Wie verzinnt man einen Lötkolben am besten? Technologie zum ordnungsgemäßen Verzinnen von Drähten. So verzinnen Sie Drähte: Schritt-für-Schritt-Anleitung
Wir haben Ihnen bereits erzählt, wo wir in dieser Phase des Lötens ein wenig aufgehört haben, beispielsweise beim Blankverzinnen Kupferkerne. Jetzt verraten wir Ihnen genauer, warum man Drähte verzinnt und wie man es richtig macht, ohne Erfahrung im Umgang mit einem Lötkolben. Die Anweisungen werden wie folgt bereitgestellt: Zuerst sprechen wir darüber, warum eine Verzinnung erforderlich ist, und anschließend besprechen wir alle Nuancen dieses Prozesses.
Es ist ein wahrer Albtraum, etwas so Dickes wie Drähte mit einem zu schwachen Schweißgerät zu schweißen. Das auf den meisten Fotos zu sehende Schweißgerät wurde von Weller hergestellt und verfügt über eine variable Temperaturregelung. Dies ist das Beste aus beiden Welten, da Sie die Hitze an das Projekt anpassen können, aber es ist viel teurer als Schweißgeräte mit fester Temperatur. Von Zeit zu Zeit werden Sie nur das Schweißen zusammenbauen, es ist keine Schweißervariable erforderlich.
Schweißen Es gibt viele Arten des Schweißens. Viele Größen werden von 0,02 bis viel dicker verkauft, als für die Verbindung erforderlich ist Kupferrohre mit einem Butanbrenner. Die dünnsten werden für kleine Detailarbeiten wie die Installation von Widerständen verwendet, die größeren für das Schweißen. Die preisgünstigste Schweißung besteht aus einer Kombination aus Zinn und Blei – je nach Schweißnaht zwischen 60 % und 40 %. Sie können die Änderungen seit dem Datum der Beschränkung bereits sehen, sodass alles mit Blei passiert. In jedem Fall ist es am besten, Bleiprodukte zu meiden, da diese schädlich sein können und bleihaltige Produkte sehr leicht zu finden sind.
Warum ist das so wichtig?
Tatsache ist, dass Kupfer an der Luft oxidieren kann, was häufig zu einem schlechten Kontakt zwischen Drähten führt. Anschließend beginnt sich der schlechte Kontakt zu erhitzen und es kann zu einem Brand in der elektrischen Verkabelung kommen. Um dies zu verhindern und dauerhaft, zuverlässig und sicher zu sein, ist es notwendig, die abisolierten Enden der Adern mit Blei-Zinn-Lot zu verzinnen.
Einige Schweißnähte enthalten große Menge Silber Dadurch erhöht sich der Schmelzpunkt leicht, aber das Silber trägt zu einem besseren Fließen der Schweißnaht bei und stärkt die Verbindungen. Das Letzte, was Sie über das Schweißen wissen müssen, ist, dass Sie eine Harzkernschweißung verwenden sollten, da diese beim Schweißen hilft und immer noch die kostengünstigste Variante ist.
Schweißerspitzen: Schweißgeräte werden bereits mit einer Schweißspitze geliefert, sodass Sie nicht gleich eine kaufen müssen. Es ist jedoch wichtig, die Unterschiede zwischen den Schweißgeräten zu kennen diverse Tipps und stellen Sie sicher, dass Sie die richtige Spitze für die Art des Schweißens verwenden. Einige Schweißgeräte mit geringer Leistung verfügen über konische Spitzen für Detailarbeiten, während die meisten eine flachere Spitze haben, ähnlich wie bei einem Schraubenzieher, die sich gut zum Befestigen von Drähten eignet. Sie möchten, dass die Spitze etwas kleiner ist als das, worauf Sie löten möchten, damit Sie kontrollieren können, was geschweißt wird und was nicht.
Darüber hinaus kommt die Verzinnung beim Löten zum Einsatz, beispielsweise beim Anschluss an eine Stromversorgung. Wenn die Leiter des LED-Streifens nicht verzinnt sind, wird die Lötstelle unzuverlässig und es besteht die Möglichkeit, dass die Verkabelung mit der Zeit abfällt.
Schritt-für-Schritt-Anleitung
Um Ihnen das richtige Verzinnen von Drähten zu verdeutlichen, stellen wir Ihnen eine Schritt-für-Schritt-Anleitung in Bildern vor:
Stützschweißgerät und Reinigungsschwamm. Es ist schön, einen sicheren Ort zu haben, an dem man das Schweißgerät während der Arbeit aufstellen kann. Ständerstützen Schweißvorrichtung und ermöglicht die Reinigung der Spitze. Viele Schweißgeräte werden mit einem Ständer geliefert. Wenn Sie jedoch keinen haben, können Sie einen kaufen oder selbst einen herstellen.
Es besteht aus einer Zange, einem Drahtstreifen, einer feinen Pinzette und einem Gerät, das Kabel automatisch entfernt. Dieses Gerät ist sehr praktisch, wenn Sie viele Kabel entfernen möchten, aber es ist nicht notwendig. Befestigungselemente zum Sichern von Gegenständen Diese kleinen Klammern werden oft als „dritte Hände“ oder „freundliche Hände“ bezeichnet und helfen beim Schweißen. Sie müssen das Schweißgerät in einer Hand halten und mit der anderen schweißen, ohne es zu haben einfacher Weg verhindern, dass sich Teile bewegen. Sie können Steigeisen, Klammern, Wäscheklammern und sogar Klebeband verwenden.

Auf diese Weise können Sie Drähte zu Hause effizient und schnell verzinnen. Bitte beachten Sie die Verzinnung dünne DrähteÜber Kopfhörer (oder ein Mikrofon) müssen Sie es etwas anders machen. Da die Verkabelung emailliert (mit Lack geöffnet) ist, müssen Sie die Emaille zunächst sorgfältig reinigen scharfes Messer. Danach muss mit einem Lötkolben verzinnt werden.
Es gibt viele Anweisungen, wie man sie durchführt. Es wird nicht empfohlen, Schweißgase einzuatmen, da beim Löten Dämpfe entstehen. Jede Art von Belüftung, die installiert werden kann, hilft. Leiten Sie die Dämpfe nach draußen oder verwenden Sie zumindest einen Ventilator mit Filter. Kleine Schweißstückchen werden aus der Schweißnaht herausgeschleudert und wenn man es sich ansieht, ist es nicht gut. Man kann damit Kabel schweißen elektrische Bauteile wie Widerstände und Kondensatoren, Schaltkreise, Prüfplatten, Elektroden, klein Metallteile und alles andere, was Ihnen einfällt.
Video-Lektionen zum Thema:
Sie können Drähte ohne Kolophonium verzinnen – mit spezieller Lötsäure. In diesem Fall müssen Sie zunächst die Arbeitsflächen (Spitze und Spitze des Drahtes) mit einem in Säure getränkten Pinsel behandeln und anschließend Lot auftragen. Beide Methoden können ohne Angst um die Qualität der zukünftigen Verbindung verwendet werden. Ein dicker Draht lässt sich leichter verzinnen als ein sehr dünner. Ein wenig Geschick und noch weniger Zeit werden benötigt, Hauptsache nicht vergessen, die Oberfläche des Kerns mit einem Messer zu reinigen.
Wussten Sie nicht, dass es gelötet werden kann? Probieren Sie es aus – Sie werden es nicht in die Luft jagen. Wenn Sie ein neues Schweißgerät verwenden, müssen Sie eine kleine Schweißnaht an der Spitze anbringen, ein Vorgang, der „Schweißerverzinnen“ genannt wird. Dies ist nur bei neuen Geräten erforderlich, da bei einem bereits verwendeten Gerät immer eine kleine Schweißnaht an der Spitze vorhanden sein wird .
Sobald das Schweißgerät die gewünschte Temperatur erreicht hat, reinige ich es gerne mit einem feuchten Schwamm. Er zeigte mir eine gute Idee, wie man einen Schweißdraht hält: Schneiden Sie ein kurzes Stück ab, machen Sie eine Schlaufe mit ein paar Windungen an einem Ende mit einem hervorstehenden Schwanz und greifen Sie die Schlaufe mit den Fingern, um die Spitze manipulieren zu können des Drahtes mit größerer Präzision. Dies wird Ihnen helfen, Ihre Schweißfestigkeit aufrechtzuerhalten und die erforderliche Schweißmenge zu verwenden.
Mit dieser einfachen Technik können Sie das Verzinnen mit einem Lötkolben selbst durchführen. Wir hoffen, dass Sie jetzt wissen, wie man Drähte verzinnt und warum dies erforderlich ist. Wenn Ihnen ein Punkt nicht klar war, empfehlen wir Ihnen, ihn noch einmal durchzugehen visuelles Video Anweisungen oder stellen Sie eine Frage in den Kommentaren!
Lesen Sie unbedingt:
Kenntnisse im Löten modernes Leben, durchdrungen von Elektrogeräten und Elektronik, ist ebenso notwendig wie die Fähigkeit, einen Schraubenzieher und einen Stößel zu bedienen. Es gibt viele Methoden zum Löten von Metallen, aber zunächst müssen Sie wissen, wie man mit einem Lötkolben lötet, allerdings in Lebensbedingungen machbar und möglicherweise sind auch andere Methoden erforderlich. Dieser Artikel soll denjenigen helfen, die die Technologie der manuellen Lötarbeiten beherrschen möchten.
Dies ist eine viel bessere Idee, als zu versuchen, die gesamte Schweißspule auf einmal zu halten oder nur einen Faden zu verwenden. Wenn Sie das Kabel löten, müssen Sie ca. 5 cm der Isolierung abisolieren, um den blanken Draht zu trennen. Wenn Sie zwei Drähte anschließen, können Sie die beiden Enden vor dem Löten miteinander verdrillen. Elektronische Bauteile Die Platine lässt sich leicht löten – Sie müssen sie nur einlegen Richtiger Ort indem Sie sie mit Klammern an Ort und Stelle halten oder ihre Anschlüsse leicht biegen, um sie an Ort und Stelle zu halten.
Lötmaterialien
Bereiten Sie abschließend alles vor, was Sie löten möchten, indem Sie die Komponenten mit Clips oder anderen Techniken an Ort und Stelle halten. Sie möchten lediglich sicherstellen, dass sich von dem Moment an, in dem Sie mit dem Schweißen beginnen, nichts mehr bewegt und Sie Ihre Hände benutzen können. Hoffen wir, dass Ihr Schweißgerät die richtige Temperatur erreicht, denn Sie sind zum Schweißen bereit!
Flussmittel
Lötflussmittel werden unterteilt in neutrale (inaktive, säurefreie), die nicht chemisch mit dem Grundmetall reagieren oder in unwesentlichem Maße interagieren, aktivierte Flussmittel, die beim Erhitzen chemisch auf das Grundmetall einwirken, und aktive (sauer), die wirken auch im kalten Zustand drauf. Was Flussmittel betrifft, hat unser Jahrhundert die meisten Innovationen gebracht; hauptsächlich immer noch gut, aber fangen wir mit den unangenehmen an.
Eine Überhitzung der Kabel ist nahezu ausgeschlossen. Dies kann zwar zu Isolationslecks führen, beschädigt die Kabel jedoch nicht. Sobald die Kabel fest und flach zusammenliegen, fassen Sie das Schweißgerät mit einer Hand und befestigen Sie es an der anderen. Berühren Sie mit der Spitze des Schweißgeräts die Drähte und halten Sie sie dort.
Die Kabel beginnen sich zu erwärmen. In den nächsten Minuten, je nach Schweißgerät und Dicke der Kabel, zwischen 2 und 10 Sekunden, ist alles heiß genug, um die Schweißnaht zu schmelzen. Sie können die Kabel mit der Spitze des Schweißdrahtes berühren, um sicherzustellen, dass sie heiß genug sind. Wenn ja, werden Sie eine schwache Verbindung herstellen.
Erstens ist technisch reines Aceton zum Waschen von Rationen nicht mehr allgemein verfügbar, da es in der Untergrundproduktion von Drogen verwendet wird und selbst eine narkotische Wirkung hat. Ersatzstoffe für technisches Aceton sind die Lösungsmittel 646 und 647.
Zweitens wird Zinkchlorid in aktivierten Flussmittelpasten häufig durch Natriumteraborat – Borax – ersetzt. Salzsäure– hochgiftiger, chemisch aggressiver, flüchtiger Stoff; Zinkchlorid ist ebenfalls giftig und sublimiert beim Erhitzen, d. h. verdunstet ohne zu schmelzen. Borax ist sicher, aber beim Erhitzen setzt es große Mengen Kristallwasser frei, was die Lötqualität leicht verschlechtert.
Es ist viel besser, die zusätzlichen Sekunden abzuwarten und das Lot direkt auf den erhitzten Kabeln zu schmelzen. Wenn man die Schweißnaht des Kabels berührt und anfängt zu rauchen und zu schmelzen, sind die Drähte ziemlich warm. Bei Bedarf mehr Schweißnaht auf die Verbindungsstelle auftragen. Wenn Sie wie ich ein Pistolenschweißgerät verwenden, lassen Sie einfach den Abzug los, um es auszuschalten. Für diejenigen ohne Auslöser wird es warm sein, stellen Sie es also wieder auf die Basis.
So verzinnen Sie einen nicht brennbaren Stachel
Wenn Sie genug haben, löten Sie in die Verbindung, ziehen Sie das Lot heraus und entfernen Sie den Lötkolben. Wenn Sie ein Pistolenschweißgerät verwenden, lassen Sie den Abzug los, um es auszuschalten. Wenn Sie einen Typ verwenden, der keinen Eisenauslöser hat, ist dieser warm, also legen Sie ihn wieder in die Halterung zurück.
Notiz: Borax selbst ist ein Lötflussmittel zum Löten durch Eintauchen in geschmolzenes Lot, siehe unten.
Die gute Nachricht ist, dass es mittlerweile eine große Auswahl an Flussmitteln für alle Lötanlässe im Angebot gibt. Für gewöhnliche Lötarbeiten benötigen Sie (siehe Abbildung) kostengünstiges SCF (Alkoholharz, früher CE, zweites in der Liste der säurefreien Flussmittel in Tabelle I.10 in der Abbildung oben) und Lötsäure (geätzt). erstes Säureflussmittel auf der Liste. SKF eignet sich zum Löten von Kupfer und seinen Legierungen, Lötsäure eignet sich für Stahl.
Schritt 4: Komponenten auf die Leiterplatte schweißen
Hier ist ein Video, das das Kabelschweißen zeigt. Der Prozess ist sehr schnell und nicht so schwierig wie erwartet. Hier ist noch eine Frage zum selben Thema. Bis vor Kurzem verwendete er ausschließlich Schweißkabel und Lautsprecherkomponenten. Dies bedeutete mehr oder weniger verdrillte Drähte um einen größeren Draht und Widerstandsanschlüsse, die mit Kondensatoren und Induktivitäten verbunden waren. Wenn Sie die Dinge nur auf dieser Ebene tun, ist nichts komplizierter als das, was im vorherigen Schritt beschrieben wurde.
Das Löten von Leiterplatten erfordert etwas mehr Sorgfalt und Aufmerksamkeit, ist aber dennoch sehr erschwinglich. Dies wird als „Durchgangslöten“ bezeichnet. Die Spitze ist kleiner und daher einfacher, die richtige Temperatur zu erreichen und die Schweißnaht genauer auszuführen. Und auf jeden Fall kann die Verwendung eines Brennerschweißgeräts mit fest eingestellter Temperatur zu Schäden an Bauteilen führen, da zu viel Hitze zugeführt wird.
SKF-Rationen müssen gewaschen werden: Kolophonium enthält Bernsteinsäure, die bei längerem Kontakt das Metall zerstört. Darüber hinaus breitet sich versehentlich verschüttetes SCF sofort überall aus großes Gebiet und verwandelt sich in einen äußerst klebrigen, sehr lange trocknenden Dreck, dessen Flecken sich nicht von Kleidung, Möbeln oder dem Boden oder den Wänden entfernen lassen. Im Allgemeinen ist SKF ein gutes Flussmittel zum Löten, aber nichts für langsame Leute.
Beim Anlöten von Anschlüssen an Leiterplatten Sie möchten zusätzlich zum Anschluss den Metallkontakt erwärmen, der sich auf der Platine selbst befindet. Die in diesem Schritt verbundenen Teile waren viel kleiner als die Drähte aus dem vorherigen Schritt, sodass sich alles viel schneller erwärmte.
Es ist wichtig, zuerst die Schweißnaht und dann das Schweißgerät zu entfernen, da die Schweißnaht sehr schnell aushärtet und an der Platte kleben kann, sobald das Schweißgerät entfernt wird. Verwendung benötigte Menge Schweißen ist beim Schweißen kleiner Teile wichtiger als Löten. Wenn zu viel Schweiß aufgetragen wird und über die Verbindung hinausgeht, kann es zu einem Kurzschluss kommen. Wenn es jedoch weniger als nötig verwendet wird, ist dies möglicherweise nicht der Fall gute Verbindung, und die Platte funktioniert nicht richtig.
Ein vollständiger Ersatz für SCF, aber bei unachtsamer Handhabung nicht so schlimm, ist TAGS-Flussmittel. Stahlteile sind massiver, als es zum Löten mit Lötsäure zulässig ist, und haltbarer, sie werden mit F38-Flussmittel gelötet. Mit dem Universalflussmittel lassen sich nahezu alle Metalle in beliebiger Kombination löten, inkl. Aluminium, aber die Festigkeit der Verbindung damit ist nicht genormt. Auf das Löten von Aluminium kommen wir später zurück.
Die richtige Menge ähnelt einem kleinen Ameisenstück, das sich an der Basis des Anschlusses und der Platte bildet. Hier ist ein Video des Prozesses. Nachdem Sie die Bauteile auf der Platine verlötet haben, können Sie die freiliegenden Enden der Anschlüsse abklemmen. Es ist ziemlich einfach zu machen und erfordert wenig Geschick. Nur wenige Schritte vor dem Beschneiden.
Für glatte, flache Schnitte verwenden Sie am besten eine abgeschrägte Zange. es ist das gleiche gute Idee Schneiden Sie die Anschlüsse sehr eng auf die Oberfläche der Leiterplatte, um das Risiko einer Beschädigung zu minimieren Kurzschluss. Sobald Sie den Überschuss abgeschnitten haben, sind Sie mit dem Schweißen fertig und können mit dem nächsten Schritt fortfahren.
Notiz: Achtung, Funkamateure: Es gibt jetzt Flussmittel zum Löten von Lackdrähten ohne Abisolieren!
Andere Arten des Lötens
Bastler löten auch oft mit einem Trockenlötkolben mit bronzener unverzinnter Spitze, dem sogenannten. Lötkolben, Pos. 1 in Abb. Es ist dort gut, wo die Ausbreitung von Lot außerhalb der Lötzone nicht akzeptabel ist: in Schmuck, Glasmalerei, gelötete Objekte der angewandten Kunst. Manchmal werden oberflächenmontierte Mikrochips auch trocken mit einem Pinabstand von 1,25 oder 0,625 mm verlötet, aber das ist eine riskante Angelegenheit erfahrene Spezialisten: Ein schlechter Wärmekontakt erfordert eine übermäßige Leistung des Lötkolbens und eine längere Erwärmung, und es ist unmöglich, eine stabile Erwärmung beim manuellen Löten sicherzustellen. Verwenden Sie zum Trockenlöten Harpius von POSK-40, 45 oder 50 und Flussmittelpasten, die keine Rückstandsentfernung erfordern.
Schritt 6: Komponenten auf der Leiterplattenseite installieren
Hier ist ein Video über scharfe Enden. Das Schweißen von Komponenten auf der Rückseite der Platine, wo Anschlüsse durch Löcher geführt werden können, ist die einfachste der beiden Methoden zum Anbringen von Komponenten auf einer Leiterplatte. Viele Komponenten müssen jedoch auf der Hauptoberfläche der Platte installiert werden, was eine genauere Anpassung der Schweißnaht erfordert.
Um etwas auf die Oberfläche einer Leiterplatte zu löten, ist ein Prozess namens Löten erforderlich. In diesem Fall geht es darum, den Kontakt auf der Oberfläche der Leiterplatte leicht zu schweißen und dann das Bauteil am Lottropfen zu befestigen. Zuerst berührte er mit der Schweißspitze den Kontakt auf der Platine. Dann spulte er die Schweißnaht ein wenig ein und entfernte die Schweißnaht. Er entfernte das Schweißgerät, hielt das Bauteil noch ein paar Sekunden mit den Klammern fest und entfernte sie dann.
Dead-End-Verdrillungen aus dicken Drähten (siehe oben) werden durch Eintauchen in eine Futorka – ein Bad aus geschmolzenem Lot – verlötet. Früher wurde ein Futor mit einer Lötlampe (Pos. 2a) erhitzt, aber heute ist das primitive Wildheit: Ein Elektrofutor oder Lötbad (Pos. 2) ist billiger, sicherer und gibt mehr beste Qualität Verpflegung. Die Drehung in den Futor wird durch eine Schicht aus siedendem Flussmittel eingebracht, die auf das Lot aufgetragen wird, nachdem es geschmolzen und auf Betriebstemperatur erwärmt ist. Das einfachste Flussmittel ist in diesem Fall Kolophoniumpulver, das jedoch schnell verdampft und noch schneller verbrennt. Es ist besser, das Futor mit braunem Flussmittel zu fließen, und wenn das Lötbad zum Verzinken verwendet wird kleine Teile, dann ist das das Einzige mögliche Variante. In diesem Fall Maximale Temperatur futorki sollte mindestens 500 Grad Celsius haben, weil Zink schmilzt bei 440.
Teile zum Löten vorbereiten
Er entfernte das Bügeleisen, hielt die Komponente noch ein paar Sekunden an Ort und Stelle und ließ die Pinzettenkomponente los. Flächenschweißen funktioniert gut, da es schwierig ist, den Schweißer, die Schweißnaht und die Komponenten gleichzeitig zu halten. Es besteht keine Notwendigkeit, zu viel Lot aufzutragen und am Ende ein Durcheinander zu verursachen. Die obigen Fotos zeigen den Prozess Schritt für Schritt.
Schritt 7: Schweißen mit einem Feuerzeug
Wenn Sie nicht alle Lötwerkzeuge haben, aber wissen möchten, wie es geht, machen Sie sich keine Sorgen – nur ein Stück Draht und ein wenig Schweißen, wenn Sie etwas Nassschweißen können. Feuchtschweißen ist sehr nützlich, wenn sich jemand auf einer einsamen Insel verirrt und seine Kopfhörer reparieren muss, damit er bei Sonnenuntergang seine Lieblingsaufnahme von Walgesängen hören kann. Es ist auch ein schöner Schmuck, um Ihre Freunde zu überraschen.
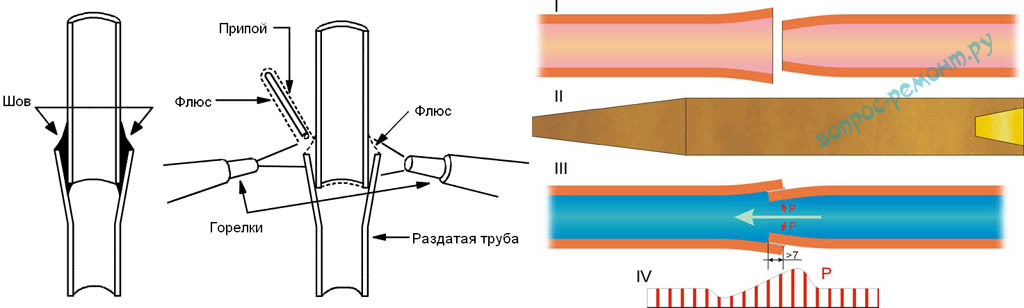
Schließlich ist festes Kupfer in Produkten, z.B. Rohre werden mittels Hochtemperatur-Flammlöten verlötet. Es enthält immer unverbrannte Partikel, die gierig Sauerstoff absorbieren, daher hat die Flamme, wie Chemiker sagen, restaurative Eigenschaften: Sie entfernt restliches Oxid und verhindert die Bildung neuer Oxide. Am Pos. In Abb. 3 können Sie sehen, wie die Flamme eines speziellen Lötbrenners buchstäblich alles Unnötige aus der Lötstelle bläst.
Es wird Hochtemperaturlöten durchgeführt, siehe Abb. rechts mit einem Stab Hartlot 2 die Lötstelle gleichmäßig unter Druck reiben 1. Die Flamme des Brenners 3 sollte dem Lot folgen, damit die heiße Stelle nicht der Luft ausgesetzt ist. Zunächst wird die Lötzone erhitzt, bis die Farben anlaufen. Zur Dose Hartlöten Sie können wie gewohnt etwas anderes mit Weichlot auf die Oberfläche löten. Weitere Informationen zum Flammlöten finden Sie weiter unten im Abschnitt Rohre.
Es ist lustig, aber in manchen Quellen wird der Lötbrenner als Lötstation bezeichnet. Nun, ein Umschreiben ist ein Umschreiben, was auch immer man davon hat. Tatsächlich handelt es sich bei einer Tischlötstation (siehe nächste Abbildung) um ein Gerät für feine Lötarbeiten: mit Mikrochips usw., bei denen Überhitzung, die Ausbreitung von Lot an Stellen, an denen es nicht benötigt wird, und andere Mängel nicht akzeptabel sind. Die Lötstation hält die eingestellte Temperatur in der Lötzone genau aufrecht und steuert, wenn es sich um eine Gasstation handelt, die Gaszufuhr dort. In diesem Fall ist der Brenner im Lieferumfang enthalten, aber der Lötbrenner selbst, die Lötstation, ist nichts weiter als ein Steinbruch – die Basilius-Kathedrale.
So löten Sie Aluminium
Dank moderner Flussmittel ist das Löten von Aluminium im Allgemeinen nicht schwieriger als das von Kupfer. Das Flussmittel F-61A ist für das Niedertemperaturlöten vorgesehen, siehe Abb. Lot – jedes Analogon von Avia-Loten; Es gibt verschiedene im Angebot. Das Einzige ist, dass es besser ist, einen verzinnten Bronzestab mit Kerben an der Spitze etwa wie eine Feile in den Lötkolben einzuführen. Die Flussmittelschicht lässt sich leicht abkratzen haltbarer Film Oxid, das verhindert, dass Aluminium einfach so gelötet wird.
Das Flussmittel F-34A ist für das Hochtemperaturlöten von Aluminium mit 34A-Lot vorgesehen. Allerdings ist beim Erhitzen der Lötzone mit einer Flamme große Vorsicht geboten: Der Schmelzpunkt von Aluminium selbst liegt nur bei 660 Grad Celsius. Daher ist es für das Hochtemperaturlöten von Aluminium besser, das flammenlose Kammerlöten (ofenbeheiztes Löten) zu verwenden, aber die Ausrüstung dafür ist teuer.
Es gibt auch eine „Pionier“-Methode zum Löten von Aluminium mit Vorverkupferung. Es eignet sich, wenn lediglich ein elektrischer Kontakt erforderlich ist und mechanische Belastungen im Lötbereich ausgeschlossen sind, beispielsweise wenn es darum geht, ein Aluminiumgehäuse mit der gemeinsamen Stromschiene einer Leiterplatte zu verbinden. „In bahnbrechender Weise“ wird das Aluminiumlöten an der in Abb. gezeigten Anlage durchgeführt. links. Pulver Kupfersulfat Schütten Sie es gehäuft in die Lötzone. Eine steifere Zahnbürste, nackt eingewickelt Kupferkabel, in destilliertes Wasser tauchen und das Vitriol mit Druck verreiben. Wenn auf dem Aluminium ein Kupferfleck erscheint, wird es wie gewohnt verzinnt und gelötet.
Feines Löten
Das Löten von Leiterplatten hat seine eigenen Besonderheiten. Informationen zum Löten von Teilen auf Leiterplatten im Allgemeinen finden Sie in der kleinen Meisterklasse in den Zeichnungen. Das Verzinnen von Drähten ist nicht mehr erforderlich, weil Die Anschlüsse der Funkkomponenten und Chips sind bereits verzinnt.
Unter Amateurbedingungen macht es erstens wenig Sinn, alle stromführenden Pfade zu verzinnen, wenn das Gerät mit Frequenzen bis 40-50 MHz arbeitet. IN industrielle Produktion Die Verzinnung der Platten erfolgt beispielsweise im Niedertemperaturverfahren. Sprühen oder galvanisch. Das Erhitzen der Leiterbahnen über die gesamte Länge mit einem Lötkolben verschlechtert deren Haftung auf dem Untergrund und erhöht die Wahrscheinlichkeit einer Delaminierung. Nach dem Einbau des Bauteils ist es besser, die Platine zu lackieren. Dadurch wird das Kupfer sofort dunkler, die Leistung des Geräts wird dadurch jedoch in keiner Weise beeinträchtigt, es sei denn, es handelt sich um Mikrowellen.
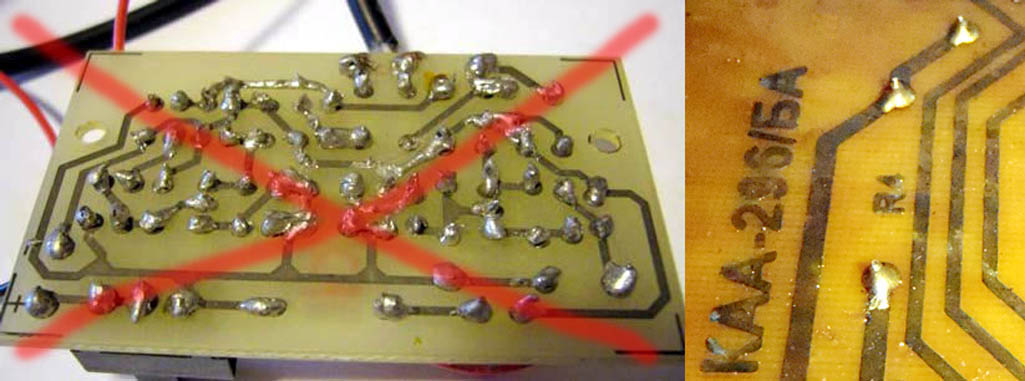
Schauen Sie sich dann das hässliche Ding links vom Weg an. Reis. Für eine solche Ehe wurden Installateure in schlechter Erinnerung des sowjetischen Europaabgeordneten (Ministerium für Elektronikindustrie) zu Ladern oder Helfern degradiert. Es geht nicht einmal darum Aussehen oder übermäßiger Verbrauch von teurem Lot, und erstens die Tatsache, dass beim Abkühlen dieser Platten sowohl die Montagepads als auch die Teile überhitzt wurden. Und große, starke Lotzuflüsse sind eher träge Gewichte für bereits geschwächte Leiterbahnen. Funkamateure kennen den Effekt: Wenn man versehentlich ein „Tintenfisch“-Brett auf den Boden stößt, lösen sich 1-2 oder mehr Spuren. Ohne auf das erste Nachlöten warten zu müssen.
Lotperlen auf Leiterplatten müssen rund und glatt sein und eine Höhe von nicht mehr als 0,7 Durchmesser haben Installationsort, siehe rechts in Abb. Die Spitzen der Minen sollten leicht aus den Perlen herausragen. Das Brett ist übrigens komplett selbstgemacht. Es gibt eine Möglichkeit, es zu Hause zu tun Installation von gedruckten Schaltungen so genau und klar wie das Werksmodell und zeigt sogar die gewünschten Beschriftungen an. Weiße Flecken sind Reflexionen vom Lack beim Fotografieren.
Auch Schwellungen, die konkav und vor allem faltig sind, stellen einen Mangel dar. Nur eine konkave Perle bedeutet, dass nicht genügend Lot vorhanden ist, und eine faltige Perle bedeutet, dass Luft in das Lot eingedrungen ist. Wenn das zusammengebaute Gerät nicht funktioniert und der Verdacht auf einen fehlerhaften Anschluss besteht, suchen Sie zunächst an diesen Stellen.
ICs und Chips
Im Wesentlichen sind ein integrierter Schaltkreis (IC) und ein Chip dasselbe, aber der Klarheit halber belassen wir, wie in der Technik allgemein akzeptiert, die „Mikrochip“-Mikroschaltungen in DIP-Gehäusen, bis hin zu den großen, was die Größe betrifft Integrationsgrad, mit Stiften im Abstand von 2,5 mm, montiert in Montagelöchern oder Lötstiften, wenn die Platine mehrlagig ist. Bei den Chips soll es sich um ultragroße, auf der Oberfläche montierte „Millionen-Dollar“-ICs mit Stiftabständen von 1,25 mm oder weniger handeln, bei den Mikrochips um Miniatur-ICs in den gleichen Gehäusen für Telefone, Tablets und Laptops. Prozessoren und andere „Steine“ mit starren mehrreihigen Pins fassen wir nicht an: Sie werden nicht verlötet, sondern in spezielle Sockel eingebaut, die beim Zusammenbau im Unternehmen einmalig in die Platine eingesiegelt werden.
Lötkolbenerdung
Moderne CMOS-ICs (CMOS) reagieren genauso empfindlich auf statische Elektrizität wie TTL und TTLSh und halten ein Potenzial von 150 V für 100 ms ohne Schaden. Amplitudenwert effektive Netzspannung 220 V – 310 V (220x1.414). Daher die Schlussfolgerung: Sie benötigen einen Niederspannungs-Lötkolben für eine Spannung von 12–42 V, der über einen Abwärtstransformator an der Hardware angeschlossen ist, nicht über einen Impulsgenerator oder ein kapazitives Vorschaltgerät! Dann ruiniert auch ein direkter Test an der Spitze teure Chips nicht.
Es kommt immer noch zu zufälligen und noch gefährlicheren Überspannungen in der Netzspannung: In der Nähe wurde geschweißt, es gab einen Stromstoß, die Verkabelung löste Funken usw. Der zuverlässigste Weg, sich davor zu schützen, besteht darin, „streunende“ Potenziale nicht aus der Lötkolbenspitze zu entfernen, sondern sie dort nicht entweichen zu lassen. Zu diesem Zweck wurde auch in Spezialbetrieben der UdSSR die in der Abbildung dargestellte Schaltung zum Einschalten von Lötkolben verwendet:
Der Verbindungspunkt C1 C2 und der Transformatorkern sind direkt mit dem Stromkreis verbunden Schutzerdung, und bis zur Mitte Sekundärwicklung– Siebaufwicklung (offene Windung). Kupferfolie) und Arbeitsplatzerdungsleiter. Dieser Punkt ist mit dem Stromkreis verbunden separater Draht. Wenn der Transformator über ausreichend Leistung verfügt, können Sie beliebig viele Lötkolben daran anschließen, ohne sich Gedanken über die Erdung jedes einzelnen machen zu müssen. Zu Hause sind die Punkte a und b über separate Drähte mit einer gemeinsamen Erdungsklemme verbunden.
Mikroschaltungen, Löten
Mikroschaltungen in DIP-Gehäusen werden wie andere elektronische Komponenten gelötet. Lötkolben – bis 25 W. Lötmittel – POS-61; Flussmittel - TAGS oder Alkoholkolophonium. Die Reste müssen mit Aceton oder dessen Ersatzstoffen abgewaschen werden: Alkohol nimmt das Kolophonium hart an und es ist weder mit einer Bürste noch einem Lappen möglich, es zwischen den Beinen vollständig abzuwaschen.
Was Chips und insbesondere Mikrochips angeht, wird das manuelle Löten für Spezialisten aller Erfahrungsstufen dringend empfohlen: Dies ist eine Lotterie mit sehr problematischen Gewinnen und sehr wahrscheinlichen Verlusten. Wenn es um Feinheiten wie die Reparatur von Telefonen und Tablets geht, müssen Sie auf eine Lötstation zurückgreifen. Die Bedienung ist nicht viel schwieriger als die eines Handlötkolbens, siehe Video unten, und die Preise sind recht ordentlich Lötstationen sind jetzt verfügbar.
Video: Lektionen zum Löten von Mikroschaltungen
Mikroschaltungen, Entlöten
„Korrekterweise“ werden ICs bei Reparaturen nicht zum Testen ausgelötet. Mit speziellen Testern und Methoden werden sie vor Ort diagnostiziert und die unbrauchbaren endgültig entfernt. Aber Amateure können es sich nicht immer leisten, deshalb stellen wir für alle Fälle unten ein Video über Methoden zum Entlöten von ICs in DIP-Gehäusen zur Verfügung. Handwerkern gelingt es auch, Chips mit Mikrochips zu entlöten, indem sie beispielsweise einen Nichromdraht unter eine Reihe von Stiften schieben und diese mit trockenen Lötkolben erhitzen, aber das ist eine noch weniger gewinnbringende Lotterie als manuelle Installation große und extragroße ICs.
Video: Mikroschaltungen entlöten – 3 Methoden
So löten Sie Rohre
Das Löten von Kupferrohren erfolgt im Hochtemperaturverfahren mit jedem harten Kupferlot mit aktivierter Flussmittelpaste, das keine Rückstandsentfernung erfordert. Als nächstes gibt es 3 Optionen:
- In Kupfer (Messing, Bronze) Kupplungen– Lötanschlüsse.
- Mit voller Verbreitung.
- Mit unvollständiger Verteilung und Komprimierung.
Das Einlöten von Kupferrohren in Fittings ist zuverlässiger als andere, erfordert jedoch erhebliche Mehrkosten für Kupplungen. Der einzige Fall, in dem es unersetzlich ist, ist eine Entwässerungsvorrichtung; dann wird ein T-Stück verwendet. Beide Lötflächen werden vorab nicht verzinnt, sondern mit Flussmittel beschichtet. Anschließend wird das Rohr in die Armatur eingeführt, sicher fixiert und die Verbindung verlötet. Der Lötvorgang gilt als abgeschlossen, wenn das Lot nicht mehr in den Spalt zwischen Rohr und Kupplung eindringt (0,5–1 mm erforderlich) und als kleine Perle nach außen ragt. Das Entfernen des Befestigungsmittels erfolgt frühestens 3-5 Minuten nach dem Aushärten des Lotes, wenn die Verbindung bereits mit der Hand gehalten werden kann, da das Lot sonst nicht an Festigkeit gewinnt und die Verbindung irgendwann undicht wird.
Wie Rohre mit Vollverteilung verlötet werden, ist links in Abb. dargestellt. Das „verteilte“ Löten hält den gleichen Druck wie das passende, erfordert jedoch zusätzlichen Druck. Spezialwerkzeuge zum Abrollen der Buchse und erhöhter Lotverbrauch. Eine Fixierung des gelöteten Rohres ist nicht erforderlich, es kann mit einer Drehung in die Muffe geschoben werden, bis es fest einrastet, so dass das Löten mit voller Verteilung oft an Stellen erfolgt, die für die Montage der Schelle ungünstig sind.
Bei Hausverkabelungen aus dünnwandigen Rohren mit kleinem Durchmesser, bei denen der Druck bereits niedrig und die Verluste unbedeutend sind, kann ein Löten mit unvollständiger Ausdehnung eines Rohrs und Verengung des anderen Rohrs ratsam sein, Pos. I rechts in Abb. Zur Vorbereitung der Pfeifen wird ein runder Stab aus Massivholz mit einer konischen Spitze von 10-12 Grad auf der einen Seite und einem kegelstumpfförmigen Loch von 15-20 Grad auf der anderen Seite, Pos. II. Die Enden der Rohre werden so lange bearbeitet, bis sie ca. um 10-12 mm. Die Flächen werden vorab verzinnt, auf die verzinnten Flächen wird weiteres Flussmittel aufgetragen und bis zum Verklemmen verbunden. Dann erhitzen sie, bis das Lot schmilzt, und stützen das verengte Rohr ab, bis es klemmt. Der Lotverbrauch ist minimal.
Die wichtigste Voraussetzung für die Zuverlässigkeit einer solchen Verbindung ist, dass die Verengung entlang der Wasserströmung ausgerichtet sein muss, Pos. III. Das Schulgesetz von Bernoulli ist eine Verallgemeinerung für ein ideales Fluid in einem weiten Rohr, und für ein reales Fluid in einem engen Rohr verschiebt sich aufgrund seiner (Flüssigkeits-)Viskosität der maximale Drucksprung entgegen dem Strom, pos. IV. Es entsteht eine Druckkraftkomponente, die das verengte Rohr gegen den Verteiler drückt, und die Lötung erweist sich als sehr zuverlässig.
Was sonst?
Ach ja, Lötkolbenständer. Der Klassiker, links in der Abbildung, ist für jede Rute geeignet. Wo die Tabletts für Lot und Kolophonium platziert werden sollen, ist Ihnen überlassen, es gibt keine Vorschriften. Für Lötkolben mit geringer Leistung und Schürze eignen sich vereinfachte Ständerhalterungen in der Mitte.
Lötstationen sind überwiegend mit Feder- oder Rohrhalterungen für Lötkolben ausgestattet. Bei ihnen ist der gesamte heiße Teil des Werkzeugs für die Berührung unzugänglich, aber es ist wahrscheinlicher, dass der Lötkolben an ihnen vorbeigeführt wird und sich auf das Löten kleiner „verstreuter“ Teile konzentriert. Was Sie aber auf keinen Fall tun sollten und was von TB direkt verboten ist, ist ein Ständer aus Schrott, in dem der Lötkolben auf den Ablagen liegt Lieferungen, rechts in Abb.








 (1 Bewertungen im Durchschnitt: 5,00 von 5)
(1 Bewertungen im Durchschnitt: 5,00 von 5) 

