Как да калайдисваме поялник: подготовка и грижа за поялника. Запояване с поялник у дома
Умения за запояване модерен живот, наситен с електроуреди и електроника, е толкова необходим, колкото умението да боравите с отвертка и бутало. Има много методи за запояване на метали, но преди всичко трябва да знаете как да запоявате с поялник, въпреки че в условия на животосъществими и може да са необходими и други методи. Тази статия е предназначена да помогне на тези, които искат да овладеят технологията на ръчно запояване.
Потоци
Флюсовете за запояване се разделят на неутрални (неактивни, без киселини), които не реагират химически с основния метал или взаимодействат в незначителна степен, активирани, които химически действат върху основния метал при нагряване и активни (киселинни), които действат върху него дори когато е студен. По отношение на потоците нашият век донесе най-много иновации; през по-голямата частвсе пак добре, но да започнем с неприятните.
Първо, технически чистият ацетон за измиване на дажби вече не е широко разпространен поради факта, че се използва в подземното производство на лекарства и сам по себе си има наркотичен ефект. Заместители на техническия ацетон са разтворители 646 и 647.
Второ, цинковият хлорид в активираните флюсови пасти често се заменя с натриев тераборат - боракс. Солна киселина– силно токсично, химически агресивно летливо вещество; Цинковият хлорид също е токсичен и при нагряване сублимира, т.е. се изпарява без да се стопи. Бораксът е безопасен, но при нагряване се отделя голям бройвода на кристализация, което леко влошава качеството на запояване.
Забележка:самият боракс е спояващ флюс за запояване чрез потапяне в разтопена спойка, вижте по-долу.
Добрата новина е, че сега има широка гама от флюси в продажба за всички случаи на запояване. За обикновена работа по запояване ще ви трябва (вижте фигурата) евтин SCF (спиртен колофон, бивш CE, втори в списъка на безкиселинните флюси в таблица I.10 на фигурата по-горе) и киселина за запояване (ецвана), това е първият киселинен поток в списъка. SKF е подходящ за запояване на мед и нейните сплави, а киселината за запояване е подходяща за стомана.
Дажбите на SKF трябва да се измият: колофонът съдържа янтарна киселина, която разрушава метала при продължителен контакт. В допълнение, случайно разлят SCF незабавно се разпространява навсякъде голяма площи се превръща в изключително лепкава кал, която съхне много дълго време, петната от която не могат да бъдат отстранени от дрехите, мебелите, пода или стените. Като цяло SKF е добър флюс за запояване, но не и за хора с муден ум.
Пълен заместител на SCF, но не толкова неприятен при небрежно боравене, е TAGS flux. Стоманените части са по-масивни, отколкото е допустимо за запояване с киселина за запояване, и по-издръжливи, те са запоени с поток F38. Универсалният флюс може да се използва за запояване на почти всеки метал във всякакви комбинации, вкл. алуминий, но здравината на връзката с него не е стандартизирана. Ще се върнем към запояване на алуминий по-късно.
Забележка:Радиолюбители, имайте предвид - вече се продават флюсове за запояване на емайлирани проводници без оголване!
Други видове запояване
Любителите също често запояват със сух поялник с бронзов некалайдисан връх, т.нар. молив за запояване, поз. 1 на фиг. Добре е, когато разпространението на спойка извън зоната на запояване е неприемливо: в бижута, витражи, споени предмети на приложното изкуство. Понякога повърхностно монтираните микрочипове също се запояват сухо с разстояние между щифтовете 1,25 или 0,625 mm, но това е рискован бизнес за опитни специалисти: лошият термичен контакт изисква прекомерна мощност на поялника и продължително нагряване, както и за осигуряване на стабилност на нагряването при ръчно запояваненевъзможен. За сухо запояване използвайте harpius от POSK-40, 45 или 50 и флюсови пасти, които не изискват отстраняване на остатъците.
Задънените усуквания от дебели проводници (вижте по-горе) се запояват чрез потапяне във футорка - баня с разтопена спойка. Някога футорът се нагряваше с горелка (поз. 2а), но сега това е примитивна дивотия: електрофуторът или банята за запояване (поз. 2) е по-евтин, по-безопасен и дава най-добро качестводажби. Усукването във футора се въвежда чрез слой от кипящ флюс, който се нанася върху спойката, след като се разтопи и загрее до работна температура. Най-простият флюс в този случай е колофон на прах, но той скоро извира и изгаря още по-бързо. По-добре е да флюсирате футора с кафяво и ако ваната за запояване се използва за поцинковане на малки части, тогава това е единственото възможен вариант. В такъв случай Максимална температура futorki трябва да бъде най-малко 500 градуса по Целзий, защото цинкът се топи при 440.
И накрая, твърдата мед в продуктите, напр. тръбите се запояват чрез високотемпературно пламъчно запояване. Той винаги съдържа неизгорели частици, които лакомо абсорбират кислород, така че пламъкът има, както казват химиците, възстановителни свойства: премахва остатъчния оксид и предотвратява образуването на нов. На поз. 3 можете да видите как пламъкът на специална горелка за запояване буквално издухва всичко ненужно от зоната за запояване.
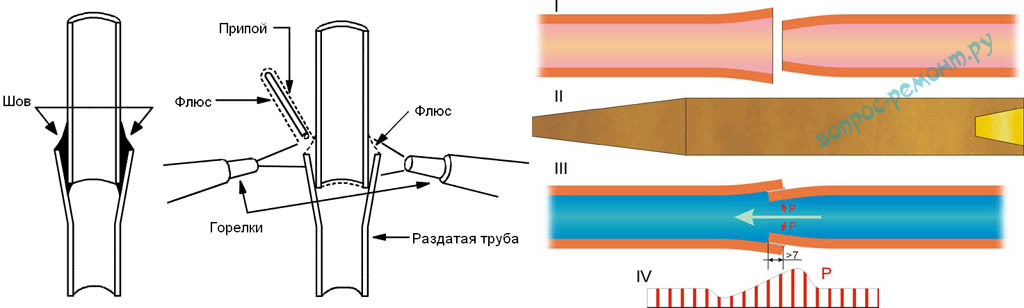
Извършва се високотемпературно запояване, вижте фиг. отдясно, като равномерно разтривате зоната за запояване с натиск 1 с пръчка твърд припой 2. Пламъкът на горелката 3 трябва да следва спойката, така че горещата точка да не е изложена на въздух. Първо, зоната за запояване се нагрява, докато цветовете потъмнеят. Да се консервира запояванеМожете да запоите нещо друго върху повърхността с мека спойка, както обикновено. За повече информация относно пламъчното запояване вижте по-късно, когато става дума за тръби.
Смешно е, но в някои източници горелката за запояване се нарича станция за запояване. Е, пренаписването си е пренаписване, каквото и да получите от него. Всъщност десктоп Станция за запояване(вижте следващата фигура) - оборудване за фина запояване: с микрочипове и др., където прегряване, разпространение на спойка, където не е необходимо, и други недостатъци са недопустими. Станцията за запояване поддържа точно зададената температура в зоната за запояване и, ако станцията е газова, контролира подаването на газ там. В този случай факелът е включен в комплекта му, но самата горелка за запояване, станцията за запояване не е нищо повече от кариера - катедралата Василий Блажени.
Как да запоявам алуминий
Благодарение на съвременните флюси, запояването на алуминий като цяло не стана по-трудно от медта. Флюсът F-61A е предназначен за нискотемпературно запояване, виж фиг. Припой – всеки аналог на припоите на Avia; В продажба има различни. Единственото нещо е, че е по-добре да поставите консервиран бронзов прът в поялника с прорези на върха приблизително като файл. Лесно ще изстърже слоя флюс издръжлив филмоксид, който не позволява алуминият да бъде запоен просто така.
Флюс F-34A е предназначен за високотемпературно запояване на алуминий с 34A спойка. Трябва обаче да бъдете много внимателни, когато нагрявате зоната за запояване с пламък: точката на топене на самия алуминий е само 660 по Целзий. Ето защо за високотемпературно запояване на алуминий е по-добре да се използва безпламъчно камерно запояване (запояване в пещ), но оборудването за него е скъпо.
Съществува и "пионерски" метод за запояване на алуминий с предварително медно покритие. Подходящ е, когато е необходим само електрически контакт и е изключено механично напрежение в зоната на запояване, например, ако е необходимо да се свърже алуминиев корпус към общата шина на печатна платка. „По пионерски начин“ запояването на алуминий се извършва на инсталацията, показана на фиг. наляво. Прах меден сулфатизсипете на куп в зоната за запояване. По-твърда четка за зъби, увита в гола медна тел, се потапя в дестилирана вода и витриолът се втрива с натиск. Когато върху алуминия се появи медно петно, той се калайдиса и запоява както обикновено.
Фино запояване
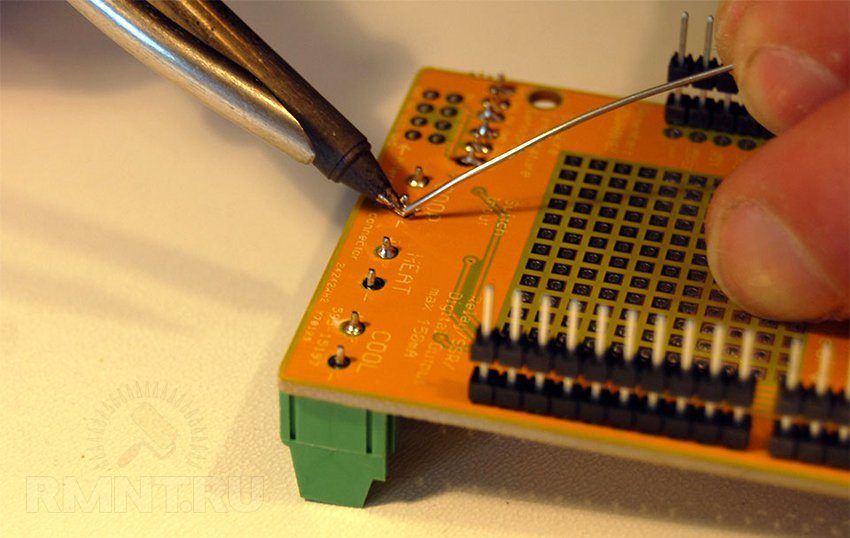
При запояване печатни платкиима свои собствени характеристики. Как да запоявате части върху печатни платки, като цяло, вижте малкия майсторски клас на чертежите. Калайдисването на проводници вече не е необходимо, т.к клемите на радиокомпонентите и чиповете вече са калайдисани.
В аматьорски условия, първо, няма смисъл да се калайдисват всички токопроводими пътища, ако устройството работи на честоти до 40-50 MHz. IN промишлено производствоплоскостите се калайдисват с помощта на нискотемпературни методи, например. пръскане или галванично. Нагряването на пистите по цялата им дължина с поялник ще влоши адхезията им към основата и ще увеличи вероятността от разслояване. След инсталирането на компонента е по-добре да лакирате дъската. Това веднага ще потъмни медта, но това няма да повлияе по никакъв начин на работата на устройството, освен ако не говорим за микровълни.
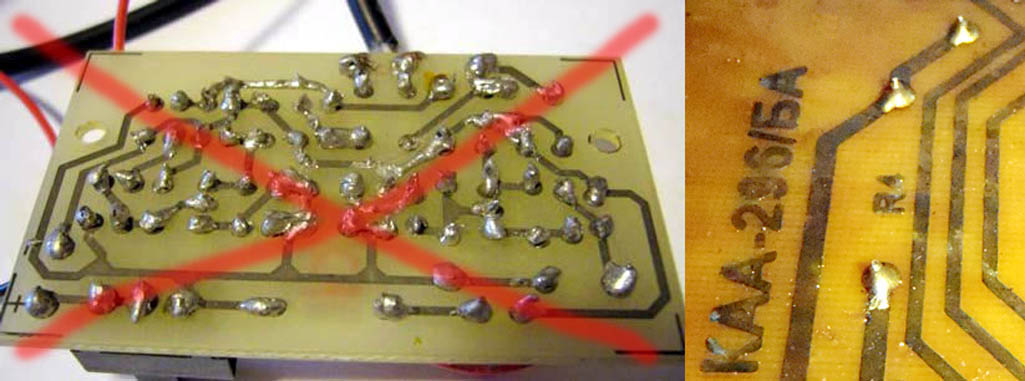
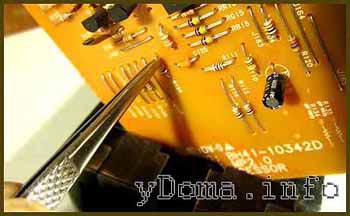
След това погледнете грозното нещо отляво на пътеката. ориз. За такъв брак и в лошата памет на съветския евродепутат (Министерството на електронната промишленост) монтажниците бяха понижени до товарачи или помощници. Дори не става дума за външен видили прекомерна консумация на скъпи спойки и, първо, фактът, че по време на охлаждането на тези плаки както монтажните подложки, така и частите прегряват. И големите тежки притоци на спойка са по-скоро инертни тежести за вече отслабени писти. Радиолюбителите са добре запознати с ефекта: ако случайно бутнете дъска „сепия“ на пода, 1-2 или повече песни се отлепват. Без да се чака първото презапояване.
Перлите за припой върху печатни платки трябва да са кръгли и гладки, с височина не повече от 0,7 диаметъра място за монтаж, вижте вдясно на фиг. Върховете на поводите трябва леко да стърчат от мънистата. Между другото, дъската е напълно домашна. Има начин да го направите у дома монтаж на печатни платкиточен и ясен като фабричния и дори показва надписите, които желаете. Белите петна са отражения от лака по време на снимане.
Подутините, които са вдлъбнати и особено набръчкани, също са дефект. Само вдлъбнато зърно означава, че няма достатъчно спойка, а набръчкано зърно означава, че в спойката е проникнал въздух. Ако сглобеното устройство не работи и има съмнение за неправилна връзка, първо погледнете на тези места.
ИС и чипове
По същество интегрална схема (IC) и чип са едно и също нещо, но за яснота, както е общоприето в технологиите, ще оставим микросхемите на „микрочип“ в DIP пакети, до и включително големите по отношение на степен на интеграция, с щифтове на разстояние 2,5 mm, монтирани в монтажни отвори или щифтове за запояване, ако платката е многослойна. Нека чиповете са ултра-големи интегрални схеми за милиони долари, монтирани на повърхността, със стъпка на изводите от 1,25 мм или по-малко, а микрочиповете – миниатюрни интегрални схеми в същите кутии за телефони, таблети и лаптопи. Ние не докосваме процесори и други „камъни“ с твърди многоредови щифтове: те не са запоени, а са инсталирани в специални гнезда, които се запечатват в платката веднъж, когато се сглобяват в предприятието.
Заземяване на поялник
Съвременните CMOS (CMOS) интегрални схеми са същите по чувствителност към статично електричество като TTL и TTLSh, поддържайки потенциал от 150 V за 100 ms без повреда. Стойност на амплитудатаефективно мрежово напрежение 220 V – 310 V (220x1.414). Оттук и заключението: имате нужда от поялник за ниско напрежение, за напрежение 12-42V, свързан чрез понижаващ трансформатор на хардуера, а не чрез генератор на импулси или капацитивен баласт! Тогава дори директен тест на върха няма да съсипе скъпите чипове.
Все още има случайни и още по-опасни скокове на мрежовото напрежение: наблизо е включено заваряване, има скок на тока, кабелите искриха и т.н. Най-надеждният начин да се предпазите от тях е не да премахвате "бездомните" потенциали от върха на поялника, а да не ги оставяте да излязат оттам. За тази цел дори в специални предприятия на СССР е използвана схемата за включване на поялници, показана на фигурата:
Точката на свързване C1 C2 и ядрото на трансформатора са свързани директно към веригата защитно заземяване, и до средата вторична намотка– навиване на екрана (отворен ход Медно фолио) и заземителни проводници на работното място. Тази точка е свързана към веригата отделен проводник. Ако трансформаторът има достатъчна мощност, можете да свържете към него колкото желаете поялници, без да се притеснявате за заземяването на всеки един поотделно. У дома точки a и b са свързани към общ заземяващ терминал с отделни проводници.
Микросхеми, запояване
Микросхемите в DIP пакетите са запоени като други електронни компоненти. Поялник – до 25 W. Припой – POS-61; флюс - TAGS или спирт колофон. Трябва да измиете остатъците му с ацетон или негови заместители: алкохолът поема колофона трудно и не е възможно да го измиете напълно между краката нито с четка, нито с парцал.
Що се отнася до чиповете и особено микрочиповете, запояването им ръчно не се препоръчва за специалисти от всяко ниво: това е лотария с много проблемни печалби и много вероятни загуби. Ако става въпрос за такива тънкости като ремонт на телефони и таблети, ще трябва да отделите пари за станция за запояване. Използването му не е много по-трудно от ръчен поялник, вижте видеото по-долу, а цените на доста прилични станции за запояване вече са достъпни.
Видео: уроци по запояване на микросхеми
Микросхеми, разпояване
„Правилно“, ИС не се разпояват за тестване по време на ремонт. Те се диагностицират на място със специални тестери и методи, а неизползваемите се премахват окончателно. Но любителите не винаги могат да си го позволят, така че за всеки случай по-долу предоставяме видео за методите за разпояване на интегрални схеми в DIP пакети. Занаятчиите също успяват да разпояват чипове с микрочипове, например, като пъхнат нихромова жица под няколко щифта и ги нагряват със сухи поялници, но това е още по-малко печеливша лотария от ръчното инсталиране на големи и много големи ИС.
Видео: разпояване на микросхеми - 3 метода
Как да запоявате тръби
Медните тръби се запояват по високотемпературен метод с всеки твърд меден припой с активирана флюсова паста, която не изисква отстраняване на остатъците. След това има 3 опции:
- В мед (месинг, бронз) съединители– фитинги за запояване.
- С пълно разпределение.
- С непълно разпределение и компресия.
Запояване медни тръбивъв фитингите е по-надежден от други, но изисква значителни допълнителни разходи за съединители. Единственият случай, когато е незаменим, е дренажно устройство; тогава се използва тройник. И двете запоени повърхности не се калайдисват предварително, а се намазват с флюс. След това тръбата се вкарва във фитинга, здраво се фиксира и съединението се запоява. Запояването се счита за завършено, когато спойката спре да навлиза в пролуката между тръбата и съединителя (необходими са 0,5-1 mm) и стърчи навън като малка перла. Закопчалката се отстранява не по-рано от 3-5 минути след втвърдяването на спойката, когато ставата вече може да се държи с ръка, в противен случай спойката няма да придобие сила и ставата в крайна сметка ще изтече.
Как се запояват тръби с пълно разпределение е показано вляво на фиг. „Разпределеното“ запояване поддържа същото налягане като монтажното, но изисква допълнително налягане. специални инструменти за развиване на гнездото и увеличен разход на спойка. Фиксирането на запоената тръба не е необходимо, тя може да бъде избутана в гнездото с усукване, докато се задръсти плътно, така че запояването с пълно разпределение често се извършва на места, които са неудобни за монтиране на скобата.
При домашно окабеляване, направено от тънкостенни тръби с малък диаметър, където налягането вече е ниско и загубите му са незначителни, може да се препоръча запояване с непълно разширение на една тръба и стесняване на другата, поз. I вдясно на фиг. За да подготвите тръбите, кръгла пръчка, направена от солидно дървос коничен връх 10-12 градуса от едната страна и пресечен коничен отвор 15-20 градуса от другата, поз.II. Краищата на тръбите се обработват, докато влязат една в друга без задръстване за прибл. с 10-12 мм. Повърхностите се калайдисват предварително, на калайдисаните се слага още флюс и се съединяват до заклещване. След това се нагряват, докато спойката се разтопи и подпират стеснената тръба, докато задръсти. Консумацията на спойка е минимална.
Най-важното условие за надеждността на такава връзка е, че стеснението трябва да бъде ориентирано по протежение на потока вода, поз. III. Училищният закон на Бернули е обобщение за идеална течност в широка тръба, а за реална течност в тясна тръба, поради нейния (течен) вискозитет, максималният скок на налягането се измества обратно на тока, поз. IV. Възниква компонент на силата на натиск, притискайки стеснената тръба към разпределителя и запояването се оказва много надеждно.
Какво друго?
О, да, стойки за поялник. Класическата, вляво на фигурата, е подходяща за всяка въдица. Къде трябва да се поставят ваничките за припой и колофон зависи от вас, няма правила. За поялници с ниска мощност с престилка са подходящи опростени стойки-скоби в центъра.
Станциите за запояване са оборудвани предимно с пружинни или тръбни гнезда за поялници. При тях цялата гореща част на инструмента е недостъпна за докосване, но е по-вероятно да премине поялника покрай тях, като се концентрира върху запояването на малки „разпръснати“ части. Но това, което определено не трябва да правите и което е пряко забранено от туберкулозата, е стойка, направена от скрап материали, в която поялникът лежи върху тавите за Консумативи, вдясно на фиг.








Запояването с поялник е много по-лесно, отколкото изглежда на пръв поглед. Технологията на запояване с поялник е била успешно използвана от египтяните преди 5 хиляди години и оттогава малко се е променило.
Същността на технологията на запояване с поялник е проста: използвайки разтопен метал с по-ниска точка на топене, всички метали с по-висока точка на топене се свързват във всяка комбинация.
Процесът на запояване с поялник започва с подготовката на повърхностите на частите за запояване. За да направите това, е необходимо да премахнете следи от мръсотия, ако има такива, и оксиден филм от повърхностите. В зависимост от дебелината на фолиото и формата на повърхността се почиства с пила или шкурка. Малки участъци и кръгли проводници могат да се подрязват с острие на нож. Резултатът трябва да бъде лъскава повърхност без оксидни петна или черупки. Петната от мазнина се отстраняват чрез избърсване с парцал, напоен с ацетон или бял спирт (рафиниран бензин).
След подготовката на повърхностите те трябва да бъдат покрити със слой спойка и калайдисани. За да направите това, върху повърхността се нанася флюс и се нанася накрайник за запояване с спойка.

За по-добър пренос на топлина от върха на поялника към частта, трябва да приложите върха така, че контактната площ да е максимална. Разрезът на върха на поялника с припой трябва да е успореден на повърхността на детайла.
Най-важното при запояване с поялник е затоплянето на запоените повърхности до температурата на разтопена спойка. Ако спойката не се нагрее достатъчно, спойката ще се окаже матова и ще има ниска механична якост. Ако прегрее, спойката няма да се разпространи по повърхността на запояваните части и запояването изобщо няма да работи.
След завършване на описаната по-горе подготовка, частите се нанасят една върху друга и се извършва запояване с електрически поялник. Времето за запояване, в зависимост от дебелината и теглото на частите, варира от 1 до 10 секунди. Много електронни компоненти позволяват време за запояване не повече от 2 секунди. Веднага след като спойката се разпредели равномерно върху повърхностите на частите, поялникът се премества настрани. Изместването на частите една спрямо друга преди пълното втвърдяване на спойката не е допустимо, в противен случай механичната якост и плътността на спойката ще бъдат ниски. Ако това се случи случайно, трябва да извършите отново процедурата за запояване.
Спойката на върха на горещ поялник, докато чака за запояване, се покрива с оксиди и остатъци от изгорял флюс. Накрайникът трябва да се почисти преди запояване. За почистване е удобно да използвате навлажнено парче гума от пяна с всякаква плътност. Достатъчно е бързо да прокарате жилото по дунапренената гума и цялата мръсотия ще остане върху нея.
Преди запояване повърхностите или проводниците, които са свързани чрез запояване, трябва да бъдат калайдисани. Това е гаранция за качество спойкаи се наслаждават на работата. Ако нямате опит в работата с поялник, тогава преди да извършите важна работа по запояване с поялник, първо трябва да практикувате малко. По-лесно е да започнете с едножилен меден проводник, като електрическо окабеляване. Първата стъпка е да премахнете изолацията от проводника.
Как да калайдисваме медни проводници
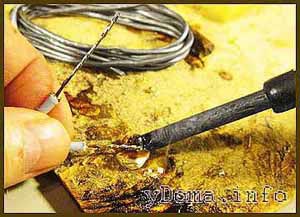
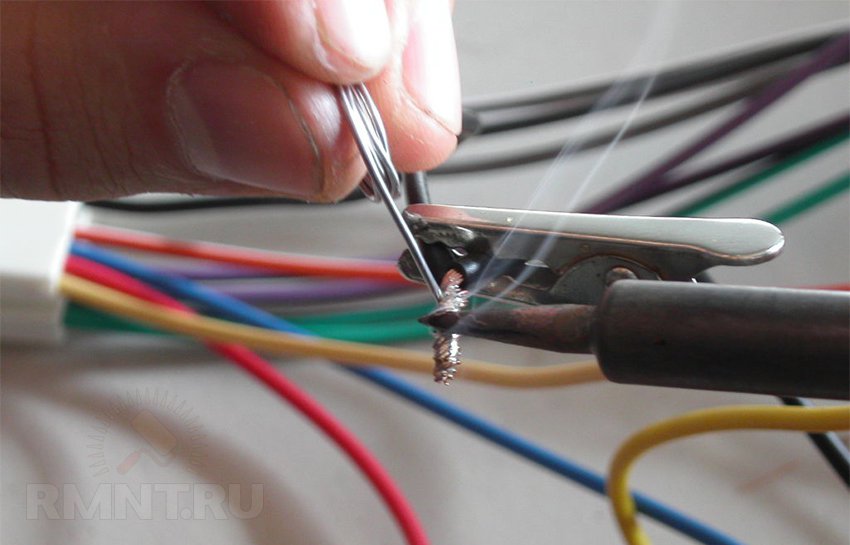
Когато изолацията е отстранена, трябва да оцените състоянието на проводника. По правило в новите проводници медните проводници не са покрити с оксиди и могат да се обслужват без отстраняване. Достатъчно е да вземете малко припой върху върха на поялника, да докоснете колофона с него и да преместите върха по повърхността на проводника. Ако повърхността на проводника е чиста, тогава спойката тънък слойще се разпространи върху него. Ако няма достатъчно спойка, тогава се взема допълнителна порция с едно докосване на колофон. И така, докато целият проводник е напълно калайдисан. По-удобно е да калайдисвате проводниците, като ги поставите върху дървена платформа, за която използвам стойка за поялник. Обикновено на мястото, където винаги локва, се натрупва колофон и процесът става по-бърз, можете да вземете повече спойка и да не пипате колофона с върха отново.

Понякога, противно на очакванията, въпреки че проводникът изглежда без окиси, той не иска да бъде калайдисан. След това го слагам върху таблетка аспирин и го загрявам за няколко секунди, след което го пускам на мястото. Работи веднага без никакви проблеми. Дори Меден проводникс явно окисляване, без предварително механично оголване, с аспирин веднага се разкъсва с тънък слой спойка.
Ако сте успели да калайдисате проводниците с поялник, както е на снимката, тогава поздравления за първия ви успешна работачрез запояване.

Трудно е да се получи добро запояване с поялник от първия път. Може да има няколко причини за това. Поялникът е твърде горещ за този тип спойка, това може да се определи от бързо образуващия се тъмен филм от оксиди върху спойката, който се намира на върха на поялника. Когато накрайникът на поялника се нагрее прекомерно, работното острие на поялника се покрива с черен оксид и спойката не се задържа върху накрайника. Температурата на върха на поялника не е достатъчна. В този случай запояването се разхлабва и изглежда матово. Само използването на терморегулатор може да помогне тук. Недостатъчното нагряване на телта по време на обслужване се получава, когато върху работната част на върха има малко количество спойка. Контактната площ е малка и топлината се прехвърля лошо към проводника. Трябва да тренирате, докато можете да калайдисате жиците, както е на снимката по-горе.
След калайдисване на тел с поялник, излишната спойка често остава върху нея под формата на перли. За да получите тънък и равномерен слой, трябва да поставите проводника вертикално с края надолу, поялника вертикално с върха нагоре и да преместите върха по жицата. Спойката е тежка и цялата ще се пренесе върху върха на поялника. Непосредствено преди тази операция трябва да отстраните цялата спойка от върха, като го ударите леко върху стойката. По този начин можете да премахнете излишъка от зоната за запояване и върху печатни платки.
Следващият етап от обучението е калайдисването на многожилен меден проводник с поялник, задачата е малко по-трудна, особено ако жицата е покрита с оксид. Отстранете оксидния филм механичноТрудно е, трябва да разплетете проводниците и да оголите всеки поотделно. Когато свалих изолацията от проводниците термично, тогава открих, че горният проводник е целият надупчен с оксид, а долният е разплетен. Това е може би най труден случайза калайдисване. Но калайдисват със същата лекота като едноядрените.

Първото нещо, което трябва да направите, е да поставите проводника върху таблетка аспирин и докато го нагрявате с поялник, преместете го така, че всички проводници на жицата да се навлажнят с аспириновия състав (аспиринът се топи при нагряване).
След това калайдисайте подложката с колофон, както е описано по-горе, с единствената разлика, че трябва да натиснете проводника с върха на поялника към подложката и по време на процеса на калайдисване завъртете проводника в една посока, така че проводниците се преплитат в едно цяло.

Ето как изглеждат медните проводници след калайдисване.

От такъв край на консервираната жица можете с клещи да оформите пръстен, например за резбова връзка към контактите на фасунга, ключ или фасунга за полилей или да запоите към месингов контакт или печатна платка. Опитайте се да направите такова запояване с поялник.

Основното нещо при свързване на части чрез запояване е да не се движат една спрямо друга, докато спойката не се втвърди.
Запояването на всякакви части с поялник не се различава много от проводниците за запояване. Ако сте успели да калайдисвате и запоявате многожилен проводник с високо качество, тогава можете да извършите всяко запояване.
Как да калайдисвате много тънък емайлиран меден проводник
Лесно е да калайдисвате тънък проводник с диаметър по-малък от 0,2 mm, изолиран с емайл, с поялник, ако използвате винилхлорид. Изолационните тръби и изолацията на много проводници са направени от тази пластмаса. Трябва да поставите проводника върху изолацията и леко да го натиснете с върха на поялника, след което да издърпате проводника, като го завъртате всеки път. Нагряването на винилхлорида отделя хлор, който разрушава емайла и жицата лесно се калайдиса.

Тази технология е незаменима при запояване на проводници от тип лицензар с поялник, който представлява множество тънки проводници, покрити с емайл и усукани в един проводник.

С помощта на таблетка аспирин също е лесно да калайдисвате емайлирана тънка жица с поялник; жицата се издърпва между таблетката аспирин и върха на поялника по същия начин. На върха трябва да има достатъчно количество спойка и колофон.
Запояване на радиокомпоненти с поялник
При ремонт на електроуреди често се налага разпояване на радиоелементи от печатната платка и обратно запояване. Въпреки че тази операция не е сложна, тя все пак изисква спазване на определена технология на запояване.
Запояване на резистори, диоди, кондензатори с поялник
За да премахнете радиоелемент с два извода, като резистор или диод, от печатна платка, трябва да загреете зоната за запояване с поялник, докато спойката се разтопи и издърпайте изхода на радиоелемента от платката. Обикновено те отстраняват резисторния извод от печатната платка, като го хванат за извода с пинсети, но пинсетите често се изплъзват, особено ако изводът на радиоелемента от страната на спойката е огънат.

За по-лесна работа челюстите на пинсетите трябва да се шлифоват малко; полученото захващане ще предотврати изплъзването на челюстите на пинсетите.

Когато работите по демонтирането на радиоелементи, винаги липсва още една ръка, трябва да работите с поялник, пинсети и да държите печатната платка.
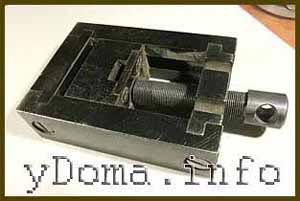
Третата ми ръка е настолно менгеме, с помощта на което може да се захване свободен участък от печатната платка и чрез поставяне на менгемето на която и да е странична повърхност печатната платка може да се ориентира триизмерно. Запояването с поялник ще бъде удобно.
След разпояване на детайла от платката, монтажните отвори се запълват с припой. Удобно е да освободите дупката от спойка с клечка за зъби, заточена клечка или дървена пръчка.

Върхът на поялника разтопява спойката, клечката за зъби се вкарва в дупката и се върти, поялникът се отстранява, след като спойката се втвърди, клечката за зъби се изважда от дупката.
Преди да инсталирате нов радиоелемент за запояване, е задължително да се уверите, че клемите му могат да се запояват, особено ако датата на пускане не е известна. Най-добре е просто да калайдисате проводниците с поялник и след това да запоите елемента. Тогава запояването ще бъде надеждно и работата ще бъде удоволствие, а не болка.
Как да запоявате SMD светодиоди и други безоловни компоненти с поялник
В момента безоловните SMD компоненти се използват широко в производството на електронни устройства. SMD компонентите нямат традиционните медни проводници. Такива радиоелементи се свързват към релсите на печатната платка чрез запояване на контактни площадки, разположени директно върху корпуса на компонента. Запояването на такъв компонент не е трудно, тъй като е възможно да запоявате всеки контакт поотделно с поялник с ниска мощност (10-12 W).
Но по време на ремонт става необходимо да разпоявате SMD компоненти, за да ги проверите или замените, или да ги разпоявате от ненужна печатна платка за използване като резервни части. В този случай, за да не се прегрее и да се счупи компонентът, е необходимо едновременно да се загреят всичките му клеми.

Ако трябва да запоявате често SMD компоненти, тогава има смисъл поялникът да направи набор от специални накрайници, които се разклоняват в края на две или три малки. С такива накрайници ще бъде лесно да разпоявате SMD компоненти, без да ги повредите, дори ако са залепени към печатната платка.

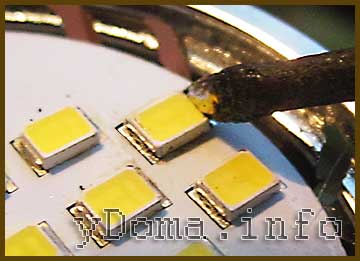
Но има ситуации, когато поялник с ниска мощност не е под ръка, но в съществуващия мощен поялник върхът е заседнал и е невъзможно да го отстраните. Има и прост изход от тази ситуация. Можете да навиете медна жица с диаметър един милиметър около върха на поялника, както е на снимката. Направете нещо като дюза и я използвайте за успешно разпояване на SMD компоненти. На снимката се вижда как съм запоил SMD светодиодипри ремонт на LED лампи. Светодиодните корпуси са много деликатни и практически не позволяват дори малки механични въздействия.

Ако е необходимо, дюзата може лесно да се отстрани и можете да използвате поялника по предназначение. Ширината между краищата на дюзата може лесно да се променя, като по този начин се регулира за запояване на SMD компоненти различни размери. Приставката може да се използва вместо маломощен поялник, запояване на малки части и запояване на тънки проводници към LED ленти.
Как да запоявате LED лента с поялник
Технология на запояване LED лентине се различава много от запояването на други части. Но поради факта, че основата на печатната платка е тънка и гъвкава лента, за да се предотврати отлепване отпечатани песниВремето за запояване трябва да бъде сведено до минимум.

Ремонт на желязна каросерия чрез запояване
В древни времена, когато карах съветска кола, технологията на запояване с поялник помогна за премахване на корозията на каросерията на автомобила. Ако просто почистите покритата с ръжда зона и нанесете боядисване, след известно време ръждата ще се появи отново. Покривайки почистеното място с поялник с тънък слой спойка, ръждата никога повече няма да се появи.
Също така трябваше да запоявам корозионни отвори в праговете и областта на арките на колелата на каросерията на автомобила с поялник. За да направите това, трябва да почистите повърхността около отвора с лента от един сантиметър и да калайдисвате спойката с поялник. от плътна хартияизрежете шаблона за бъдещия пластир. След това, като използвате шаблона от месинг с дебелина 0,2-0,3 mm, изрежете пластир и калайдисайте зоната, която ще бъде запоена с поялник, с дебел слой спойка. При необходимост се дава пластира изисквана форма. Можете просто да потупате пластира, като го поставите върху дебела, плътна гума. Краищата навънизползвайте файл, за да намалите кръпките до нищо. Остава само да нанесете пластира върху дупката в тялото и да го загреете добре със 100-ватов поялник по шева. Шпакловка, грунд, боя и купето ще е като ново, а ремонтираното място никога повече няма да ръждясва.
Изкуството на запояване трябва да се учи постепенно. Започвайки от запояване на проводници и преминавайки към печатни платки, всеки метод има своите тънкости както в избора на консумативи за запояване, така и в технологията. Днес ще споделим с читателите основите на запояването и основните работни умения.
Каква е същността на запояването
Запояването използва способността на някои метали в разтопено състояние ефективно да текат по повърхността на други под въздействието на гравитацията и умереното повърхностно напрежение. Свързването чрез запояване е трайно: двете свързани части са сякаш обвити в слой спойка и остават неподвижни след втвърдяването му.
Тъй като ще разгледаме запояването конкретно в контекста на запояването на метали, най-много важни параметрище има механична якост и проводимост електрическа връзка. В повечето случаи това са право пропорционални стойности и ако две части са плътно хванати, тогава проводимостта между тях също ще бъде висока. Спойка обаче има съпротивлениепо-висок дори от този на алуминия, така че неговият слой трябва да е възможно най-тънък, а покривната му способност - възможно най-висока.
За да е принципно възможно запояването има две условия. Първото и най-важно нещо е чистотата на частите на мястото на запояване. Припоят се прикрепя към металната повърхност на атомно ниво и наличието дори на най-малкия оксиден филм или замърсители ще направи надеждната адхезия невъзможна.
Второто условие е температурата на топене на спойката да бъде значително по-ниска от температурата на запояваните части. Това изглежда очевидно, но има припои с по-висока точка на топене от алуминия например. Освен това, ако действителната разлика в температурите на топене не е достатъчно висока, когато спойката се втвърди, топлинното свиване на частите може да попречи на нормалното образуване кристална решеткаспойка.
Флюсове и припои - как да изберем правилните
Поради гореописаните причини правилен изборфлюс и спойка са почти половината от успеха в бизнеса със запояване. За щастие има доста универсални марки, подходящи за повечето задачи. Областта на приложение на почти всички потоци и спойки е ясно посочена на етикетите, но някои аспекти на тяхното използване все още трябва да бъдат известни.
Да започнем с потоците. Използват се за ецване на части, отстраняване и разтваряне на оксидния филм с допълнителна защита на метала от корозия. Докато повърхността е покрита с флюс, можете да сте сигурни в нейната чистота, както и че разтопеният калай ще я намокри добре и ще се разтече.
Флюсовете се различават по вида на металите и сплавите на частите, които се съединяват. По принцип това са смеси от метални соли, киселини и основи, които реагират активно при нагряване с поялник. Е, тъй като има доста оксидни форми и замърсители, коктейлът трябва да бъде специално подбран за определен тип метали и сплави.

Обикновено потоците за запояване са разделени на два вида. На основата се създават активни потоци неорганични киселини, главно хлор и хлороводород. Техният недостатък е, че те трябва да се измият веднага след приключване на запояването, в противен случай киселинните остатъци причиняват доста силна корозия на връзката и сами по себе си имат доста висока проводимост, която може да причини късо съединение. Но можете да запоявате почти всичко с активни потоци.
Вторият вид флюс се създава предимно на базата на колофон, който може да се използва и в чиста форма. Течният флюс е много по-удобен за нанасяне, той също съдържа алкохол и / или глицерин, които напълно се изпаряват при нагряване. Потоците от колофон са най-малко ефективни при запояване на стомана, но за цветни метали и сплави те се използват предимно или други съединения органична химия. Колофонът също изисква изплакване, тъй като в дългосрочен план насърчава корозията и може да стане проводим, като поема влага от въздуха.
 Течен и твърд колофон
Течен и твърд колофон
С припоите всичко е малко по-просто. За запояване се използват предимно оловно-калаени припои на марката POS. Числото след маркировката показва съдържанието на калай в припоя. Колкото повече е, толкова по-висока е механичната якост и електрическата проводимост на връзката и толкова по-ниска е температурата на топене на спойката. Оловото се използва за нормализиране на процеса на втвърдяване, без него калайът може да се напука или да се покрие с игли.

Има специални видове спойки, предимно безоловни (BP) и други нетоксични, в които оловото е заменено с индий или цинк. Точката на топене на BP е по-висока от тази на конвенционалните, но връзката е по-здрава и по-устойчива на корозия. Също така има топими припои, разпространявайки се още при 90-110 ºС. Те включват сплави от дърво и роза; те се използват за запояване на компоненти, които са чувствителни към прегряване. Специалните припои се използват главно при запояване на радио оборудване.

Мощност и видове поялници
Основната разлика между инструмента за запояване е типът на неговия източник на захранване. За обикновените хора най-познати са мрежовите поялници, захранвани от 220 V. Те се използват главно за запояване на проводници и по-масивни части, тъй като е почти невъзможно да се прегрее меден проводник, с изключение може би на разтопяване на изолацията.

Предимството на мрежовите поялници е тяхната висока мощност. Благодарение на него се осигурява висококачествено и дълбоко нагряване на детайла, плюс това не изисква обемно захранване за работа. Сред недостатъците можем да подчертаем ниската лекота на използване: поялникът е доста тежък, върхът е разположен далеч от дръжката и такъв инструмент не е подходящ за фина работа.

Станциите за запояване използват термичен контрол, за да поддържат стабилно ниво на температурата. Такива поялници нямат значителна мощност, обикновено 40 W вече е таванът. Въпреки това, за чувствителна към топлина електроника и запояване на малки части, този инструмент е най-подходящ.
Избор на накрайник и грижа за него
Накрайниците за поялник се отличават по форма и материал. Формата е проста: най-примитивното и в същото време универсално е жилото с форма на шило. Възможни са варианти във формата на шпатула, конус с тъп край, със скосяване и др. Основната задача при избора на форма е да се постигне максимална площ на контакт с определен тип части за запояване, така че нагряването да е мощно и в същото време краткотрайно.

По отношение на материала почти всички накрайници са медни, но се предлагат със или без покритие. Медните накрайници са покрити с хром и никел, за да се увеличи устойчивостта на топлина и да се елиминира окисляването на медната повърхност. Накрайниците с покритие са много издръжливи, но са малко по-малко мокри от спойка и изискват внимателно боравене. За почистването им се използват месингови стърготини и вискозни гъби.
Накрайниците без покритие с право могат да бъдат класифицирани като консумативи за запояване. По време на работа такъв накрайник периодично се покрива със слой от оксиди и спойката спира да се придържа към него. Работният ръб трябва да се почисти и калайдиса отново, та кога интензивна употребавърхът се износва доста бързо. За да забавите изгарянето на върха, се препоръчва първо да го изковате и след това да го заточите, за да придадете желаната форма.

Проводници за запояване
Запояването на проводници е най-лесно. Потапяме краищата на сърцевините в разтвора на флюс и минаваме по тях с поялник, чийто връх е обилно навлажнен с флюс. По време на процеса на калайдисване е препоръчително да се отърси излишната разтопена спойка. След нанасяне, половин проводници се оформят в усукване и след това се нагряват добре с малко количество спойка, запълвайки свободно пространствомежду ядрата.

Възможен е и друг метод, когато преди усукване проводниците просто се навлажняват старателно с поток и се запояват без предварително калайдисване. Този метод е особено популярен при запояване на многожилни проводници и окабеляване с малък диаметър. Ако потокът е с високо качество и поялникът осигурява достатъчно силно нагряване, дори усукване на 3-4 „пухкави“ проводника от 1,5 mm 2 всеки ще бъде добре наситен с калай и ще бъде надеждно запоен.
Моля, имайте предвид, че в електрическата инсталация, тоест вътре разпределителни кутии, окабеляване за запояване не се приема. Предимно поради неразривността на връзката, плюс спойката има значително контактно съпротивление и винаги има висок риск от корозия. Проводниците се запояват изключително за връзки вътре в електрически уреди или за калайдисване на краищата на многожилни проводници преди затягането им с винтови клеми.
Работа с електронни компоненти
Електрониката за запояване е най-обширната и сложна тема, която изисква опит, умения и специално оборудване. Но дори и любител може да замени дефектен елемент на печатна платка дори само с мрежов поялник.
Извеждащите елементи (тези с крака) се запояват най-лесно. Предварително се закрепват (пластилин, восък) с карфици в отворите на дъската. След това, от обратната страна, поялникът се притиска плътно към опашката, за да се загрее, след което в мястото на запояване се вкарва спояващ проводник, съдържащ поток. Нямате нужда от много калай, достатъчно, за да се влее в дупката от всички страни и да образува нещо като продълговата капачка.
Ако водещият елемент виси и трябва да се държи с ръка, тогава мястото за запояване първо се навлажнява с поток. Необходимо е много малко количество, тук е оптимално да използвате бутилки от лак за нокти, предварително измити с ацетон. При тази техника на запояване калайът се събира върху поялника в малко количество и капка от него внимателно се довежда до клемата на елемента на 1-2 мм от повърхността на платката. Спойката се стича надолу по крака, равномерно запълвайки дупката, след което поялникът може да бъде изваден.

Много е важно частите, които трябва да се съединят, да останат неподвижни, докато спойката се охлади напълно. Дори и най-малкото нарушение на формата на калай по време на кристализация води до така нареченото студено запояване - раздробяване на цялата маса спойка в множество малки кристали. Характерен признакТова явление е рязко помътняване на спойката. Трябва да се затопли отново и да се изчака, докато се охлади равномерно, напълно неподвижно.
![]() Лошо качество, студена спойка
Лошо качество, студена спойка
За поддържане на калай в течно състояние, достатъчно е поялникът да докосне калайдисаната повърхност на върха с която и да е точка от навлажнената зона. Ако поялникът буквално залепва за запояваните части, това показва липса на нагревателна мощност. За запояване на чувствителни към топлина полупроводникови елементи и микросхеми обикновената спойка може да се смесва с топима спойка.
Запояване на масивни части
И накрая, ще говорим накратко за запояване на части с висок топлинен капацитет, като кабелни съединения, резервоари или съдове за готвене. Тук най-важно е изискването за неподвижност на фугата; големите части са предварително свързани със скоби, малките части с бучки пластилин; преди запояване на фугата тя се хваща точково на няколко места и скобите се отстраняват.
Масивните части се запояват както обикновено - първо се запоява мястото на съединението, след което се запълва шевът с течна спойка. За тези цели обаче се използва специална спойка, обикновено огнеупорна и способна да поддържа висока плътност, както и да издържа добре на частично нагряване.

При подобно запояване е изключително важно частите да са добре нагрети. За тези цели спойващият шев непосредствено преди мястото на запояване се нагрява с газова горелка и вместо конвенционален електрически поялник се използва масивна медна брадва. Също така постоянно се нагрява в пламъка на горелка, като едновременно се намокря с спойка, след което ставата се запълва, като частично се стопява предишният шев с няколко милиметра.
Подобна техника за запояване с нагряване може да се използва и при работа обикновен поялник, например при запояване на дебели кабелни жила. Жилото в този случай е само оперативен инструментза внимателно разпределение на калай, а основният източник на топлина е газова горелка.
Един от най-надеждните методи за свързване на проводници и части е запояването. Как да запоявате правилно с поялник, как да подготвите поялник за употреба, как да получите надеждна връзка - повече за всичко това по-долу.
В ежедневието се използват „обикновени“ електрически поялници. Има такива, които работят от 220 V, има от 380 V, има от 12 V. Последните се характеризират с ниска мощност. Използват се предимно в предприятия в зони с повишена опасност. Стават и за битови нужди, но загряват бавно, а мощността не е достатъчна...
Трябва да изберете този, който се побира удобно в ръката ви
Избор на мощност
Мощността на поялника се избира в зависимост от естеството на работата:

IN домакинствоДостатъчно е да имате два поялника - един с ниска мощност - 40-60 W и един "среден" - около 100 W. С тяхна помощ ще могат да се покрият около 85-95% от нуждите. Но все пак е по-добре да поверите запояването на дебелостенни части на професионалист - това изисква специфичен опит.
Подготовка за работа
При първото включване на поялника в контакта често започва да пуши. Изгаря лубрикантикоито са използвани в производствения процес. Когато димът спре да излиза, изключете поялника и изчакайте, докато изстине. След това трябва да заточите върха.

Заточване на върха
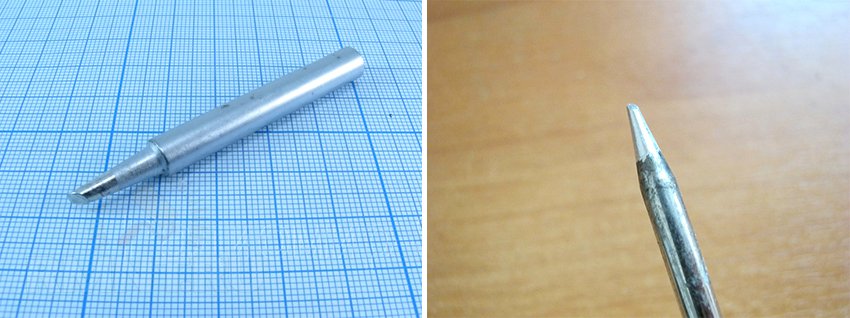
След това трябва да подготвите върха за работа. Това е цилиндричен прът, изработен от медна сплав. Фиксира се с помощта на затягащ винт, който се намира в самия край на топлинната камера. При по-скъпите модели върхът може да е леко заточен, но основно няма заточване.
![]()
Ще сменим самия връх на жилото. Можете да използвате чук (изравнете медта, както ви е необходимо), файл или шмиргел (просто отстранете ненужното). Формата на върха се избира в зависимост от предвидения вид работа. Не може да бъде:
- Сплескайте го в шпатула (като отвертка) или го направете плосък от едната страна (заточване под ъгъл). Този тип заточване е необходимо, ако ще бъдат запоени масивни части. Това заточване увеличава контактната повърхност и подобрява преноса на топлина.
- Можете да смилате ръба на върха в остър конус (пирамида), ако планирате да работите с малки детайли (тънки жици, електрически части). Това улеснява контрола на степента на нагряване.
- Същият конус, но не толкова остър, е подходящ за работа с проводници с по-голям диаметър.
Заточването с „шпатула“ се счита за по-универсално. Ако се формира с чук, медта ще се уплътни и върхът ще трябва да се регулира по-рядко. Ширината на „лопатата“ може да бъде увеличена или намалена, като я подстрижете отстрани с файл или шмиргел. С този тип заточване можете да работите с тънки и средни части за запояване (завъртете върха до желаната позиция).
Калайдисване на поялник
Ако накрайникът на поялника няма защитно покритие, той трябва да бъде калайдисан - покрит с тънък слой калай. Това ще го предпази от корозия и бързо износване. Това се прави при първото включване на инструмента, когато димът е престанал да излиза.
Първият метод за калайдисване на върха на поялник:
- доведе до работна температура;
- докоснете колофона;
- разтопете спойката и я разтрийте по протежение на целия връх (можете да използвате дървена струга).
Втори начин. Навлажнете парцал с разтвор на цинков хлорид и разтрийте нагрятия връх върху парцала. Разтопете припоя и го разтрийте с парче трапезна каменна сол по цялата повърхност на върха. Във всеки случай медта трябва да бъде покрита с тънък слой калай.
Технология на запояване
Вече почти всеки използва електрически поялници. Тези, чиято работа включва запояване, предпочитат да имат станция за запояване, „любителите“ предпочитат да се справят с обикновени поялници без регулатори. Наличието на няколко поялника с различна мощност е достатъчно за различни видове работа.
За да разберете как да запоявате правилно с поялник, трябва да имате добро разбиране на процеса като цяло, след което да се задълбочите в нюансите. Така че нека започнем с Кратко описаниепоследователности от действия.
Запояването включва последователност от повтарящи се действия. Ще говорим за запояване на проводници или радиочасти. Това са тези, които срещате по-често във фермата. Действията са:

Това завършва запояването. Необходимо е да охладите спойката и да проверите качеството на връзката. Ако всичко е направено правилно, зоната за запояване ще има ярък блясък. Ако спойката изглежда матова и пореста, това е знак за недостатъчна температура по време на запояване. Самото запояване се нарича "студено" и не осигурява необходимия електрически контакт. Лесно се унищожава - просто издърпайте жиците в различни посоки или дори го вземете с нещо. Зоната за запояване също може да е овъглена - това също е знак за обратна грешка висока температура. При проводниците това често е придружено от топене на изолацията. Електрическите параметри обаче са нормални. Но ако проводниците са запоени при инсталиране на окабеляването, по-добре е да го направите отново.
Подготовка за запояване
Първо, нека да поговорим как правилно да запоявате проводници с поялник. Първо трябва да премахнете изолацията. Дължината на откритата зона може да варира - ако ще запоявате окабеляването - захранващи проводници, излагайте 10-15 см. Ако трябва да запоявате слаботокови проводници (същите слушалки, например), дължината на откритата зона е малка - 7-10 mm.

След отстраняване на изолацията проводниците трябва да бъдат проверени. Ако върху тях има лак или оксиден филм, той трябва да бъде отстранен. Прясно оголените проводници обикновено нямат оксиден филм, а понякога има лак (медта не е червена на цвят, а кафеникава). Оксидният филм и лакът могат да бъдат отстранени по няколко начина:
- Механично. Използвайте фина шкурка. Използва се за обработка на откритата част на жицата. Това може да се направи с едножилни проводници с доста голям диаметър. Шлифоването на тънки проводници е неудобно. Усуканите обикновено могат да бъдат отрязани.
- Химичен метод. Оксидите са силно разтворими в алкохол и разтворители. Лаковое защитно покритиеможе да се отстрани с ацетилсалицилова киселина (обикновен аптечен аспирин). Жицата се поставя върху таблета и се нагрява с поялник. Киселината ще разяде лака.
В случай на лакирани (емайлирани) проводници можете да правите без оголване - трябва да използвате специален поток, който се нарича „Флюс за запояване на емайлирани проводници“. Самият той разрушава защитното покритие по време на запояване. Само за да не започне впоследствие да унищожава проводниците, трябва да се отстрани след приключване на запояването (с влажна кърпа или гъба).

Ако трябва да запоите проводник към някаква метална повърхност (например заземителен проводник към верига), процесът на подготовка не се променя много. Мястото, към което ще бъде запоен проводникът, трябва да бъде почистено до гол метал. Първо всички замърсители (включително боя, ръжда и др.) се отстраняват механично, след което повърхността се обезмаслява с алкохол или разтворител. След това можете да запоявате.
Флюсиране или калайдисване
При запояване основното е да се гарантира добър контактзапоени части. За да направите това, преди да започнете запояване, частите, които трябва да бъдат съединени, трябва да бъдат калайдисани или обработени с поток. Тези два процеса са взаимозаменяеми. Основната им цел е да подобрят качеството на връзката и да улеснят самия процес.

Калайдисване
За да обработите проводниците, ще ви е необходим добре нагрят поялник, парче колофон и малко количество спойка.
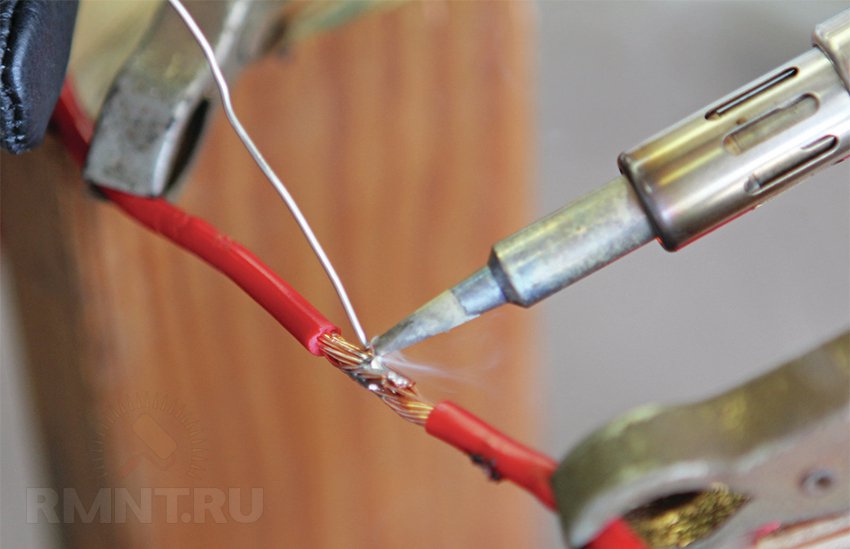
Взимаме оголената жица, поставяме я върху колофон и я нагряваме с поялник. Докато загряваме, въртим проводника. Когато жицата е напълно покрита с разтопен колофон, поставете малко припой върху върха на поялника (просто го докоснете с върха). След това изваждаме жицата от колофона и прекарваме върха на върха по протежение на открития проводник.

Калайдисване на тел - задължителен етаппри запояване
В този случай спойката най-тънкия филмпокрива метала. Ако е меден, той се превръща от жълт в сребрист. Жицата също трябва да се завърти малко, а върхът да се движи нагоре/надолу. Ако проводникът е добре подготвен, той става изцяло сребрист, без празнини или жълти пътеки.
Лечение на поток
Тук всичко е едновременно по-просто и по-сложно. По-лесно в смисъл, че имате нужда само от композиция и четка. Потопете четката във флюса и нанесете тънък слой от съединението върху зоната за запояване. Всичко. Това е простотия.
Трудност при избора на флюс. Има много разновидности на този състав и трябва да изберете свой собствен за всеки вид работа. Тъй като сега говорим за това как правилно да запояваме проводници или електронни компоненти (платки) с поялник, ще дадем няколко примера за добри потоци за този вид работа:

За запояване електронни компоненти(PCB) не използват активни (киселинни) потоци.По-добре - на водна или алкохолна основа. Киселинните имат добра електропроводимост, което може да наруши работата на устройството. Те също са много химически активни и могат да причинят разрушаване на изолацията и корозия на металите. Благодарение на тяхната активност те подготвят много добре металите за запояване, така че се използват, ако е необходимо да се запои проводник към метал (самата подложка се обработва). Най-често срещаният представител е "Киселина за запояване".
Предварително загряване и избор на температура
Ако искате да знаете как да запоявате правилно с поялник, трябва да се научите как да определяте дали мястото за запояване е достатъчно горещо. Ако използвате обикновен поялник, можете да се ориентирате по поведението на колофон или поток. При достатъчно ниво на нагряване те активно кипят, отделят пара, но не горят. Ако повдигнете върха, на върха на върха остават капки от врящ колофон.
Когато използвате станция за запояване, следвайте следните правила:

Тоест на станцията го задаваме с 60-120°C по-висока от температурата на топене на спойката. Както можете да видите, температурната разлика е голяма. Как да изберем? Зависи от топлопроводимостта на запояваните метали. Колкото по-добре отвежда топлината, толкова по-висока трябва да бъде температурата.
Запояване
Когато мястото за запояване е достатъчно горещо, можете да добавите спойка. Въвежда се по два начина - разтопен, под формата на капка върху върха на поялника или в твърда форма (тел за запояване) директно в зоната на запояване. Първият метод се използва, ако площта на запояване е малка, вторият - за големи площи.
Ако трябва да добавите малко количество припой, докоснете го с върха на поялника. Има достатъчно спойка, ако върхът стане бял, а не жълт. Ако капка виси, това е твърде много, трябва да се премахне. Можете да докоснете ръба на стойката няколко пъти. След това те незабавно се връщат в зоната за запояване, като прокарват върха по протежение на зоната за запояване.

Във втория случай вкарваме проводника за запояване директно в зоната за запояване. Когато се нагрее, той започва да се топи, разпространявайки се и запълвайки кухините между проводниците, заемайки мястото на изпаряващия се флюс или колофон. В този случай трябва да премахнете спойката навреме - нейният излишък също няма много добър ефект върху качеството на запояване. В случай на запояване на проводници това не е толкова критично, но при запояване на електронни елементи на платки е много важно.
За да бъде запояването с високо качество, всичко трябва да се направи внимателно: оголете проводниците, загрейте зоната на запояване. Но прегряването също е нежелателно, както и твърде много спойка. Тук са необходими мярка и опит, които можете да придобиете, като повторите всички стъпки определен брой пъти.

Уред за по-удобно запояване - трета ръка
Как да се научим да запояваме с поялник
За да започнете, вземете няколко парчета едножилен проводник с малък диаметър (можете да използвате инсталационни проводници, използвани в комуникациите и т.н.) - с тях е по-лесно да работите. Нарежете ги на малки парченца и тренирайте върху тях. Опитайте първо да запоите двата проводника заедно. Между другото, след калайдисване или флюсиране е по-добре да ги усучете заедно. Това ще увеличи контактната площ и ще улесни задържането на проводниците на място.
Когато запояването е надеждно няколко пъти, можете да увеличите броя на проводниците. Те също ще трябва да бъдат усукани, но ще трябва да използвате клещи (две жици могат да бъдат усукани на ръка).
Нормалното запояване означава:

След като усвоите запояването на няколко проводника (три ... пет), можете да опитате многожилни проводници. Трудността се състои в отстраняването и калайдисването. Можете само да го изчистите химичен метод, и калай, като преди това сте усукали проводниците. След това можете да опитате да завъртите консервираните проводници, но това е доста трудно. Ще трябва да ги държите с пинсети.
Когато това се усвои, можете да тренирате на телове с по-голямо напречно сечение - 1,5 мм или 2,5 мм. Това са проводниците, които се използват при полагане на окабеляване в апартамент или къща. Тук можете да тренирате на тях. Всички също, но работата с тях е по-трудна.
След като запояването приключи
Ако проводниците са били обработени с киселинни потоци, след като спойката се охлади, остатъците от нея трябва да се измият. За да направите това, използвайте влажна кърпа или гъба. Те се накисват в разтвора перилен препаратили сапун, след това отстранете влагата и изсушете.
Знаете как да запоявате правилно с поялник, сега трябва да придобиете практически умения.
Запояването е физичен и химичен процес на образуване на връзка между части, когато спойката взаимодейства със запоявания метал. За разлика от заваряването, работните повърхности не се разтопяват, а се намокрят с припой.
Как изглежда обикновен поялник?
Незаменимо условие за процеса на запояване е разтапянето на спойката и намокрянето на повърхността на работния инструмент с нея. С течение на времето накрайникът на поялника почернява и спира да работи. Ето защо трябва да знаете как да го възстановите - как правилно да калайдисвате върха на поялника. Снимката по-долу показва повърхността на инструмента, окислена и покрита с припой.

Повърхност на върха на поялника: 1) окислена повърхност на инструмента; 2) покрити с припой - калайдисани
В първия случай не трябва дори да се опитвате да запоявате, тъй като оксидите не позволяват спойката да се задържа върху повърхността на върха.
Поялникът ще бъде готов за употреба само когато върхът му е покрит със слой разтопен материал с по-ниска точка на топене от съединяваните метали.
Материали за запояване
За запояване се използва спойка - материалът, използван за съединяване метални повърхностии има повече ниска температуратопене от това на материалите на частите, които се свързват.
Припоят се състои от различни сплави, които могат да включват калай, олово, мед, никел и кадмий. Изработва се предимно под формата на пръти и тел.
Запояването е необходимо за създаване на връзка, намаляване на контактното съпротивление на електрическия контакт и защита на връзката на частите от окисляване.
Спойката трябва да има свойството да намокря основата. В този случай той дифундира в основния метал и се разтваря в спойката, образувайки междинен слой, който след втвърдяване свързва частите в едно цяло.
За поялниците се използват меки припои с температура на топене от 191 0 С до 280 0 С. Основните им компоненти са калай и олово в различно съотношение.
Необходимо е да се отстранят оксидите от повърхността на металите, които се съединяват за запояване. За това се използват потоци. В допълнение, те спомагат за по-добро разпръскване на спойка и защитават повърхностите от външната среда.
Флюсът се използва в твърда, течна и пастообразна форма. Може да се намира вътре в тръба за спойка.
Следните се използват като поток:
- колофон;
- ацетилсалицилова киселина;
- ортофосфорна киселина;
- сол;
- глицерол;
- амоняк.

Обичайни флюсове за запояване в твърдо, течно и пастообразно състояние
Флюсовете трябва да осигуряват нисък ток на утечка и да не са корозиращи.
Принцип и процес на запояване
Запояването се извършва чрез улавяне на припой и флюс с накрайник на поялника, поставянето им между частите за съединяване и допълнително нагряване на контактните повърхности, докато се намокрят с припой, който впоследствие се втвърдява и образува съединение. За да направите това, спрете отоплението.
Заточване на поялник
Преди работа върхът на поялника се заточва с пила под ъгъл 30-40 0. Ръбът е направен леко тъп, широк 1 мм.
Ако върхът е нов, значи вече има заточване. Тук остава само да обработите върха с финозърнеста шкурка, пила или иглена пила, за да премахнете патината - зеленикав меден оксид.
Много хора не са доволни от закупеното от магазина заточване, тъй като запояването с него не винаги е възможно. Поради това е препоръчително да премахнете медния връх от тялото и да изковате работната част под формата на вдлъбнато острие.
Такава студена обработка е по-ефективна от заточването, тъй като металната структура е уплътнена и върхът е по-малко податлив на корозия. Необходимо е малко шлайфане с файл на последния етап, за да се придаде завършен вид на работната част на поялника.
Как да калайдисвам жило?
След заточване върхът трябва да бъде калайдисан с тънък слой спойка. За да направите това, включете електрически поялник, а медната пръчка се нагрява, докато придобие червеникаво-оранжев оттенък.
Не е нужно да чакате дълго, в противен случай пръчката ще изгори. След нагряване целият връх се потапя в колофон, след което се разтопява парче припой и цялата работна повърхност се покрива с него.
Ако потъркате върха върху повърхността на дървото, спойката ще го покрие по-добре. работна средапоялник
Слоят спойка на върха трябва да е равномерен. Ако повърхността е частично покрита, процесът се повтаря. След като поялникът е готов за употреба, той може да се използва за продукти за запояване.
Как да калайдисвам незапалим връх?
Работната част на някои поялници е покрита със специален защитен състав. Слоят е доста тънък и не може да се отлепи. За това се използва специална гъба. Ако не е наличен, обикновено парче плат, навлажнено с вода или глицерин, ще свърши работа. Можете да използвате гъба, предназначена за миене на съдове.
Специални почистващи препарати за накрайници се произвеждат под формата на топка от стружки от цветни метали, в които върхът е потопен. В този случай оксидите остават вътре. След това могат да се излеят.
Механичното напрежение съкращава експлоатационния живот на защитния слой. При запояване не се препоръчва да се бърка по дъската или да се чука по метални повърхности.
Негоримият слой се окислява доста бързо. За да се увеличи експлоатационният му живот, се препоръчва да се поддържа температура на запояване не по-висока от 250 0 C.
Температурата се счита за нормална, когато димът от колофона излиза на тънка струя, а не на облак с пръски. В този случай спойката се получава с ясни граници и характерен блясък. Ако повърхността на спойка се окаже матова и има ниска механична якост, температурата на нагряване трябва да се повиши.
За да калайдисате накрайник на поялник с покритие, трябва да поставите парче спойка в разтопения колофон. Поялникът се нагрява и трябва да разтриете края му върху мокра кърпа, премахвайки оксидите от всички страни. След това върхът се спуска в колофон под парче спойка. В този случай останалите оксиди се отстраняват, а спойката се топи и частично остава на върха.
След калайдисването върхът се забърсва отново с кърпа и поялникът е готов за работа. Важно е да не се прегрява над 300 0 C, в противен случай всичко ще трябва да се повтори отначало.
Прегряването се вижда от кипене и пръскане на колофон, когато върхът на поялника се спусне в него.

Комплект сменяеми незапалими накрайници, използвани в станцията за запояване
Стандартният накрайник тип "игла" има ниска топлопроводимост и е удобен само за запояване миниатюрни елементи. Доста трудно е да запоявате радиокомпоненти с него.
По-удобни са накрайниците от типа "цилиндър с фаска". За запояване е препоръчително в комплекта да има 3 накрайника от този тип с диаметър 1, 2 и 3 mm.
5 мм ножовиден връх има прилична мощност и може да се използва за запояване както на тънки, така и на масивни части, ако разгънете ножа правилно. По същия начин можете да използвате класически клиновиден връх.
Прегряване на поялника
При липса на регулатор на напрежението поялникът може да се нагрее над 300 0 C, което води до неговото изгаряне. Ако не е възможно да се измери температурата на върха, прегряването може да се забележи чрез кипене и пръскане на колофон.
Можете да намалите температурата на поялника с помощта на регулатор на мощността - димер. Тук можете да изберете конвенционално устройство за регулиране на яркостта на лампата с нажежаема жичка. Важно е да отговаря на мощността.
Можете да сглобите тиристорен регулатор на микросхемата Kr1182PM2 със собствените си ръце, което ви позволява да управлявате устройства с мощност до 150 W.
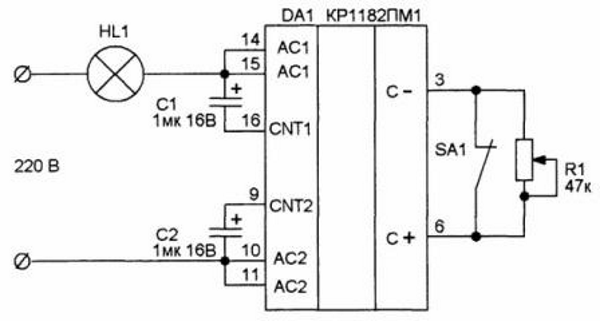
Направи си сам регулатор на мощността, базиран на микросхема
Лампата HL1 е показана като товар. Вместо това можете да свържете поялник, който е активен товар. Мощността се регулира от променлив резистор R1.
Димерите осигуряват плавно включване и изключване на товара. Това не се изисква за поялник и можете да се справите с по-просто устройство.

Схема на обикновен тиристорен регулатор
Положителният полупериод не се контролира и преминава през диода VD1. Регулирането се извършва само чрез отрицателен полупериод чрез управление на тиристора VD2 с помощта на променлив резистор R2. Това е напълно достатъчно за поялник.
В дръжката на поялника са вградени миниатюрни устройства за управление. Най-добрите начиниподдържане оптимална температуразапояване се използва в станции за запояване, където режимът може да бъде ръчен или автоматичен.
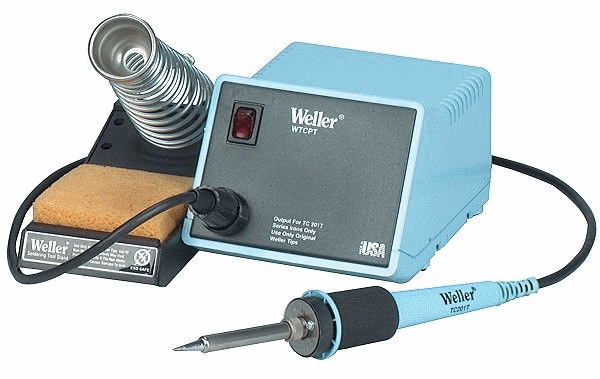
Обща станция за запояване "Weller"
За домашна мрежа със стабилно захранващо напрежение е достатъчно ръчно управление на отоплението в зависимост от марката на спойка.
Поялникът се износва неравномерно. При изгаряне се появяват неравности по повърхността на върха. От време на време трябва да се точи и калайдисва.
Медта се разтваря в спойка при нагряване, а продължителното нагряване без използване води до образуването на слой от оксиди. Поради това се препоръчва да изключите поялника или да намалите температурата му по време на паузи.
Закрепване на върха на поялника
Наличието на подвижен връх позволява да се сваля и заточва. Но в много дизайни е необходима допълнителна фиксация, тъй като прътът започва да виси и да изпада. Има метална втулка, която пасва отгоре. Ако постоянно се отстранява при смяна на върха, силата на връзката ще намалее. Можете да оставите втулката на място, но с течение на времето тя ще задръсти и ще бъде трудно да премахнете върха.
За да се създаде надеждна връзка между тялото на поялника и върха, втулката се заменя с друга, за да може лесно да се постави. След това в него се пробива дупка и се нарязва резба М3 или М4. След като втулката се постави върху върха, в нея се завинтва винт, който създава надеждна връзка и предотвратява завъртането на върха. Фигурата по-долу показва разглобено (а) и сглобено (б) поялник, където обикновена гайка се използва като втулка.
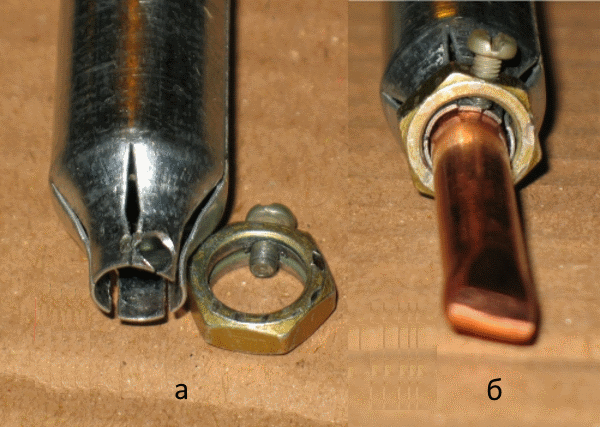
Как изглежда закрепването на резервен накрайник за поялник?
Подвижен накрайник също е необходим за поялник, за да регулира температурата си. Ако го поставите в нагревателя при различни дълбочини, температурата на работната част ще се промени.
Периодично е необходимо да се отстранява котлен камък от фугата. Когато се натрупа, работната температура на поялника намалява. Почистването се извършва, както следва:
- извадете медния прът от поялника с помощта на клещи;
- отстранете мащаба с шкурка;
- нанесете слой графит върху пръта, като го натъркате с молив;
- отстранете останалия котлен камък от отвора нагревателен елемент, като леко го почуквате;
- инсталирайте нов или върнете стария меден прът и го закрепете с втулка и винт.
Изолацията на поялника трябва да се проверява периодично. За да направите това, настройте омметъра на границата на мегаома (1-10 mOhm) и измерете съпротивлението между върха и щифтовете на щепсела на поялника, което трябва да бъде безкрайно голямо.
Уроци по запояване. Видео
Основите на запояването за начинаещи са събрани в това видео.
Поялникът изгаря с времето по време на работа. Върхът му трябва периодично да се заточва и калайдисва. Ако има огнеупорно покритие работна повърхностпочистени със спец химикали, след което също се калайдисва. По време на работа е важно поялникът да не прегрява.
 (1оценки, средно: 5,00от 5)
(1оценки, средно: 5,00от 5) 

