşmaz. Açıklanan süreçlerin, yalnızca parçanın bacaklarını bir havya ile ısıtan havyanın yalnızca küçük bir katılımıyla kendi kendine gerçekleştiği açıktır. Çok küçük elemanlarla çalışırken havya ucuna yapışabilirler. Bunun olmasını önlemek için her iki taraf da ayrı ayrı lehimlenir.
Fabrika lehimleme
Bu süreç grup yöntemi temelinde gerçekleşir. SMD bileşenlerinin lehimlenmesi, eşit olarak dağıtılan özel bir lehim pastası kullanılarak gerçekleştirilir. en ince katman zaten temas yüzeylerinin bulunduğu hazırlanmış bir baskılı devre kartı üzerine. Bu uygulama yöntemine serigrafi baskı adı verilmektedir. Kullanılan malzeme görünüm ve kıvam açısından diş macununa benzer. Bu toz, fluxın eklendiği ve karıştırıldığı lehimden oluşur. Baskılı devre kartı konveyörden geçerken biriktirme işlemi otomatik olarak gerçekleştirilir.
SMD parçalarının fabrikada lehimlenmesi
Daha sonra hareket bandı boyunca kurulan robotlar, gerekli tüm elemanları gereken sıraya göre düzenler. Tahta hareket ettikçe lehim pastasının yeterli yapışkanlığı nedeniyle parçalar sağlam bir şekilde yerinde tutulur. Bir sonraki adım, yapıyı özel bir fırında lehimin eridiği sıcaklıktan biraz daha yüksek bir sıcaklığa ısıtmaktır. Bu ısıtmanın bir sonucu olarak lehim erir ve bileşenlerin bacaklarının etrafından akar ve akı buharlaşır. Bu işlem parçaların yuvalarına lehimlenmesini sağlar. Fırından sonra tahta soğumaya bırakılır ve her şey hazırdır.
Gerekli malzemeler ve araçlar
SMD bileşenlerini lehimleme işini kendi ellerinizle yapabilmek için belirli araçlara ve Tedarik aşağıdakileri içerir:
- SMD kontaklarını lehimlemek için havya;
- cımbız ve yan kesiciler;
- keskin uçlu bir bız veya iğne;
- lehim;
- çok küçük parçalarla çalışırken gerekli olan bir büyüteç veya büyüteç;
- nötr sıvı temiz olmayan akı;
- Akıyı uygulayabileceğiniz bir şırınga;
- ikinci malzemenin yokluğunda, alkollü bir reçine çözeltisiyle idare edebilirsiniz;
- Lehimlemeyi kolaylaştırmak için ustalar özel bir lehimleme saç kurutma makinesi kullanır.

SMD bileşenlerini takmak ve çıkarmak için cımbız
Akının kullanımı kesinlikle gereklidir ve sıvı olmalıdır. Bu durumda bu malzeme yağdan arındırılır. çalışma yüzeyi Ayrıca lehimlenmiş metal üzerinde oluşan oksitleri de uzaklaştırır. Sonuç olarak, lehim üzerinde optimal bir ıslatma kuvveti belirir ve lehim damlası şeklini daha iyi korur, bu da tüm çalışma sürecini kolaylaştırır ve "sümük" oluşumunu ortadan kaldırır. Alkollü bir reçine çözeltisi kullanmak, önemli bir sonuç elde etmenize izin vermeyecektir ve sonuçta ortaya çıkan sonuç beyaz kaplama Kaldırılması pek mümkün değil.

Havya seçimi oldukça önemlidir. En iyi alet, sıcaklığı ayarlamanıza izin veren alettir. Bu, aşırı ısınma nedeniyle parçaların hasar görmesi olasılığı konusunda endişelenmenize izin vermez, ancak bu nüans, SMD bileşenlerini lehimlemeniz gereken anlar için geçerli değildir. Herhangi bir lehimli parça, ayarlanabilir bir havya ile sağlanan yaklaşık 250-300 ° C sıcaklıklara dayanabilir. Böyle bir cihaz mevcut değilse, 12-36 V voltaj için tasarlanmış, 20 ila 30 W gücünde benzer bir alet kullanabilirsiniz.
220 V havya kullanmak en iyi sonuçlara yol açmayacaktır. Bununla bağlantılı Yüksek sıcaklık sıvı akının hızla buharlaştığı ve parçaların lehimle etkili bir şekilde ıslanmasına izin vermeyen etkisi altında ucunun ısıtılması.
Uzmanlar, parçalara lehim uygulamak zor olduğundan ve çok fazla zaman kaybına neden olduğundan, konik uçlu bir havya kullanılmasını önermiyor. En etkilisi “Mikrodalga” adı verilen acıdır. Açık avantajı, lehimin doğru miktarda daha rahat yakalanması için kesimdeki küçük bir deliktir. Havya üzerinde böyle bir uç ile fazla lehimin toplanması uygundur.

Herhangi bir lehim kullanabilirsiniz, ancak kullanılan malzeme miktarını uygun şekilde dozlayabileceğiniz ince bir tel kullanmak daha iyidir. Böyle bir tel kullanılarak lehimlenecek parça, ona daha kolay erişim nedeniyle daha iyi işlenecektir.
SMD bileşenleri nasıl lehimlenir?
İş emri
Teoriye dikkatli bir yaklaşımla ve biraz deneyim kazanarak lehimleme işlemi zor değildir. Yani, tüm prosedür birkaç noktaya ayrılabilir:
- SMD bileşenlerini kart üzerinde bulunan özel pedlere yerleştirmek gerekir.
- Parçanın bacaklarına sıvı akı uygulanır ve bileşen bir havya ucu kullanılarak ısıtılır.
- Sıcaklığın etkisi altında, temas pedleri ve parçanın bacakları sular altında kalır.
- Döktükten sonra havyayı çıkarın ve bileşenin soğumasını bekleyin. Lehim soğuduğunda iş tamamdır.
SMD bileşenleri için lehimleme işlemi
Bir mikro devre ile benzer eylemler gerçekleştirirken lehimleme işlemi yukarıdakilerden biraz farklıdır. Teknoloji şöyle görünecek:
- SMD bileşenlerinin ayakları tam olarak temas noktalarına monte edilir.
- Temas pedlerinin olduğu bölgelerde akı ile ıslatma yapılır.
- Parçayı koltuğa doğru bir şekilde yerleştirmek için önce dış bacaklarından birini lehimlemeniz gerekir, ardından bileşen kolayca hizalanabilir.
- Daha fazla lehimleme büyük bir özenle yapılır ve tüm bacaklara lehim uygulanır. Fazla lehim bir havya ucuyla çıkarılır.

Saç kurutma makinesiyle lehim nasıl yapılır?
Bu lehimleme yönteminde koltukların özel bir macunla yağlanması gerekmektedir. Daha sonra gerekli parça temas pedine yerleştirilir - bileşenlere ek olarak bunlar dirençler, transistörler, kapasitörler vb. olabilir. Kolaylık sağlamak için cımbız kullanabilirsiniz. Bundan sonra parça, saç kurutma makinesinden sağlanan sıcak hava ile yaklaşık 250° C sıcaklıkta ısıtılır. Önceki lehimleme örneklerinde olduğu gibi, sıcaklığın etkisi altında akı buharlaşır ve lehim erir, böylece temas izlerini sular altında bırakır ve parçaların bacakları. Daha sonra saç kurutma makinesi çıkarılır ve tahta soğumaya başlar. Tamamen soğuduğunda lehimleme tamamlanmış sayılabilir.

EA gelişiminin mevcut aşaması, en son eleman tabanının - yüzeye monte elemanların giderek yaygınlaşmasıyla karakterize edilir: kurşunsuz "çip" dirençler ve kapasitörler, minyatür LSI paketleri, plastik ve seramik kristal taşıyıcılar vb. metalize delikli panolardan vazgeçin ve elemanların kurulumunu basitleştirerek elektronik bileşenlerin güvenilirliğini artırın. Yüzey Montaj Teknolojisi (SMT) 1985 yılında resmi olarak tanınmıştır ve aşağıdaki avantajlara sahiptir:
yapıcı e:
– elemanların düzeninin yoğunluğunun 4-6 kat arttırılması;
– ağırlık ve boyut göstergelerinin 3-5 kat azaltılması;
– elemanların hız ve gürültü bağışıklığının arttırılması
sonuç eksikliği;
– blokların titreşim direncini ve titreşim mukavemetini 2 kat artırmak;
– metal miktarını azaltarak blokların güvenilirliğini arttırmak
potansiyel kusur kaynağı olan parçalanmış delikler;
teknolojik:
– elemanların montajı ve kurulumunun otomasyonu ve iş gücü verimliliğinin onlarca kat artması;
– potansiyel müşteri ve ilgili ekipmanın hazırlanmasına yönelik işlemlerin hariç tutulması;
– üretim alanının %50 oranında azaltılması;
– malzeme maliyetlerinin azaltılması.
Kusurlar:
– sınırlı sayıda yüzeye monte eleman;
- yüksek fiyat;
– ısının giderilmesinde zorluk;
– kontrol ve onarımın zorluğu.
Yüzeye montaj kullanımı için aşağıdaki türler binalar:
– pasif bileşenler için basit muhafazalar: dikdörtgen şekil dirençler ve kapasitörler gibi;
– Metalize uçlar şeklinde yerleşik elektrotlara sahip MELF tipi (Metal Elektrot Yüzüne Bağlı);
– çok uçlu yarı iletken cihazlar için karmaşık paketler:
– küçük boyutlu transistör (Küçük Anahat Transistörü – SOT);
– entegre devreler için küçük boyutlu (Küçük Anahat – SO);
– entegre devreler için artırılmış küçük boyutlu (Küçük Anahat Büyük – SOL);
– kurşunlu plastik kristal taşıyıcılar (Plastik Kurşunlu Çip Taşıyıcı - PLCC);
– kurşunsuz seramik çip taşıyıcıları (LCCC);
– kurşunlu seramik kristal taşıyıcılar (Kurşunlu Seramik Çip Taşıyıcı - LDCC);
– bileşenler için çeşitli standart dışı muhafazalar düzensiz şekilİndüktörler ve anahtarlar gibi.
Çoğu Talaş dirençleri, örneğin serigrafi baskı kullanılarak seramik alt tabakalar üzerine biriktirilen metal oksit ve seramik (veya cam) karışımlarının tavlanmasını içeren kalın film teknolojisi kullanılarak üretilir. Dirençler için kontak pedleri de aynı şekilde yapılır. Dirençler genellikle pasifleştirici bir cam tabakasıyla kaplanır. Lazer kesim ve epoksi kaplamanın ardından alt tabakalar ayrı çip dirençleri halinde kesilir.
MELF paketleri silikon diyotlar, yüksek frekanslı sabit indüktörler, tantal kapasitörler, metal film dirençler ve aşırı gerilim koruma cihazları üretmek için kullanılıyor ancak üretilen en büyük hacimler kalıcı seramik kapasitörler ve grafit film dirençlerdir.
SOT mini transistör paketi, ayrı yarı iletken cihazları paketlemek için kullanılır: tek bipolar ve alan etkili transistörler, diyotlar, zener diyotlar vb. TO-236 paketi, 19,35 mm2'ye kadar alana sahip kristalleri paketlemek için kullanılır. ve 200 mW'lık bir güç dağılımı ve 38,7 mm2 alana sahip kristaller için tasarlanmış ikinci paket TO-243, 25˚C'de 500 mW'a kadar güç sağlar. Her iki üç pimli paketin de tasarımı oldukça basittir: TO-236'nın kabloları kasanın her iki tarafından dönüşümlü olarak uzanırken, TO-243'ün kabloları kasanın bir tarafında bulunur ve merkezi terminal daha iyi ısıtma için büyük boyutludur. Dağılım.
Mini SOIC/SOL paketindeki entegre devre, geleneksel çift hatlı (DIP) paketin daha küçük bir versiyonuna benzer. Tipik olarak mini kutular 8, 14 ve 16 pinli tasarımlarla sağlanır; pinler martı kanadı şeklindedir ve 1,27 mm aralıklarla yerleştirilmiştir (Şekil 5.14, A). Bu mahfazanın en büyük avantajı, DIP muadili ile karşılaştırıldığında gelişmiş ağırlık ve boyut özellikleridir: hacim olarak %70 daha küçük, yükseklik olarak %30 daha küçüktür ve böyle bir mahfazanın ağırlığı, daha büyük olanın kütlesinin yalnızca %10'udur. karşılık. Ayrıca mini gövde en iyisine sahiptir elektriksel özellikler sinyal iletim hızını belirleyen. Geleneksel bir DIP devresinin topolojisini SOIC/SOL tasarımına dönüştürmek için pin çıkışı aynı olduğundan yalnızca küçük değişiklikler gerekir, ancak genel kart boyutu azaltılabilir.
Pirinç. 5.14. Mikro devre paketi çeşitleri.
Standart mini muhafaza tipi SO (Şek. 5.14, B) 3,81 mm genişliğe sahiptir; Ayrıca 7,62 mm genişliğe sahip, büyütülmüş versiyon - SOL adı verilen tamamen benzer bir kasa da var. Bu durumlarda pin sayısı 16 ile 28 arasında değişmektedir.
Kasanın dört yanında yer alan kablolara (PLCC) sahip plastik kristal taşıyıcı, yüksek bağlantı yoğunluğu sağlar ve 18'den 84'e kadar pin sayısıyla neredeyse mükemmel bir karedir (Şekil 5.14, V). PLCC kurşun aralıkları tipik olarak 1,27 veya 0,635 mm'dir, ancak bazı karmaşık VLSI tasarımlarında 0,508 mm aralıklar da kullanılır.
PLCC paketi, çevre boyunca bir sıra pinin varlığıyla karakterize edilir. 52 pin'e kadar olan PLCC tasarımları tipik olarak kurulum sırasında muhafazanın altına katlanan esnek J-pimlerine sahiptir.
Seramik yüzeye montaj paketinin en yaygın türü LCCC'dir - kurşunsuz seramik kristal taşıyıcı. Yapısal olarak LCCC üç ana unsurdan oluşur: metalize seramik taban, Metal kapak ve sızdırmazlık malzemesi, çoğunlukla özel lehim. Kasanın köşelerinde temas pedleri yok; kasanın iki yönlendirme tuşu var: biri optik okuma için, diğeri köşe pahı şeklinde. Bu muhafazalar aşağıdaki gibi zorlu uygulamalar için seçilmiştir: askeri teçhizat, iletişim ekipmanları ve havacılık ekipmanları, çünkü bunlar yüksek düzeyde sızdırmaz hale gelebilir. Ancak LCCC'lerin önemli eksiklikler. Bunlardan en önemlisi, kasanın sıcaklık genleşme katsayıları (TCE) ile standart cam-epoksi levha arasındaki uyumsuzluktur; bu, şiddetli termal döngü sırasında lehim bağlantılarında kusurların oluşmasına ve gelişmesine katkıda bulunur veya yüksek seviye dağılmış güç. Ek olarak, bu muhafazaların üretimi nispeten pahalıdır.
Kurşunlu seramik kristal taşıyıcılar (LDCC/CCC), daha pahalı, yapısal olarak daha karmaşık olmalarına ve yalnızca maliyetin bileşen seçiminde ana kriter olmadığı askeri ve diğer kritik uygulamalar için uygun olmalarına rağmen, TCR eşleştirme sorununu çözmeyi mümkün kılar.
PGA paketinde matris düzeninde düzenlenmiş ince pinler bulunur (Şekil 5.14, G).
Yüzeye montaj için tasarlanmış çıplak elemanlar, plastik bantlar makaralara, özel boru şeklindeki dergilere veya toplu olarak sarılır. Otomatik istifleyiciler bunları PCB'ye kurmak için kullanılır. M-2501 makinesi, levhaları beslemek için bir şarjör besleyici, bir konumlandırma sistemi, bir pano döndürme ünitesi, bir vakum tutucu, bileşeni sabitleyen yapıştırıcı için bir ultraviyole sertleştirme modülü ve birleştirilmiş ürünler için bir şarjör depolama ünitesi içerir. Bileşenler 60 makaralık bir programa göre tedarik edilir. Nakliye sırasında aktif elemanların hasar görmesini önlemek için dielektrik malzeme Bantları kalıplarken antistatik özelliklere sahip bir karbon dolgu maddesi eklenir.
Daha evrensel olanı Excellon Micronetics'in (ABD) MS-30 saldırı tüfeğidir. Mevcut herhangi bir yüzeye montaj bileşenini işleyebilir. Bileşenler, makaralar üzerindeki, şarjörlerdeki veya toplu olarak titreşimli bir hazneden vakumlu toplama konumlarına beslenir. Makinenin üç çalışma modu vardır. İlkinde, vakum kafası bir bileşeni alır, lehim pastası ile kaplanmış bir tamburun üzerinde yuvarlar veya epoksi reçine ve panoda gerekli yere yükler. İkinci modda, aynı şey çift lekeleme ile yapılır ve üçüncüsü yalnızca elemanın yakalanması ve kurulmasıdır.
MT1 (ABD) firmasının Microplacer model makinesinde bileşenler, kavrama basıncının programlandığı bir cihaz tarafından yakalanır ve bileşenin boyutlarını belirleyerek boyutsal kontrol fonksiyonları sağlar. Fikstür ayrıca bileşenin besleyiciye yönlendirilmesini ve hassas yerleştirilmesini daha az kritik hale getiren bir merkezleme mekanizması içerir. Optik tanıma sistemi, monte edilmiş tüm kartları tarama modunda tarayarak arızalı olanları tespit eder.
Otomatik yüzeye monte istifleyiciler, diğer işlevleri yerine getiren modüllerden ve kart işleme modüllerinden oluşur. En gelişmiş ekipman Universal (ABD) firmasındandır. İçerisine aynı anda iki levha yerleştiriliyor ve birine tam olarak dozajlanmış miktarda tutkal uygulanırken, ikinciye bileşen monte ediliyor. Kurulu bileşenler aşağıdaki şartlara tabidir: operasyonel kontrol ve eğer parametre saparsa, bunlar servis edilebilir olanlarla değiştirilir.
Sıva üstü montaj üç şekilde yapılabilir Çeşitli seçenekler. Birincisi, kartın üst tarafına yalnızca delikli bileşenlerin ve alt tarafa ise yüzeye monte bileşenlerin yerleştirilmesini içerir. Elemanlar panele dalga lehimleme ile bağlanır. Bununla birlikte, geleneksel dalga lehimi mikro paketlerin montajında etkisizdir çünkü lehim bunların altından akamaz ve korumalı veya metalize pedlere ulaşamaz. İki rezervuardan gelen çift dalganın kullanılması, tüm çevre boyunca metalize alanların lehimle tamamen kaplanmasını sağlar. İkincil dalga aynı zamanda saha bağlantılarındaki fazla lehimi de ortadan kaldırır.
Kartın her iki tarafındaki bileşenlerin karışık düzenlenmesi durumunda (ikinci seçenek), montajın TP'si daha karmaşık hale gelir (Şekil 5.15). İlk önce bileşenler yeniden akıtılan lehimle mikro kutularda birleştirilir ve ardından geri kalanlar dalga lehimlemeyle birleştirilir. Lehimi yeniden akıtmak için bireysel veya grup aracı kullanılır (Şekil 5.16). Mikrokorpusu yakalar (A), tahtanın (b) üzerine alçalır ve pedlerin üzerindeki lehimi eritir (V). Bundan sonra takım yükselir (d).
Şekil 5.15.Karma bileşen düzenlemesi ile PCB'nin montaj ve kurulum şeması
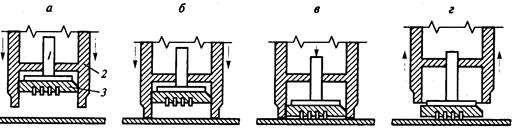
Pirinç. 5.16.Mikro kasanın özel bir aletle tahtaya montajı:
1 - itici, 2 - alet; 3 - mikro gövde
İtici, lehim kristalleşene kadar elemanı tutar. Mikro kasadaki kristalin aşırı ısınmasını önlemek için cihazdaki sıcaklık yüksek hassasiyetle korunur. Alet aynı zamanda onarım işlerini gerçekleştirmek için de kullanılabilir.
Üçüncü seçenek, elemanların yalnızca PP yüzeyine monte edilmesini içerir çeşitli metodlar erzak.
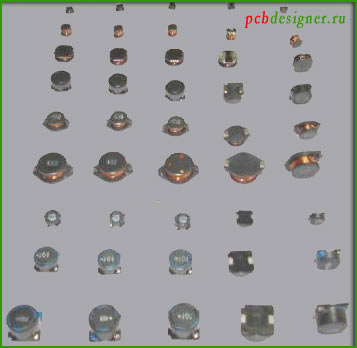
Endüstri, yüzeye monte baskılı devre kartları için geniş bir bileşen yelpazesi üretmektedir(smd bileşenleri). SMD bileşenlerinin şekilleri, boyutları ve malzemeleri sürekli değişiyor; tedarikçiler minyatürleştirme, işlevsellik ve güvenilirlik taleplerini karşılamak için yeni modeller sunuyor. Çoğu zaman, SMD yüzey montajı pasif cihazlar veya "yongalar" (kristaller) - dirençler, kapasitörler, indüktörler ve bobinler için kullanılır. Çip kapasitörleri ve dirençleri genellikle SMD bileşeninin standart boyutunun şifrelendiği dört haneli işaretleme kodu, örneğin 1825, 1210 veya 0804. İlk iki rakam, bileşenin uzunluğunu belirtir; bu, pinler (kontaklar) arasındaki mesafenin bir inçin yüzde biri cinsinden ölçüsüdür. İkinci iki rakam, smd bileşeninin genişliğini, ayrıca bir inçin yüzde biri cinsinden ifade eder (pasif cihazlar için, metrik sisteme [mm] dayanan benzer bir kod işareti vardır, gerçek değerler, buna çok yakındır. İngilizce anlamları ve özellikle yabancı şirketlerle işbirliği yaparken kafa karışıklığı kaynağı olabilir). Bu nedenle, 1825 boyutunda bir kapasitör 0,18 inç (4,6 mm) uzunluğunda ve 0,25 inç (6,3 mm) genişliğindedir. Şekil 1, çeşitli boyutlarda pasif çip dirençlerinin bir fotoğrafını göstermektedir. Çip dirençleri genellikle çok güvenilirdir ve bu nedenle yüzeye montaj teknolojisi kullanılarak montaj sırasında hasara karşı nispeten korunur. Çok katmanlı SMD kapasitörler sıcaklığa duyarlıdır ve bu nedenle hızlı sıcaklık değişimi koşulları altında çatlamaya daha yatkındır.
Şekil 1 - Çeşitli boyutlarda çip dirençleri
Çip direnciüzerine uygulanan alüminyum seramik bir tabana sahiptir ince tabaka dirençli eleman. Rezistif elemanın üst kısmında uçlarında ve kısmen alt kısmında baskılı devre kartına lehimlenen iletken elemanlar bulunmaktadır. İletken elemanlar, ısıya dayanıklı Ag bazlı kalın bir filmden, nikel veya bakır bariyer katmanından ve elektrolizle kaplanmış Sn, Sn-Pb veya Au kaplamadan oluşur.
Çip kapasitörleriÖzel oksit seramiklerden yapılmış olup, cihazın kapasitansının belirli bir değerini sağlayan seramik katmanları ve ince film katmanlarını değiştirirler. Bu, çok katmanlı ince film (MLTF) tipi bir kapasitördür. İkinci tip kapasitör, homojen bir seramik "blok"un üst ve alt yüzeylerinde elektrotlara sahiptir. Çip kapasitörleri yapmak için kullanılan seramikler, çip dirençlerinin alüminyum sermetlerinden daha kırılgandır. MLTF kapasitörlerinin katmanlı tasarımı, onları mekanik ve termal şoklara karşı daha duyarlı hale getirir. Çip kapasitörleri, daha önce dirençler için açıklandığı gibi, baskılı devre kartına lehimlenen benzer metal iletken katmanları kullanır. Seramik çip kapasitörlerinin bir örneği Şekil 2'de gösterilmektedir.

Şekil 2 - Seramik çip kapasitörleri
Çip indüktörleriİki tipte mevcuttur. SMD montajına yönelik indüktörler, alüminyum oksit çekirdeğin etrafına sarılmış ince bakır telden oluşur. Çekirdeğin boyutları ve sargı sayısı endüktans miktarını belirler. İkinci tip ise ince film SMD indüktörleridir. Bunlarda, alüminyum oksit çekirdeğin üzerine iletken bir filmden yapılmış bir sargı yerleştirilir (ince film SMD indüktörlerinin çok daha basit üretimine rağmen, sınırlı bir değer aralığına sahiptirler). Seramik çip indüktörlerinin bir örneği Şekil 3'te gösterilmektedir.
Şekil 3 - Çip indüktör örnekleri
Yüzeye monte (SMD) pasif ürün bileşenlerinin yaklaşık %40'ı çip kapasitörleridir. Minyatürleştirilmesi, elektronik bir ürünün boyutunun ve ağırlığının azaltılması açısından kritik öneme sahiptir. Taşınabilir elektronikler için (örn. cep telefonları, PDA'lar ve çağrı cihazları) genellikle 0603'ten 0402'ye ve 0201'e kadar standart boyutlarda SMD kapasitörler kullanılır.
Bazı diyotlar ve tüm aktif cihazlar, çevresel ve matris kablolarıyla birlikte çeşitli paketler halinde gelir. Diyotlar ve transistörler genellikle SO paketlerine sahiptir: sırasıyla Diyotlar için SOD paketleri ve transistörler için SOT paketleri. Kutu (paket) ısıya dayanıklı plastikten yapılmıştır. SOD paketinin sırasıyla iki çıkışı vardır ve SOT paketinin sırasıyla üç çıkışı vardır. Elemanların bacakları dayanıklı bakır veya demir alaşımlarından yapılmıştır ve “martı kanadı” şeklindedir. Daha büyük aktif cihazlar daha fazla bacak gerektirir. Bu hücreler, SMD hücresinin uzun tarafının her iki yanından çıkıntı yapan kısa uzunlukta martı kanadı uçlarına sahip SOIC paketlerine sahiptir.
Martı kanadı pimleri çok dayanıklıdır ve 1,27 mm (50 mil) veya 0,635 mm (20 mil) aralıklarla yerleştirilmiştir. Perde, iki bitişik terminalin merkezi eksenleri arasındaki mesafedir.
Bacakların sayısı SMD kasasının dört tarafına da yerleştirilerek daha da artırılmıştır. Bacaklar martı kanadı şeklinde yapılmış veya J şekli. J konfigürasyonu, ucu SMD paketinin altına doğru bükerek ped alanını azaltır. Martı kanadı kabloları gibi, J kabloları da çok dayanıklıdır ve 1,27 mm (50 mil) ve 0,635 mm (20 mil) aralıklarla aralıklıdır.
0,5 mm ve 0,4 mm'den başlayarak 0,635 mm'den daha küçük bir hatveye sahip yüzeye montaj elemanlarına ince hatveli smd bileşenleri denir. Sıva üstü cihazların küçük ayakları buna bağlı olarak daha kırılgandır, dolayısıyla işleme ve kurulum sırasında kolayca zarar görebilirler. Ek olarak SMD muhafaza pimlerinin eş düzlemliliği daha küçük artışlarla daha katı gereksinimler uygulanır. Sonuçlara eş düzlemli denir yüzeye montaj teknolojisi kullanılarak monte edilen, mahfazadan çıkışta alt tarafları aynı düzlemde bulunan yüzeye montaj elemanları. Bacaklar eş düzlemli değilse, örneğin ortak düzlemin üzerinde yer alıyorsa, bu tür küçük uçları lehimlemek için kullanılan az miktarda lehim pastası nedeniyle büyük olasılıkla lehimlenmeyecektir. Smd komponentin ayağının çok aşağıda olması komponentin montajı sırasında zarar görecektir. Ayrıca yapıştırma noktasını silebilir, bu da bağlantının zayıf olmasına veya bitişik yüzeye montaj piminde kısa devreye neden olabilir.
Çevresel pimlere sahip ikinci tip yüzeye monte IC düzeni kurşunsuz seramik kristal tutucu(LCCC). Bu düzenleme varlığı ima eder seramik malzemeler; elemanın bacakları ise diş şeklindedir ve gövdenin dört yanında bulunur. SMD bileşenlerinin bacakları, üzerine lehimlenen bir altın tabakasının uygulandığı bir nikel tabakası ile kaplanmıştır. Alt kısımda (bacak tabanında) nikel ve altın katmanlar da uygulanır. LCCC yongaları yalnızca aynı veya daha düşük termal doğrusal genleşme katsayısına sahip bir alt tabakaya kurulabilir; baskılı devre kartı alt katmanının ve seramik kristal tutucunun doğrusal genleşme sıcaklık katsayıları yaklaşık olarak eşit olmalıdır. Aksi takdirde, yüzeye montaj elemanlarının lehim bağlantıları, küçük döngüsel sıcaklık dalgalanmaları koşullarında bile termomekanik yorulma nedeniyle hızla arızalanacaktır.
Matris çıkışlı paketler BGA, CSP, LGA, DCA/FC'dir(örnek BGA çipleri yüzeye montaj için Şekil 4'te gösterilmektedir) ve ayrıca refrakter direk uçlarına sahip seramik paketler (CCGA). Genel özellikleri Bu elemanlardan biri lehim toplarının sıraları alt taraf periferik kablolar veya dişler yerine muhafazalar. BGA ve CSP paketleri arasındaki fark, ikincisinde kıvırma bileşiğinin boyutlarının, kristalin karşılık gelen boyutlarından 1,2 kat daha küçük olması gerektiğidir. BGA paketlerinin boyutunda herhangi bir kısıtlama yoktur.

Şekil 4 - BGA paketindeki mikro devre örneği
Tipik adım boyutları BGA ve CSP paketleri için sırasıyla 1,27 mm ve 1,0 mm'dir. Burada adım, herhangi iki topun veya pedin merkezi eksenleri arasındaki mesafedir. Bu nedenle yüzeye montaj teknolojisini kullanan matris paketlerine yönelik hizalama doğruluğu gereksinimleri çok katı değildir. Ayrıca, SMD elemanlarını lehimlerken, lehimin yüzey geriliminin etkisi altında bileşen gövdesinin ve baskılı devre kartının temas yüzeyinin bağımsız hizalanmasını sağlamak için yeterli miktarda lehim erir. Ancak bilya sayısı birkaç bine ulaştığında hem bilyaların boyutunu hem de aralarındaki mesafeyi azaltmak gerekir, bu da bileşenlerin montajına ilişkin toleransların azalmasına yol açar. Aynı tablo, lehim toplarının boyutunun ve aralarındaki adımın genellikle sırasıyla 0,10 mm ve 0,25 mm'ye eşit olduğu DCA paketleri durumunda da görülmektedir.
CCGA düzenine sahip çipler BGA'nın bir çeşididir Lehim toplarının yerini lehim sütunları aldı. Direkler, seramik paketin organik bir PCB üzerine monte edilmesini sağlar. katmanlı malzemeler Sonuç olarak oluşan yüksek voltajları azaltabildikleri için önemli bir termal doğrusal genleşme katsayısına sahiptirler. çeşitli boyutlar iki malzemenin termal genleşmesi. Direkler, ötektik kalay-kurşun lehimlerle lehimlendiğinde erimeyen refrakter kurşun alaşımlarından (örneğin %95 Pb ve %5 Sn veya %90 Pb ve %10 Sn) yapılır. Bazen yazıların etrafına sarılırlar bakır kablo Açıkta kalan direkler PCB üzerinde işleme ve kurulum sırasında hasara karşı hassas olduğundan güvenilirliklerini artırmak için.
Yüzeye montaj teknolojisinin (SMT teknolojisi) hızlandırılmış gelişimi bileşenler, standart dışı kasaların ve SMD bileşenlerinin pin konfigürasyonlarının oluşturulmasını gerektirdi ve bu da karmaşık şekilli cihazların geliştirilmesine yol açtı. Karmaşık şekilli bileşenlerin örnekleri arasında yüzeye monte anahtarlar ve konektörlerin yanı sıra birçok indüktör türü (Şekil 2), LED'ler ve transformatörler yer alır. Kural olarak, yüzeye monte konnektörler olarak adlandırılan konnektörler aslında kısmen karışık bir teknoloji kullanılarak kurulabilir. Deliklere doğru Kablo takma ve çıkarma için gereken mekanik gücü sağlayan ve yüzeye monte terminalleri elektriksel bağlantı(deliklerden monte edildiğinde ara bağlantılar PIP teknolojisi veya kullanılarak elde edilir).
Karmaşık şekilli SMD bileşenlerinin yüzeye montajıyla ilgili birçok sorun vardır.. Öncelikle baskılı devre kartı üzerindeki pedlerin tam boyutlarını sağlamak gerekir. Ayrıca yazdırma sırasında doğru miktarda lehim pastasının kullanıldığından emin olmak için de gereklidirler. Bu tür bileşenlerin işlenmesi gerektirebilir özel ayar yüzeye monte ürünler için otomatik kurulum araçları. Ve son olarak, karmaşık şekillere sahip SMD bileşenleri genellikle daha büyük ve daha ağırdır. Bu nedenle, tahta pedleri ile bağımsız olarak hizalanmamaları oldukça olasıdır.
Geçişin yüzeye monte ürünlerin performansı üzerinde önemli bir etkisi oldu.. Pasif cihazlar ve çevresel kurşunlu bileşenler için kurşunsuz teknolojiye uyum sağlamak amacıyla, geleneksel elektrolizle kalay-kurşun kaplamanın yerini saf kalay kaplama almıştır. Kalay kaplamaların kullanılması, kalay bıyık sorunları yaratır ve bu sorunlar, kısa devreler indüktörlerin çalışması sırasında. BGA, CSP ve DCA paketlerinin lehim toplarında erime noktası 183 °C olan kalay-kurşun alaşımlarının yerini 217 °C erime noktasına sahip Sn-Ag-Cu alaşımları alıyor. DCA/FC ve CCGA paketleri durumunda, alaşımlar yüksek içerik sırasında erimeyen Pb smd lehimlemeİkinci düzey ara bağlantılar üretmek için kullanılan Sn-Ag-Cu lehimleri.
SMD elemanlarının evde kurulumu ve lehimlenmesi - montaj bugünlerde giderek daha popüler hale geliyor elektronik aletler tam olarak SMD bileşenleri, tahtanın yüzeyine kurulum için tasarlanmıştır. Bu kurulum teknolojisi, parçaların en yoğun dizilişinden kaynaklanmaktadır ve ekonomik açıdan teknolojik olarak ucuz bir üretimdir. İnternette bu tür elektronik bileşenlerin montaj yöntemlerine ayrılmış birçok makale bulabilirsiniz, ancak her radyo amatörünün SMD parçalarıyla kendi çalışma yöntemleri vardır ve makalemde elektronik parçaların yüzey montajını gerçekleştirme becerilerimi paylaşmak istiyorum. hem yeni başlayan radyo amatörleri hem de o vaftiz babaları hiçbir zaman SMD ile çalışma fırsatı bulamadılar.
Dikkat! Tüm resimler tıklanabilir.
Gerekli araçlar ve malzemeler
İş sürecinde gerekli olacak araç ve gereçler hakkında biraz. İyi bir cımbıza, bir iğneye (bir şırınga kullanabilirsiniz) sahip olmalısınız, akı uygulamak için kalın iğneli bir şırıngaya, tel kesicilere, düşük erime noktalı lehime ihtiyacınız olacak ve parçaların kendisi minyatür olduğundan ve işlenmesi zor olduğundan Çıplak gözle görmek için bir büyütece de ihtiyacınız olacak. Ve ideal olarak, kafa büyüteci gibi bir cihaza sahip olmak kötü bir fikir olmaz, örneğin şu marka: MG81001-3LED - bu, bir dizi üç boyutlu mercek ve yerleşik bir büyüteç içeren bir büyüteçtir. LED arka ışığı. Ve başka bir zorunlu malzeme, örneğin F-3 veya saf reçine tozu ve alkolden bağımsız olarak hazırlanmış bir sıvı akı olmalıdır, ancak yine de endüstriyel olarak üretilen akıların kullanılması tavsiye edilir; satışta bunlardan çok sayıda var.

İÇİNDE yaşam koşulları SMD parçalarının sıcak hava ile lehimlenmesi tercih edilir, bunun için özel lehimleme istasyonları bulunmaktadır ve bunun yerine düzenli havya Kurulmuş elektrikli saç kurutma makinesi. Bu tür ekipmanlar artık büyük miktarlarda satılıyor ve Çin'de üretiliyorsa fiyatlar düşük. Fotoğrafta böyle bir Çin cihazı gösteriliyor, adını telaffuz etmek zor, ancak bu istasyon yaklaşık üç yıldır ve şu ana kadar hatasız çalışıyor.

Doğal olarak ince uçlu büyük bir havyaya ihtiyacınız olmayacak, onsuz nerede olurdunuz? Buradaki avantaj, 80 yıllık tecrübeye sahip Alman Ersa firmasının teknoloji kullanılarak ürettiği “Mikrodalga” lehimleme uçları setidir. Set, çeşitli şekil ve amaçlara sahip ipuçları içerir; daha yaygın olan tasarım, yoğun bir düzenin parçalarıyla çalışırken dozlanmış miktarda lehimin biriktiği ve uygun olduğu ve aynı zamanda aralarında yapışma olasılığını azalttığı iç girintili bir uçtur. yakın aralıklı mikro devre pimleri. Lehimlemeyi sizin için çok daha kolay hale getirecek bir dizi yedek lehimleme ucu satın aldığınızdan emin olun. Henüz bu tür uçları almadıysanız, sıradan bir ince konik uçla lehimleyebilirsiniz.

Fabrika konveyörlerinde SMD parçalarının montajı, panoya uygulama yöntemi kullanılarak gerçekleştirilir. özel macun Daha sonra robotlar yardımıyla bileşenler montaj konumlarına yerleştirilir, böylece lehim pastasına yapışır ve bir konveyör boyunca termal fırına gönderilir.Fırında levhalar belirli bir sıcaklığa kadar ısıtılır. Isıtma işlemi sırasında lehim pastasından gelen akı buharlaşır ve lehim erir ve parça ile baskılı devre kartı arasında güvenilir bir temas bağlantısı oluşturur.

Fabrika teknolojilerine dayanarak bu eserleri ev atölyesinde yeniden üretmeyi deneyebilirsiniz. Elektronik mağazalarında ve radyo marketlerinde geniş bir yelpazede bulunabildiği için artık lehim pastası satın almanın zor olmayacağını düşünüyorum. Macunu tahtaya ölçülü miktarlarda uygulamak için ince bir şırınga iğnesi kullanmanız gerekir. bence en çok uygun seçenek içine macunun çekildiği şırınganın kendisi kullanılacak ve daha sonra tahtanın temas pedlerine sıkılacaktır. Fotoğraf bunun nasıl yapılmayacağını gösteriyor, yani çok fazla sıkılmış çok sayıdaözellikle tahtanın sol tarafında macunlar.
Yine de bileşenlerin kurulumu üzerinde çalışmaya devam ediyoruz. Parçaları macun sürülmüş pedlerin üzerine yerleştiriyoruz, şu anda bunlar kapasitörler ve dirençlerdir. Düzenlemenin bu aşamasında cımbızsız yapmanın bir yolu yok ve cımbızın tercihen kavisli uçları olmalı, örneğin bunu kullanmak benim için daha uygun.
Parçaların tek seferlik montajı için elbette cımbız olmadan da yapabilirsiniz, örneğin bir kürdan alıp ucunu bir tür yapışkan maddeyle, belki aynı akı ile yağlayabilirsiniz, o zaman bileşeni üzerine monte etmek oldukça mümkündür. alan. Burada sadece nasıl uyum sağlanacağı var.
Parçaların montajı tamamlandıktan ve istenilen yerlere monte edildikten sonra sıcak hava ile ısıtma işlemine geçilir. Düşük erime noktalı lehim+178°C sıcaklıkta erimeye başlar ve sıcak hava sıcaklık değeri regülatör tarafından ayarlanmalıdır. Lehimleme istasyonu+250°C sıcaklığa getirin, ardından saç kurutma makinesinin ucunu yaklaşık 100 mm mesafeye yerleştirerek, saç kurutma makinesinin ağzını kademeli olarak panele yaklaştırırken, levhayı dikkatlice ısıtmaya başlayın. Sıcak hava akışının basıncına daha dikkat etmeniz gerekir; güçlü basınç durumunda, tüm parçaların tahtadan uçup gitme olasılığı yüksektir. aynı zamanda endüstriyel üretim Bir ısıtma fırınında akı ısıtıldığında buharlaşır ve lehim eritildiğinde rengini değiştirir ve yavaş yavaş karanlıktan aydınlığa ve parlaklığa döner. Aşağıdaki resim tam olarak erime anını göstermektedir.
Lehimin erimesi bittikten sonra, saç kurutma makinesinin başlığı baskılı devre kartının yüzeyinden yavaşça uzaklaştırılmalı, böylece soğumaya bırakılmalıdır. Fotoğraf sonunda ne olduğunu gösteriyor. Araştırmalar, parçaların uçlarındaki büyük lehim damlacıklarının bu yerlerde fazla macun bulunduğunu, lehimin az olduğu yerlerde ise yeterli macun bulunmadığını gösterdiğini göstermiştir.
Bulunduğunuz bölgede lehim pastası olmayabilir veya size çok pahalı gelebilir, yani macun kullanmadan lehimleme seçeneği vardır. Bu yöntem fotoğrafta gösterilecek ve mikro devre örnek teşkil edecektir. Öncelikle bileşenlerin kurulacağı tüm yerleri kalın bir lehim tabakasıyla kaplamanız, yani kalaylama yapmanız gerekir.

Fotoğraflar, kontak pedlerinin bir tür tümsek oluşturacak şekilde lehimle kaplandığını göstermelidir. İşte bunlardan biri önemli koşullar lehimi tüm bölgelere eşit şekilde uygulamaktır, yani tüberküllerin yüksekliği aynı olmalıdır Kalaylama yaptıktan sonra, elemanların montaj yerlerine bir şırıngadan biraz akı damlatın ve kalınlaşana kadar biraz bekleyin. Bu durumda SMD parçaları akına daha kolay yapışacaktır. Özel bir dikkatle, cımbız kullanarak mikro devreyi belirlenen yere takın. Mikro devrenin pimlerinin tahtadaki pedlerle hizalanması prensip meselesidir.

Mikro devrenin yakınına bir dizi pasif eleman, seramik ve polar kapasitör yerleştirdim. Saç kurutma makinesinden gelen sıcak hava akımının etkisi altında parçaların tahtadan düşmesini önlemek için, saç kurutma makinesinin ağzı ile parçaların yüzeyi arasında bir miktar mesafe olacak şekilde tahtayı yukarıda yazıldığı gibi ısıtmaya başlıyoruz. Önemli olan ısınmak için acele etmemek, hava akışını dikkatlice hareket ettirmemek ve küçük parçalar herkes uçup gidecek.

İşte bu eylemlerin sonucunda neler olduğuna bir bakalım. Resim, kapların olması gerektiği gibi lehimlendiğini, ancak mikro devrenin kırmızıyla işaretlenmiş birkaç ayağının lehimlenmediğini gösteriyor. Bu kusur, pedlerde yeterli miktarda lehim olmaması veya yeterli miktarda akı uygulanmaması gibi çeşitli nedenlerden kaynaklanabilir. Bu, ince konik uçlu sıradan bir havya ile düzeltilebilir. Pede tekrar biraz akı eklemeniz ve onu ilave lehimle lehimlemeniz gerekir. Bu tür kusurları önlemek için daima büyüteç kullanmalısınız.

Lehimleme istasyonu olmayan radyo amatörleri için yukarıda belirtildiği gibi geçebilirsiniz. basit bir havya. Aşağıdaki resimlerde lehimleme dirençlerinin ve havya kullanan iki mikro devrenin örnekleri gösterilmektedir. İlk örnek bir direnç olacaktır. Önceden hazırlanmış kontak pedlerine, yani üzerlerine lehim ve akı uygulanmış bir direnç takıyoruz. Lehimleme sırasında kaymasını önlemek için bız veya iğne ile bastırılmalıdır.
Daha sonra havya ucunun ped üzerindeki parça çıkışına kısa bir dokunuşu yeterlidir ve bileşen hemen lehimlenecektir. Havya ucuyla çok fazla lehim uygulamamaya çalışın, aksi takdirde fazlalık lehimin bitişik pimlere veya raylara sızmasına neden olabilir.
İşte direncin lehimlenmesinin sonucu

Kalite kesinlikle arzulananı bırakıyor, ancak güvenilir. Lehimleme kalitesindeki düşüş, aynı anda lehimlemenin, dirence basmanın ve fotoğraf çekmenin sakıncasından kaynaklanmaktadır, yani sorun “üçüncü elin” olmamasıdır.
Dinlenmek elektronik parçalar benzer şekilde lehimlenir. Bana gelince, önce güçlü bir transistörün tabanını kontak pedine lehimliyorum ama lehimden de ödün vermiyorum. Lehimin parçaları yarı iletken gövdenin altından akmalı, bu da ek güvenilir elektriksel ve termal temas yaratacaktır.

Lehimlemenin güvenilirliği konusunda hiçbir şüphe kalmaması için, parçayı lehimlemeye başladığınızda transistör gövdesini iğne ile hareket ettirin, biraz kayması gerekir, bu da gövdenin altındaki lehimin tamamen eridiğini ve fazlalığın lehimleneceğini kanıtlar. sıkıştırılır, böylece termal temas artar. Resimde zaten mühürlenmiş bir stabilizatör çipi gösterilmektedir.

Bir bacağı lehimledikten sonra, mikro devrenin kurulumunun doğruluğunu ve bacaklarının pedlerle çakışmasını bir kez daha kontrol etmeniz ve ardından kalan pimleri kenarlar boyunca lehimlemeniz gerekir.

Artık çip dört taraftan güvenli bir şekilde sabitlenmiştir. Dikkatli davranarak, mikro devrenin pimleri arasında lehim köprüleri yapmamaya dikkat ederek kalan bacakları lehimliyoruz.

İşin bu aşamasında “mikrodalga” havya ucunun çok işinize yarayacağından yazının başında bahsetmiştik. Bu ucu kullanarak, mikro devre düzeneklerini çok sayıda pimle kolayca lehimleyebilirsiniz. kolay yol, havyanın ucunu mikro devrenin bacakları boyunca hareket ettirmeniz yeterlidir. Pimler arasında çok az sayıda atlama teli vardır ve bir tarafında elliden fazla pim bulunan bir çipin lehimlenmesi yaklaşık bir dakika sürer. Bu çok inanılmaz bir acı. Eğer elinizde yoksa, işi basit bir konik uçla yapın, ancak çok dikkatli olun.

Bir mikro devrenin birkaç piminin birbirine lehimlenmesi gibi hoş olmayan bir an meydana gelirse ve bu atlama tellerini tek bir havya ile çıkarmak her zaman sorunludur.
Daha sonra korumalı telden alınan bir örgü parçasını kullanarak bunları çıkarabilirsiniz. Örgü, doygun hale gelecek şekilde akı içeren bir kaba yerleştirilmeli ve daha sonra uygulanmalıdır. sorunlu alan bir lehim akışı ve bir havya ile lehimi bu örgüden ısıtın.

Fazla lehimin tamamı örgü tarafından emilecek ve çipin pimleri arasındaki ped ve boşluk temiz kalacak ve gereksiz yapışmalardan arınmış olacaktır.

Makalenin sonunda bu yazının sizin için en azından biraz faydalı olduğunu umabiliriz. Fotoğraflar lehimlemeyle eş zamanlı çekildiği için fotoğrafların kalitesi de sizi rahatsız etmedi. Elektronik işlerinizde herkese iyi şanslar!
 (1 ortalama olarak derecelendirmeler: 5,00 5 üzerinden)
(1 ortalama olarak derecelendirmeler: 5,00 5 üzerinden) 

