Yanan kablolar - elektrik tesisatlarının montajı sırasında devreye alma
3. İZOLASYONUN HASAR YERİNDE YANMASI
3.1. Metodoloji ve ana aşamalar için gereklilikleryakma işlemi
Arızalı yalıtımın yakılmasındaki temel amaç, arızalı bölgedeki temas direncini azaltmaktır, bu da hızlı ve doğru OMT sağlayan yöntemlerin uygulanmasını mümkün kılar. Çoğu kısım için etkili yöntemler OMT, hasar alanındaki temas direncinin onlarca ve hatta Ohm birimlerinin kesirlerine düşürülmesini gerektirir. Ek olarak, endüksiyon yönteminin en etkili uygulaması için, tek fazlı bir hasarı iki fazlı bir hasara “çevirmek” oldukça arzu edilir. Bütün bunlar, yalıtımın kusurlu bir yerde özel kurulumlar kullanılarak yakılmasıyla elde edilir.
Kırılma kanalında açığa çıkan enerji nedeniyle yanma gerçekleşir. Bu durumda izolasyon hasar yerinde kömürleşir ve geçiş direnci azalır. Yanmanın aynı zamanda ısınma, duman ve yanık kokusu ile kablo uçlarındaki ve açıkta kalan kablolardaki hasarın doğrudan ve kolay bir şekilde tespit edilmesini mümkün kıldığına dikkat edilmelidir.
Yakma cihazının maliyeti, boyutları ve ağırlığı, kablo hasarı yerlerinin aranması sürecinde kullanılan tüm ekipman kompleksi için belirleyicidir. Çoğu durumda, yanma, kablo OMT'deki işçilik ve zaman maliyetlerinin ana bileşenlerini de hesaba katar. Yazma yöntemleri ve cihazları aşağıdaki gereksinimleri karşılamalıdır:
1) yalıtım malzemesinin hasar yerinde yanmasını ve yok edilmesini sağlayın. Ek olarak, çoğu OMA yönteminin (darbe, indüksiyon vb.) uygulanması için, metal parçacıkların çekirdekten ve kılıftan erimesinden dolayı iletken bir köprü oluşturmak ve geçiş direncini bir ohm'un birimlerine ve kesirlerine düşürmek gerekir. Akustik yöntemi uygulamak için iletken köprüyü yok etmek veya oluşumunu dışlamak gerekir;
2) bozulmamış yalıtım üzerinde minimum etkiye sahip;
3) asgari sermaye ve işletme maliyetleri değerlerini sağlamak;
4) minimum boyutlara ve ağırlığa sahip;
5) sağlamak güvenli koşullar operasyon. Bundan sonra da görüleceği gibi, optimal mod yakma, yanma aşamalarının sıralı değişimi ile gerçekleştirilir. Her aşama tahsis sağlamalıdır maksimum enerji izolasyonun hasarlı yerinde minimum süre ve en yüksek yanma verimini sağlamak
Nerede W pr - hasar yerinde salınan enerji; W n - devre elemanlarındaki enerji kayıpları.
Güç kabloları için ana yalıtım türü yağlı kağıt yalıtımıdır. Bu yalıtımın bir dizi karakteristik özelliği, hasar bölgesinde az ya da çok uzun süreli enerji salınımı sağlayan özel cihazların oluşturulmasını gerektirir. Diğer yalıtım türlerinde (polietilen, polivinil klorür vb.) yanma koşulları çok daha kolaydır. Bu nedenle, kağıt-yağ yalıtımını yakmayı düşünün. 1 ... 10 kV gerilime sahip üç damarlı kabloların yalıtımı aşağıdaki gereksinimleri karşılamalıdır:
Damarları ayrı ayrı kurşun kaplı 35 kV kabloların damar yalıtımının kalınlığı 9 ... 11 mm'dir.
İzolasyon, kalınlığa sahip kablo kağıdı şeritlerinden oluşur.
0,12 mm (nadiren 0,17 mm) ve yaklaşık 15 mm genişlik, 0,2 ... 0,3 mm boşlukla uygulanır, böylece bir sonraki katman bir öncekinin boşluklarıyla örtüşür. Örneğin, kablo yalıtımı
6 kV, 18 ... 20 ve kayış - 7 ... 8 banttan oluşur. Metal koruyucu kılıf uygulanmadan önce kabloya sert, yuvarlak bir şekil vermek için kağıt dolgu maddeleri kullanılır. kağıt yalıtım yağ reçinesi bileşimi ile emprenye edilmiş vakum altında.
Bozulmamış kablo yalıtımının dielektrik dayanımı
6 kV, 200 ... 250 kV, test sabit gerilimi - 35 ... 40 kV. Bu nedenle, vakaların ezici çoğunluğunda, açıkça kusurlu yerler hasar görür ve kusurlu bölgenin uzunluğu milimetrenin kesirleri, daha az sıklıkla milimetre cinsinden ölçülür. Kablo yalıtımının ilk bozulması yalnızca bazen radyal bir karaktere sahiptir, yani çekirdek ile kılıf arasındaki veya damarlar arasındaki en kısa yoldan geçer. Çünkü gerilim Elektrik alanı hem radyal hem de teğet bileşene sahip bir kabloda, arıza yolu genellikle elektrotlar arasındaki en kısa mesafeden çok daha uzundur. Termal enerji nedeniyle parçalanma sırasında, emprenye edici bileşim, gaz çıkışıyla birlikte ayrışır. Bu durumda, bir yandan emprenye edici bileşim, elektriksel dayanımı azaltan kırılma yolundan kaydırılır, diğer yandan, oluşan boşluklardaki basınç yükselir ve bu da bu dayanımı artırır. Parçalanmadan sonra basınç düşer ve boşluk, emprenye edici bileşim ile dolmaya başlar. Sonuç olarak, birinciye kıyasla ikinci bir arıza genellikle biraz daha düşük bir voltajda gerçekleşir. Yağ emdirme ile arıza voltajı biraz artabilir. Kütle parçacıklarının hareketi de parçalanma yolunun bir miktar kaymasına katkıda bulunur. Arızaların çoklu tekrarı, az ya da çok kararlı bir deşarj kanalının oluşmasına yol açar. Sürecin bu aşamasını yanmanın ilk aşaması olarak adlandırmak mantıklıdır.
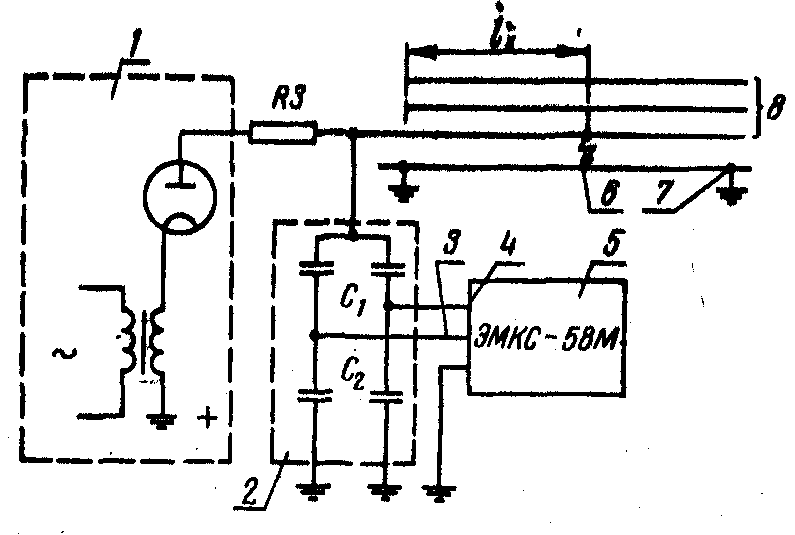
Bu aşamadaki hasar yeri, Şekil 1'de gösterilen eşdeğer devre ile temsil edilebilir. 3.1, A, Nerede İLE- kablo kapasitesi; R R - arıza voltajı, deşarj kanalının arıza voltajına karşılık gelen bir kıvılcım aralığı; R e - kablo kapasitansının deşarj kanalına deşarjı sırasında aktif enerjinin salınımını şartlı olarak yansıtan direnç; sen o ve R o - kabloya bağlı kaynağın voltajı ve iç direnci.
|
|
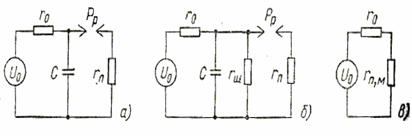
Pirinç. 3.1. için CL değiştirme devresi çeşitli aşamalar yanma
hasarlı yalıtım için: bir, b, v- başlangıç, ara
ve sırasıyla son aşamalar
Çalışmalar, bir arıza sırasında kanal direncinin kablonun dalga direncinden çok daha az olduğunu göstermektedir. Dolayısıyla yüklü bir kablonun izolasyonunun bozulmasından sonra, deşarj kanalı ve kablodaki aktif kayıplar için enerji tüketimi ile salınımlı bir deşarj süreci oluşur. Güç kablosu zayıflama katsayısı a = (2,5…5) 10 -4 s 1/2 /km. a'nın belirtilen değeri ve deneysel veriler dikkate alındığında, 0,1 ila 5 km uzunluğundaki kablolar için salınımlı deşarj işleminin neredeyse tamamen zayıflaması
50 ... 300 μs'de gerçekleşir. İletkenlerdeki ve kablo izolasyonundaki aktif kayıpları kontrol etmek mümkün değildir ancak eşdeğer devrede aktif enerjinin deşarj kanalında salınan kısmı her zaman bu tür dirençlerdeki kayıplara eşdeğer olabilir. R n, kapasitans C boşaldığında, gerçek koşullardaki ile aynı miktarda ısı açığa çıkacaktır.
Yeterince uzun bir arıza tekrarı ile, emprenye edici bileşimin boşaltma kanalı yakınında ayrışması, ona bitişik alanın kurumasına yol açar ve bu da kanal duvarlarının yanmasına neden olur. Bu ara yanma aşaması için eşdeğer devre, şekil 2'de gösterilmiştir. 3.1, B, Nerede R w, boşaltma kanalını şönten dirençtir; R e = RÖ R w/( R o + R w) devrenin eşdeğer direncidir. Kanal duvarları ve bitişik yalıtım alanı kömürleştikçe, direnç değeri R w azalır. Ara aşamadaki yanma sırasında, deşarj enerjisi ve rezistansta açığa çıkan ısı kullanılır. R sh (kömürleşmiş izolasyonda).
Daha fazla kömürleşme, deşarjların sona ermesine ve az ya da çok kararlı bir iletken köprünün oluşmasına yol açar. Bunun için değiştirme şeması son aşama yanma Şekil 3.1'de gösterilmiştir, B, Nerede R n, m - kablonun damarı ile kılıfı (veya iki damarı) arasındaki iletken köprünün direnci.
Daha önce belirtildiği gibi, hasarın yerini belirlemek için indüksiyon yöntemini kullanmak, değerde bir azalma R n, m birimlerine ve hatta bir ohm biriminin kesirlerine. Kanalın tamamen yanması, ikinci gereksinimi karşılamak için yeterli değildir. Çekirdek ile kablo kılıfı arasında (veya iki damar arasında) bir karbon değil, metal iletken bir köprü oluşturmak gerekir. Bu, metal parçacıkların çekirdek ve kabuğun yüzeylerinden erimesi ve boşaltma kanalını kademeli olarak doldurması nedeniyle elde edilir. Eritme, onlarca amperlik akımlarda meydana gelir.
3.2. Bir DC kaynağından yanan yalıtım
Gerilim
İdeal bir sabit voltaj kaynağı. Analiz, Şekiller 1 ve 2'de gösterilen eşdeğer devreler kullanılarak uygun bir şekilde gerçekleştirilir. 3.1. Yanmanın ilk aşamasında (Şekil 3.1, A) süreç aşağıdaki gibi ilerler. kaynaktan sen o kablo kapasitansı zaman sabiti ile şarj edilir RÖ İLE. İzolasyona uygulanan voltaj yasaya göre değişir:
![]() (3.2)
(3.2)
arıza gerilimine kadar sen pr bit kanalı (durdurucu). Arızadan sonra, kablonun kapasitansı kusurdan boşaltılır. Yaklaşık olarak (kablonun endüktansını hesaba katmadan) şunu yazabiliriz:
![]() . (3.3)
. (3.3)
 Kaynağın iç direnci kOhm'dur ve daha sıklıkla - onlarca kOhm'dur. Rezistans R P< 50 Ом, поэтому R hakkında > R n ve kablo kapasitansının şarjı, deşarjdan çok daha uzun sürer. İlk yanma periyodunda arıza bölgesindeki voltajdaki değişiklik, şekil 2'de gösterilmiştir. 3.2, A. Güç kaynağı devresinde akım akışı
Kaynağın iç direnci kOhm'dur ve daha sıklıkla - onlarca kOhm'dur. Rezistans R P< 50 Ом, поэтому R hakkında > R n ve kablo kapasitansının şarjı, deşarjdan çok daha uzun sürer. İlk yanma periyodunda arıza bölgesindeki voltajdaki değişiklik, şekil 2'de gösterilmiştir. 3.2, A. Güç kaynağı devresinde akım akışı
Akım kırılma noktasında akar
![]() . (3.5)
. (3.5)
İlk yanma döneminde, arıza voltajı kaynağın EMF'sinden çok az farklılık gösterir. Kesinlik için izin ver sen pr =
= 0,99senÖ. Daha sonra, denkleme göre, izolasyona uygulanan voltaj bir süre sonra deşarj kanalının delinme voltajına ulaşır. T’= 5 R 0 İLE.
Bir şarj döngüsü için kaynak enerji tüketir
 . (3.6)
. (3.6)
Bir kısmı, kaynağın iç direncinde açığa çıkan ısıya dönüştürülür:
 , (3.7)
, (3.7)
ve bir kısmı kablo kapasitansını şarj etmek için harcanır
![]() . (3.8)
. (3.8)
Son ifadeden, kaynağın direnci ne olursa olsun, enerjinin belirtilen her iki kısmının da birbirine eşit olduğu sonucu çıkar. Şarj işlemi sırasında, deşarj işlemi sırasında depolanan enerji, neredeyse bir süre içinde ısıya dönüştürülür. T”³ 5 R P İLE. Gerçekten de, değeri dikkate alarak Ben vesaire
 . (3.9)
. (3.9)
Bu nedenle, endüktif olmayan bir kaynakla, yakma işleminin ilk aşamasında, kaynak enerjisinin yarısından fazlası faydalı bir şekilde kullanılmaz, yani verimlilik faktörü (h) yaklaşık %50'dir.
Benzer şekilde, ne zaman sen pr = 0.9 sen o al T" = 2,2RÖ İLE ve h = %44.4. Yanmanın ilk aşamasında deşarjların tekrarlanma süresi şu şekilde belirlenir: iç direnç kaynak ve kablo kapasitesi ve (3 ... 5) RÖ İLE. Boşaltma süresi, tekrarlama süresinden birçok kez daha azdır.
Şarj süresinin deşarj süresine oranı görev döngüsü olarak adlandırılır ve şu şekilde tanımlanır:
Arıza anında geçiş direncini alırsak
R n \u003d 30 Ohm, ardından iç dirençli kurulum için r 0 \u003d
= 300 kΩ görev çevrimi l = 10 4, yani yanma sürecinin yalnızca on binde birinde, arıza yerinde enerji açığa çıkar. Başka bir deyişle, bu koşullar altında aktif kısım 3 saat yakma işlemi yaklaşık 1 sn sürmektedir.
Tekrarlanan arıza sürecinde, boşaltma kanalının ve bitişik yalıtım alanlarının kademeli olarak yanması meydana gelir. Bu, deşarj voltajında bir azalmaya yol açar. Aynı yanma kaynağı ile arıza sıklığı artar (Şekil 3.2, B). İzin vermek sen pr = 0.43 sen Ah o zaman zamanı T’ = R 0 İLE ve arıza sıklığı 3-4 kat artar. Boşaltma kanalının duvarlarının yanması aynı zamanda direncinde bir azalmaya yol açar, bu da kaynağın iç direnciyle karşılaştırılabilir hale gelir ve yanmanın ilk aşaması zaten bir ara aşamaya geçer (Şekil 3.1, B).
Boşaltma voltajı:
![]() . (3.11)
. (3.11)
Hoşçakal R w >> R 0 , yazma işlemi yukarıda açıklanandan çok az farklıdır. Direnç şöntleme olduğunda, deşarj kanalı karşılaştırılabilir hale gelir R 0 , iki fenomen dikkate alınmalıdır. Bir yandan, deşarj kanalının duvarlarından geçen akıma, yalıtımın daha fazla yanması için kullanılan enerjinin önemli bir kısmının serbest bırakılması eşlik eder. Öte yandan, deşarj kanalındaki maksimum voltaj azalır ve aynı kaynakta deşarj voltajından daha düşük olabilir. Gerçekten, örneğin, ne zaman R ağırlık = 0.2 R Deşarj kanalındaki 0 voltajı 6 kat azalır.
Bu koşullar altında, yanma verimi önemli ölçüde azalmaya başlar. Kararlı durumda deşarj olmadığında, verimlilik
![]() . (3.12)
. (3.12)
Ne zaman R ağırlık = 0.2 R 0 değeri H = %16,6. Yanma verimini arttırmanın tek yolu kaynağın iç direncini azaltmak yani yanan kaynağı değiştirmektir. -de R w = R 0 H değeri = %50. Ek olarak, deşarj kanalındaki maksimum voltaj yükselir. sen 0/2. Bu değer kanal kırılma geriliminden yüksek ise deşarjlar meydana gelir ve sonuç olarak yanma verimi daha da artar.
Yukarıda belirtilenlerden, düşük iç dirençli bir yüksek voltaj kaynağının uygulanması, böyle bir kaynağın çok büyük kütlesi nedeniyle zor olduğundan, yanan kaynağın parametrelerini kendi kendine yanma sürecinde değiştirmek gerektiği sonucu çıkar. Uygulamada, büyük bir iç dirence sahip bir yüksek gerilim tesisatının sağladığı deşarj gerilimi düşürüldükten sonra, daha düşük gerilime ve buna bağlı olarak daha düşük bir iç dirence sahip başka bir kaynak bağlanmalıdır. Bu durumda yanma verimi artar ve deşarjların görev döngüsü azalır yani yanma süreci hızlanır.
Yanma sırasında yalıtımın daha fazla tahrip olması, deşarjların sona ermesine ve hasar bölgesinde nispeten kararlı bir iletken köprünün oluşmasına yol açar. Bu son yanma adımı için eşdeğer devre, şekil 2'de gösterilmektedir. 3.1, v. Bu aşamayı bir öncekine benzer şekilde incelersek, şunu elde ederiz:
![]() . (3.13)
. (3.13)
Bağımlılık grafiksel olarak Şekil l'de sunulmuştur. 3.3.

Pirinç. 3.3. Yanma verimliliğinin bağıl iletkenliğe bağımlılığı
bit kanalı
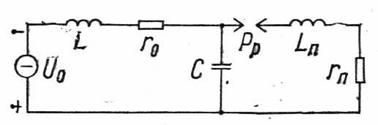
İdeal Kaynak seri endüktans ile. Doğru akımda yanma verimliliğini artırmak için, bir doğru voltaj kaynağı arasına bir bobin dahil edilmesi önerilir. sen o ve hasarlı bir kablo. İncelenen durum için yanma şeması, Şekil 2'de gösterilmektedir. 3.4.

Şekil 3.5. Kablodaki voltaj ve devredeki akımdaki değişiklik
Şek. 34: A- b > w o; B-B< w о
Salınım modu, yanma için en etkili olanıdır, çünkü bu durumda (Şekil 3.5, B) kablodaki gerilim kaynağın geriliminin iki katına ulaşabilir ve gerilim bir frekansla değişir, devredeki akım da aynı frekansla değişir
![]() , (3.14)
, (3.14)
![]() , (3.15)
, (3.15)
devrenin doğal frekansı nerede; b= R o/2 L- sönüm azaltma; a = arcsin s/b 0 . Böyle bir devredeki kayıplar:
 , (3.16)
, (3.16)
ve yanma enerjisi kapasitans tarafından depolanan enerjiye eşit alınır,
![]() . (3.17)
. (3.17)
Yanma verimliliği ifadesi şu şekilde temsil edilebilir: aşağıdaki form:
 . (3.19)
. (3.19)
Kablodaki voltaj ulaşır en büyük değer zamana göre tm= p+a, o zaman dönüşümlerden sonraki ifade şöyle görünecektir
 . (3.20)
. (3.20)
Gerçek kurulumlar için devrenin kalite faktörü (Şekil 3.4, B)
Q o = w0 L/R o >> 5. Bu durumda bir< 6°, a W n* £0,177. Buna göre, yanma verimliliği h ³ %84.
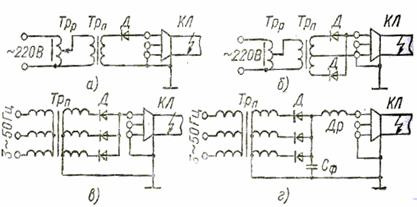
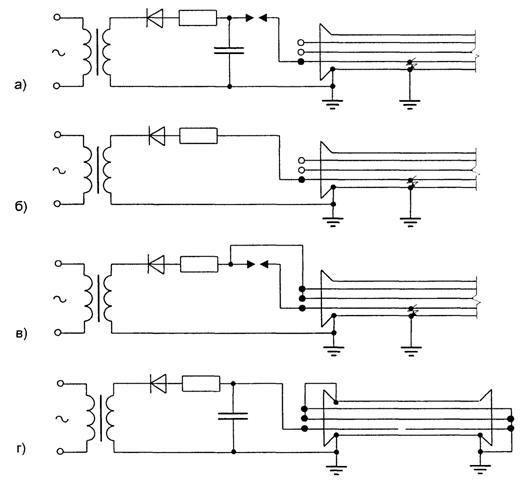
Pirinç. 3.6. Şematik diyagramlar ile yanan yalıtım
doğrultucular: A- yarım dalga doğrultma;
B- tam dalga düzeltme; v- üç fazlı düzeltme;
G - seri bobinli üç fazlı doğrultma
Devrenin kalite faktörünün 10'a çıkarılmasıyla verimlilik %92'ye çıkar (boğulma olmadığında maksimum verimlilik %50'yi geçmez). Boşalmalar zamanla takip edilecek tm»p/w == 1/(2 F). salınım frekansı ise F= 50 Hz, o zaman tm£ 0,01 sn, yani yakmak etkili olacaktır.
Doğrultucular yardımıyla yalıtım yakmanın şematik bir diyagramı, Şek. 3.6. Doğrultucu tesisatlarından gelen kabloların hatalı yalıtımını yakarken, besleme trafosunun kaçak endüktansını hesaba katmak gerekir.
3.3. Alternatif voltajda yanan yalıtım
Rezonanssız yanma (Şekil 3.7), sekonder sargısı doğrudan hasarlı çekirdeğe ve kılıfa (veya diğer hasarlı çekirdeğe) ve birincil sargı güç frekans ağına bağlı olan bir yükseltici transformatör kullanılarak gerçekleştirilir.
Şek. 3.7: Trp - yükseltici transformatör; L Ve R 0 - kaçak endüktans ve aktif direnç ikincil sargıya getirilen trafo Trp; İLE- CL kapasitesi; R n - boşaltma kanalının temas direnci; L k ve R K - kablonun endüktansı ve aktif direnci; R n, m - kusur bölgesindeki iletken köprünün direnci.
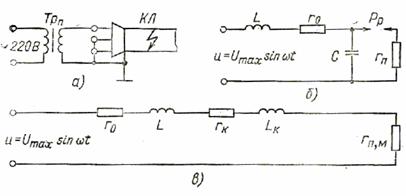
Pirinç. 3.7. Rezonanssız ateşleme şemaları:
A- esas; B- ilk ve için değiştirmeler;
v- son aşamalar
Kablo üzerindeki voltajın genliği (parafudr pp)
 , (3.21)
, (3.21)
nerede w = 2p F- dairesel frekans; BEN maksimum - akım genliği LCR o-kontur (Şek. 3.7, B).
Önemli özel kapasite güç kabloları büyük akımları tüketme ihtiyacına yol açar BEN yeterli voltajı sağlamak için maks. sen c , maks.
Evet, gerilim trafosu sen maks = 50 kV L =
= 200H ve R 0 \u003d 10 kOhm, 70 mm2 kesitli ve 3 km uzunluğunda 6 kV üç damarlı bir kabloda voltaj sağlayacaktır. sen c ,maks = 2,66 kV, bu 20 kV güç tüketiminde kaynak voltajının sadece %5,3'üdür. A.
0,5 km'den uzun kablolar için başlangıç aşamasında rezonanssız yanma kesinlikle uygun değildir. İçin kısa kablolar sadece doğrultucuların yokluğunda haklı çıkarılabilir. Önceki örnekte olduğu gibi aynı trafodan, aynı tipte ancak 0,4 km uzunluğunda bir kablo üzerinde, 27 kVA'lık bir tüketimde kaynak voltajının yaklaşık %50'si sağlanabilir.
Uygulamada, alternatif akımda yanarken, önce yavaş yavaş, ayar cihazlarının yardımıyla voltaj yükseltilir. Birincil sargı yanan trafo Bu nedenle, ilk arızadan önce, deşarj kanalındaki gerilim sabit olarak kabul edilebilir. İlk arıza, deşarj kanalındaki voltajın maksimuma yaklaşmasına karşılık gelen anda gerçekleşir. Karakter ve süre bakımından deşarj, Şekil l'deki devrenin analizinde yukarıda ele alınan duruma karşılık gelir. 3.1.
Hızlı deşarjlardan sonra kablo kapasitansını şarj etmek için tekrarlanan işlemler, açma işlemine benzer şekilde gerçekleşir. rLC-sinüzoidal voltaj için devreler.
w frekansı ile zorlanmış sinüzoidal gerilim bileşeni üzerine iki serbest bileşen daha bindirilmiştir. Ne zaman R yaklaşık ³ 2Ö L/C farklı zaman sabitleri ile doğaları gereği periyodik değildirler. -de RÖ< 2ÖL/C w o = Ö1/ frekanslı salınım bileşenleri LC - R o/4 L 2, bir a açısı kadar faz kaydırmalıdır, ancak aynı zaman sabiti ile bozunur.
Deşarj kanalındaki maksimum voltaj, açma anına (önceki arıza anına) ve w ve wо frekansları arasındaki orana bağlıdır.
w >> w o olduğu durumlarda aşırı gerilimler oluşur ve deşarj aralığının kırılma olasılığı artar.
Ceteris paribus hakkında w frekansının düşürülmesi, deşarjların görev döngüsünü artırır. Buna, önemli aşırı gerilimlere karşılık gelen a açısının kararlı bir değerini sağlamanın pratik imkansızlığını eklersek, yalıtım hasarının ilk aşamasında rezonanssız yanmanın uygun olmadığı açık hale gelir.
Açık son aşama yakma işlemi (Şekil 3.7, v), yalıtımın hasarlı kısmı iletken bir köprü olduğunda, alternatif akımda yanma koşulları iyileştirilir. Bu ilişkiyi tatmin eder
katsayı yararlı eylem yanma sırasında aktif güç oranına eşit kabul edilebilir P pm, hasar yerinde serbest bırakılır, toplam aktif güce R bir kaynak
 . (3.23)
. (3.23)
Genellikle h = %20…40 sağlamak mümkündür. 0,3 km'den daha uzun kablolar için koşul şu durumlarda yerine getirilir:< 100 Ом, а для кабелей длиной более 2 км - при < 15 Ом.
Rezonanssız yakmanın yalnızca sınırlı uzunluktaki CL yalıtımını yakmanın son aşamasında kullanılması uygundur.
Endüstriyel frekansta rezonans yanması. Arızalı kablo izolasyonunu yakmak için endüstriyel bir frekansta rezonans olgusunun kullanılması önerilmiştir. Ülkemizde bu yöntem 1960 yılından beri kullanılmaktadır. Rezonans yakma yöntemiyle, kablonun kapasitansı, kaynağın gücünü önemli ölçüde azaltmayı mümkün kılan harici bir endüktif direnç ile telafi edilir ve endüktans seri bağlandığında, besleme voltajının değeri. Rezonans tesisatların çalışması sırasında hasar noktasında geçiş direnci düştüğü için kablo kapasitansı şöntlenir ve rezonans devresi kısmen bozulur bunun sonucunda kablo üzerindeki gerilim düşer. Kararlı bir iletken köprü göründüğünde, rezonans devresi tamamen bozulur. Bu durumda, arıza bölgesinden geçen akım keskin bir şekilde azalır ve ortaya çıkan iletken köprü tahrip olmaz.
Maksimum rezonans voltajı, sırasıyla 6 ... 10 kV çalışma voltajına sahip güç kablolarının yalıtımını test etmek için kablo fabrikalarında kullanılan test alternatif voltajını, örneğin 16 ... 25 kV'u geçmemelidir.
Arızalı kablo yalıtımını yakmak için kullanılan rezonans tesisatları iki karakteristik gruba ayrılabilir: rezonans transformatörleri ve ayarlanabilir bobinli tesisatlar. Rezonans transformatörleri, akım rezonans ve gerilim rezonans modlarında çalışabilir. Ayarlanabilir bobinli kurulumlar da bu modların birinci veya ikincisinde çalışır, ancak sıralı veya paralel bağlantı yanmış kabloyu boğun. Bu modlardaki çalışma aşağıda tartışılacaktır.
Stres rezonans yöntemi. Bu modda çalışan yakma tesisinin tam eşdeğer devresi, şekil 2'de gösterilmektedir. 3.8, A. Şek. 3.8 şunları belirtir: R m - gaz kelebeğinin aktif direnci; L- jikle endüktansı, R st - gaz kelebeği çeliğindeki kayıpları hesaba katan aktif direnç; İLE- CL kapasitansı (ve balast kapasitörü); R k - hasarlı bir kablodaki kayıpları hesaba katan aktif direnç; R n - deşarj anında hasar yerindeki temas direnci; İÇİNDE- ne zaman kapanan bir anahtar sen c= sen pr (arızayı simüle eder); sen- besleme trafosunun sekonder sargısının terminallerindeki sinüzoidal voltaj; sen - efektif değer aynı voltaj.

Pirinç. 3.8. Gerilim rezonans modunda çalışan bir kurulum için eşdeğer devreler ve vektör diyagramı:
bir, b- eşdeğer devreler; v- vektör diyagramı
Tam kollara ayrılmış eşdeğer devre (Şekil 3.8, A) sıralı bir eşdeğer devreye indirgenir (Şekil 2.28, B) aşağıdaki parametrelerle:
![]() ; (3.24)
; (3.24)
![]() ; (3.25)
; (3.25)
![]() . (3.26)
. (3.26)
Daha sonra kablodaki voltaj
![]() . (3.27)
. (3.27)
Rezonans koşulları altında, devrenin doğal frekansı, besleme voltajının frekansına eşittir, yani;
![]() . (3.28)
. (3.28)
Bu durumda, w L e = 1 / (w İLE e) ve devredeki akım artar ben = sen / R e. vektör diyagramı stres rezonansında şekil l'de verilmiştir. 3.8, v.
Karakteristik direnç kavramlarını kullanırsak r = Ö L e/ İLE e = l/w C e = w L devrenin e ve kalite faktörü Q \u003d r / r e, sonra yazabiliriz
reaktif ve aktif güç devrede kalite faktörü ile bağlanır
yani kalite faktörü, rezonans tesisatının çalışmasını belirleyen ana parametrelerden biridir.
Gosterildigi gibi:
![]() , (3.30)
, (3.30)
Nerede R sh - boşaltma kanalının duvarlarının şant direnci (Şekil 3.9'daki devreye dahil edilmelidir, A dirence paralel Rİle).
Şek. 3.9, tüm yanma devresinin kalite faktörünün C kablosunun kapasitansına ve dirence bağımlılıklarını gösterir. R w (oran R w / r) indüktörün kendi kalite faktörü ile Q q = 25. Oranı değiştirirken R w /r 10'dan 1'e, devrenin kalite faktörü neredeyse 10 kat azalır ve rezonans yanması, rezonans devresini besleyen kaynaktan doğrudan yanmaya gider. Ancak şönt dirençlerde R w=r ise kanalda ayrılan güç yetersiz çıkıyor. Bu durum, rezonans cihazlarının yurtdışındaki düşük dağılımını açıklayabilir.

Pirinç. 3.9. Rezonans devresinin kalite faktörünün bağımlılıkları
şönt direncinden ( A) ve kablo kapasitansı ( B)
Şek. 3.10, rezonans kurulumunun çeşitli çalışma modlarında kablo üzerindeki voltaj değişimlerinin eğrilerini gösterir.
Akım rezonans yöntemi. Akım rezonans modunda çalışan tesisatın tam eşdeğer devresi şekil 2'de verilmiştir. 3.11, A,Şekil 1'deki ile aynı tanımlamaların kullanıldığı yerlerde. 3.8, A. Akım rezonans modunda çalışan bir rezonans transformatörü için, L = Ls 2 +L m, ikincil sargının kaçak akısı ve karşılıklı indüksiyon akısından kaynaklanan endüktanstır; Ve = sen m - karşılıklı indüksiyon akısı tarafından ikincil sargıda oluşturulan voltaj. Tam bir kollara ayrılmış eşdeğer devre (Şekil 3.11, A) paralel bir eşdeğere düşürürüz (Şekil 3.11, B). eşdeğer direnç R Paralel bir rezonans devresindeki kayıpları hesaba katan e ", şu şekilde tanımlanır:
![]() , (3.31)
, (3.31)
R ve - yalıtımdaki aktif kayıplara bağlı olan bir bileşen; R w - boşaltma kanalını yönlendiren aktif direnç.
Paralel bir rezonans devresi için kapasitans üzerindeki voltaj, güç kaynağının voltajına eşittir. nerede kapasitif akım BENç = Ub c aşıyor tam akım trafo:
![]() , (3.32)
, (3.32)
Nerede G = 1/R e; b L= 1/ağırlık L; M.Ö= 1/ağırlık C- devrenin sırasıyla aktif, endüktif ve kapasitif iletkenliği.
Daha önce gösterildiği gibi, akım rezonansı durumunda kalite faktörü için ifade, bir seri devre için ifade ile aynıdır. Akım rezonansındaki enerji ve zaman ilişkileri de voltaj rezonansındakine benzer. Devreler yakma işlemi bakımından aynı olsa da onları besleyen trafoların çalışma modları önemli ölçüde farklılık gösterir. Yalıtım arızalı voltaj rezonansında, trafo normal yük modundan soğuk moda geçer. Yalıtım arızalı akımların rezonansında, transformatör kısa devre moduna geçer ve bu, kademeli olarak normal moda döner (devre oluştukça). Bu, mevcut rezonans modunda çalışan rezonans kurulumunun verimliliğini önemli ölçüde azaltır.
Koterizasyon sistemlerinin karşılaştırmalı değerlendirmesi. Yukarıda belirtildiği gibi kablo hasarı noktasında gerekli geçiş direncini sağlamak için, çeşitli sistemler yanma Yazma sistemi, bireysel cihazlar anlamına gelmez, ancak sağlayan bir dizi yöntem ve araç anlamına gelir. son sonuç yanma (tekli deşarjlardan kararlı bir iletken metal bağlantıya kadar).
Yukarıdaki oranlar, dikkate alınan yakma sistemlerinden herhangi birini objektif olarak değerlendirmenize, miktarını belirlemenize izin verir. Çeşitli seçenekler ve en verimli olanı seçin. Yanma verimliliğinin yalnızca şebekeden tüketilen elektriğin kullanım derecesini yansıtmadığı (bu, bazı durumlarda önemli değildir), aynı zamanda, her şeyden önce, enerjinin hangi kısmının hasar yerinde ve hangi kısmının - kurulumun kendisinde salındığını gösterir. Son enerji bileşeni, tesisatın kütlesini ve boyutlarını belirler. Yanma gücü öncelikle sürecin hızını karakterize eder, yani hasar alanlarını belirlemede emek üretkenliğini belirler.

Pirinç. 3.10. Rezonanslı kablodaki gerilim değişim eğrileri
yanma: A- ince ayar ile çalıştırma ve B- konturu ayarlarken: v- yanma modu

Pirinç. 3.11. Eşdeğer Devreler ve Vektör Diyagramı
mevcut rezonans modunda çalışan bir kurulum için:
bir, b- eşdeğer devreler; v- vektör diyagramı
En etkili yanma ideal kaynak Seri bağlı endüktanslı DC gerilimi. Burada geniş bir arıza gerilim aralığında yüksek bir yanma verimi sağlanmaktadır. Gerçek koşullarda, ideal bir sabit voltaj kaynağının rolü, üç fazlı bir doğrultucuya sahip güçlü bir kapasitif enerji depolama cihazı tarafından oynanır.
Şok bobininde daha uzun süre enerji depolanması nedeniyle, endüktif enerji depolamalı DC kurulumları daha az verimlidir, çünkü bunlar aynı zamanda yanan tesisatın tam voltajı için tasarlanmış anahtarlama ekipmanı gerektirir.
Gerçek doğrultmalı gerilim tesisatlarının (özellikle tek dalga) en kötü performansı periyotların iletken kısımlarında akım darbeleri ile kablo kapasitansını yükleyerek enerji birikiminin oluşmasından kaynaklanmaktadır.
Cihazlar alternatif akım, rezonans olanlar da dahil olmak üzere, yalnızca ilgili arıza voltajının azaltılmış değerlerinde etkilidir. Bu şartlar altında yarım dalga doğrultucularla rekabet edebilirler.
İşletme deneyimi, yukarıdaki teorik sonuçları ikna edici bir şekilde doğrulamaktadır. En büyük etki, üç fazlı ve tam dalga düzeltme kullanan tesislerin yakılmasıyla verilir. Çıkışta seri olarak bağlanmış özel bir indüktöre sahip kurulumlar, önerilen, henüz seri üretilmedi. İndüktörün rolü, bir dereceye kadar doğrultucu transformatörün kaçak endüktansı tarafından oynanır. Bu, özel bir depolama kapasitör bankası olmayan güçlü bir kaynağı ifade eder.
DC yakma hem Rusya'da hem de yurtdışında kullanılmaktadır. Rusya'da, rezonans tesisatlarının kullanılmasının sonuçları, üç fazlı ve tam dalga doğrultuculardan daha kötüdür.
Endüktif bir depolama cihazıyla kurulum kullanma deneyimi hala azdır. Yakın geleceğin görevi, üç fazlı doğrultucu ve seri bobinli seri DC cihazlarının üretilmesidir.
3.4. Yakma modları ve yöntemleri
Kağıt yağı yalıtımını yakarken izin verilen gerilmeler.İçin doğru seçim maksimum voltajlar ve yanma modları büyük önem bozulmamış yalıtım üzerinde olası aşırı gerilimler olabilir. Yağlı kağıt yalıtımlı servis edilebilir kabloların elektrik gücü, çalışma voltajından birçok kez daha yüksektir.
Zayıf üniform olmayan bir ortamda ilk iyonlaşma Elektrik alanı yağlı kağıt izolasyonu için gerilimde oluşur E n = AC gerilim durumunda 12 kV/mm ve
E n = DC gerilimde 40…60 kV/mm. İlk iyonizasyon, alternatif akımda bile (saniyede 100 patlama) tehlikeli olmayacak ve bu tür bir iyonizasyonla izolasyon binlerce saat sürebilir. Doğru akım durumunda, ilk iyonizasyon zaman sabiti yaklaşık yüzlerce saniyedir, yani binlerce kat daha az yoğundur. Etkisi, saniyenin bir kısmı içinde bile ilk iyonizasyon voltajını azaltan ve birkaç saniye içinde, AC voltajının meydana gelmesi durumunda arızaya yol açabilen kritik iyonlaşma. E cr = 30 kV/mm.
Uygulanan modern koşullar 6 kV kablolar için test gerilim seviyeleri 40…50 kV DC gerilim ve 16 kV AC gerilimdir. Yalıtımın boyutları (6 kV kablolar için 2,95 mm), iyi bir yalıtımda ilk iyonlaşmaya karşılık gelen yoğunluklardan 2 ... 3 kat daha az yoğunluklara yol açar. Çeşitli nominal gerilimlerdeki sağlıklı kablolar için ilk iyonlaşmaya neden olabilecek gerilim değerleri aşağıdadır:
Test voltajlarının ikiye katlanması henüz ilk iyonizasyona yol açmaz. Buna, alternatif akımdaki kritik iyonizasyon voltajının başlangıçtakinin 2,5 katı olduğunu eklersek, şu önemli sonucu çıkarabiliriz: pratik olarak yanma işlemi sırasında ortaya çıkabilecek voltajlarda, kablo yalıtımı zarar görmez. Uç kesimlerde durum farklıdır. kablo hatları. Örneğin, 6 kV'luk bir kablo hattının hizmete uygun bir şekilde sonlandırılması, 60 ... 80 kV'luk doğrultulmuş bir gerilimle yüzeyin üzerini kaplayabilir. Ek olarak, arızalı bir yerin yanma anında, kablo hattında, elektrik gücü test voltajından yalnızca birkaç kilovolt daha yüksek olan başka bir yer görünebilir.
Aynı anda iki veya daha fazla hasar yeri bulmak, ayrı ayrı bulmaktan çok daha zordur. Bu nedenle, yanma sırasında izin verilen maksimum voltajın düzeltilmiş voltajın değeri ile sınırlandırılması tavsiye edilir.
Nerede sen iss - test gerilimi.
Karşılık gelen alternatif voltajı doğru bir şekilde belirlemek zordur. Ancak, bir kılavuz olarak alınabilir
![]() , (3.34)
, (3.34)
Nerede k- alternatif voltaj durumunda yüksek iyonizasyon yoğunluğunu dikkate alan güvenlik faktörü.
Bir değer seçerken k aşağıdakiler akılda tutulmalıdır. Şarj süresi boyunca bir doğrultulmuş voltaj kaynağından yalıtıma yanma sırasında, pratik olarak sabit değil, nispeten yavaş değişen tek kutuplu bir alternatif voltaj uygulanır. Şarj süresi sabiti 0,05 ... 1 s olduğundan, bu işlemin frekans eşdeğeri birimlerden onlarca hertz'e kadardır. Deşarj sırasında, aslında bu salınımların birkaç periyodu boyunca 20 kHz ila 1 MHz frekanslı sönümlü salınımlar şeklinde alternatif bir voltaj da uygulanır. Alternatif bir voltaj kaynağından yanarken, deşarj işlemi yukarıda belirtilenle aynıdır ve şarj frekansı 50 Hz'dir.
İlk iyonizasyon voltajının yakınında, yoğunluğunda bir büyüklük sırasına göre bir artış, voltajda birkaç kilovoltluk bir artışa karşılık gelir. Bu nedenle, geçici olarak alıyoruz k =
= 1,3…1,4. Ardından 6 kV kablolar için şunu elde ederiz:
Bu değer, ilk iyonizasyon voltajının yaklaşık yarısı kadardır ve bu nedenle hasarsız yalıtım için güvenlidir. Yanma sırasında yukarıda belirtilen gerilme seviyelerinin aşılması, yakma tesisatlarının akılcı tasarımı ve doğru yanma modları seçimi ile ortadan kaldırılabilir.
Şek. Şekil 3.12, sabit bir voltaj kaynağı tarafından çalıştırılan yanmanın ilk aşaması için eşdeğer devreyi göstermektedir. Kablonun kapasitansının hangi koşullar altında olduğunu düşünün (kapasitör İLE) aşan gerilmeler meydana gelebilir sen 0 . Bu koşullardan biri de dalgalanmalardır. R 0 LC- kontur. Dalgalanmalar şu durumlarda meydana gelir: RÖ< 2 ÖL/C.
Konturun salınımları da kabaca şu şekilde temsil edilebilir: R 0 £ (14…100) kΩ. Gerçek koşullarda, bu ilişki oldukça sık yerine getirilir. Bu nedenle, şarj ederken yalıtım üzerindeki voltaj (1,5 ... 1,75) olabilir. sen 0 . Bu nedenle yalıtım testi ve bazen belirli kısım yanma işleminin ilk aşamasının kaynağa seri bağlı bir dirençle gerçekleştirilmesi tavsiye edilir. R direnci (onlarca kOhm) koşulu karşılaması gereken ext
![]() . (3.35)
. (3.35)
Arıza voltajı düşürüldükten sonra sen 0 (l,4…l,6) direnci R ext kısaltılmalıdır.
Pirinç. 3.12. Dalgalanma Analizi için Eşdeğer Devre
yanma sürecinde
İzolasyondaki voltajı artırmanın bir başka nedeni, salınımlı deşarjın kondansatöründe önemli bir pozitif voltaj ile arıza yerindeki arkın sönmesi olabilir. CL P R p - kontur. Testlerin ve uzun yıllara dayanan işletme deneyiminin gösterdiği gibi, arıza bölgesindeki ark, kural olarak, kablodaki sıfır gerilime yaklaştığı anda söner, yani arıza sırasında tam bir deşarj meydana gelir. Ancak "yüzen" arızalarda, bazen ve sıklıkla değil, örneğin belirtildiği gibi, belirli koşullar ortaya çıkabilir. Arkın önemli bir pozitif voltajla dışarı çıkması gerçeğinden oluşurlar. sen deşarj boşluğuna ve dolayısıyla kapasitöre yaslanın İLE.
Tekrarlanan süreçte (salınımlı bir karaktere sahipse), kablo daha da büyük bir negatif voltajla şarj edilecektir: - - sen o -(+ sen ost). Deşarj aralığının arıza gerilimi de artarsa ve arkın sönmesi, deşarj devresinin doğal salınımlarının pozitif yarı döngüsünde tekrar meydana gelirse, yalıtım boyunca voltajın daha da artması mümkündür.
Vakaların büyük çoğunluğunda, deşarj aralığı, sınırlayıcı bir kıvılcım aralığı olduğu için voltajdaki artışı ortadan kaldırır.
Yukarıdakiler aşağıdaki sonuçlara yol açar:
1. İlk yakma işleminin ilk kısmı için doğrultucu olarak, birkaç on kΩ dirençli ek dirençli test setleri kullanılmalıdır.
2. Yanan redresörlerin maksimum voltajı 0,5 ... 0,7'den yüksek olmamalıdır. senİspanyol
3. Arıza geriliminde önemli bir düşüşün eşlik etmediği uzun süreli yanma (20 ... 30 dakikadan fazla) yapılmamalıdır.
Herhangi bir türdeki rezonans tesisatlarının yardımıyla yanarken, kablo yalıtımındaki maksimum voltaj, transformatörün sekonder sargısındaki voltajı aşar. Q bir kere ( Q- rezonans devresinin kalite faktörü). Bu nedenle, rezonans kurulumunun transformatörünün çıkış voltajının genliği koşulu karşılamalıdır.
Yakma teknikleri. Yanma sürecinin ayrıntılı bir analizi ile desteklenen, hasarın yerini belirlemek için kablo izolasyonunu yakma konusunda uzman mühendislerin ve ustaların deneyimlerinin genelleştirilmesi, bu süreci yürütmek için bir dizi ilerici yöntem önermemize olanak tanır.
Yanma aşamaları değişimi. Yanma sürecinde, kırılma voltajı düştükçe bir sonraki yanma aşamasına geçmek gerekir. Kurulumun parametrelerine göre, paralel (veya ayrı) çalışma için daha güçlü bir aşamayı etkinleştirmek mümkün olur olmaz, bu hemen yapılmalıdır. Daha güçlü bir aşama, daha düşük bir iç dirence ve daha yüksek bir akıma sahip bir kurulum olarak anlaşılır.
Çoğu zaman, daha güçlü bir yanma aşamasına geçiş, önce "yüzmeye", yani arıza geriliminde bir artışa yol açar. Bu durumda, daha yüksek bir voltajın önceki aşamasına geri dönülmeli ve ardından, arıza voltajındaki bir düşüşten sonra bir sonraki aşamaya geçilmelidir.
Herhangi bir aşamada "oyalanmak" tavsiye edilmez. Gerçek şu ki, "yüzme", yani. kanala bitişik yalıtım bölgesinden boşaltma kanalına emprenye akışı sınırlıdır ve bitişik yalıtımın belirli bir miktarını yakalayıp boşaltmadan düşük dirençlere kadar yakmak imkansızdır. Boşaltma kanalına sağlanan sabit enerji bölümleriyle, komşu yalıtım bölümlerini yakalama işlemi, alternatif aşamalardan daha yavaş ilerler.
Yanmanın ara aşamasında tesisatın çubuk şalteri üzerindeki boşaltma kanalı ile seri bir ark oluşturulması tavsiye edilir. Bunu yapmak için, ünite açıkken yüksek voltajdan izole edilmiş bir çubukla anahtarı yavaşça açmak, hareketli ve sabit kontaklar arasındaki mesafeyi biraz değiştirmek, ancak arkın dışarı çıkmasına izin vermemek gerekir.
![]()
Şekil 3.13. Temel yakma şemaları:
A- metal bağlantının yok edilmesi için; B- tek fazlı aktarım için
iki fazlı kısa devreler; UVV - yüksek gerilim doğrultucu
kurulum; İÇİNDE- doğrultucu; R p - tutucu; İLE b - balast kondansatörü; VG - gastron doğrultucu
Metal bir eklemin imhası. Kabloda toprağa kısa devre varsa, yani hasar bölgesinden yeterince uzun bir süre boyunca 10 A veya daha fazla akım akarsa, bu yerde çekirdek ile kabuk arasında metal bir bağlantı oluşur. Hasar yerini belirlemeye yönelik bazı yöntemlerle (örneğin akustik), bu kavşağı yok etmek gerekir. Çoğu durumda, her zaman olmasa da, bu, doğrultucu B ile çalışan bir cihaz aracılığıyla gerçekleştirilir (Şekil 3.13, A).
kapasitör kapasitans değeri İLE b en az 1 ... 1,5 μF olmalıdır, tutucunun arıza gerilimi R r - hakkında
20…25 kV. Bu durumda tutucunun arızalanması sırasındaki dalgalanma akımı yüzlerce ampere ulaşır ve dinamik kuvvetlerin etkisi altında kablodaki bağlantı noktası tahrip olabilir. Kavşağın imhası için arızaların tekrarı 10 ... 20 dakika yapılmalıdır. Bu süre zarfında istenen sonucu elde etmek mümkün değilse, daha fazla girişimde bulunmak uygun değildir.
Korun kapanışının kılıfa, damarlar arasındaki kapağa aktarılması. Endüksiyon yönteminin kullanılması, üç veya dört damarlı bir kablonun damarları arasındaki arıza noktalarının bulunmasında iyi sonuçlar verir. Çoğu zaman, Mosenergo'nun Moskova kablo ağında, 6 ... 10 kV'luk tek fazlı bir kablo kapağı, V. M. Bronshtein tarafından önerilen yakma tekniği uygulanarak çekirdekler arası bir kabloya dönüştürülebilir. Yanan devre şeması şekil 2'de gösterilmiştir. 3.13, B.
5 ... 10 kV voltaj ve 1 ... 3 A akım sağlayan bir VG doğrultucu yardımıyla A çekirdeğinin yalıtımının yakılması sırasında,
tutucu aracılığıyla bu çekirdeğe R p iki bozulmamış telin kapasitansından oluşan bir impuls kurulumunu bağlayın İÇİNDE Ve İLE kabuğa göre, balast kondansatörü Cb (isteğe bağlı) ve yüksek voltaj doğrultucu UVV (tam test voltajı için).
Kapasitans, tutucunun arıza voltajına periyodik olarak şarj edilir R 20 ... 25 kV'a eşit olarak ayarlanan p ve deşarj akımı darbesi, deşarj kanalındaki VG doğrultucudan gelen akımın etkisi altında oluşan iletken köprüyü yok eder. İletken köprünün periyodik olarak oluşturulması ve yok edilmesi, yalıtımın yıkım miktarını artırır. Geçici moddaki diğer kablo damarlarındaki voltaj, bu damarlardan hasarlı olana arıza geçiş olasılığını artırır. Bir arıza durumunda hava üfleme ünitesinden gelen gerilimi yükseltmek ve parafudrun çalışmasını durdurmak mümkün değildir. Tek fazlı bir kapatma, her durumda fazlar arası bir kapatmaya çevrilemez.
Akustik yöntemle kitle imha silahları için yanan yalıtım. Çekirdek kılıf tipinin MF'sini bulmanın akustik yöntemini uygulamak için, yanma akımını sınırlamak gerekir. MP üzerinden birkaç amperden fazla akımlarda, akustik yöntemin kullanımını hariç tutan, çekirdeğin kılıfla metal lehimlenmesi mümkündür. Yukarıda belirtildiği gibi metal bağlantının yok edilmesi her zaman mümkün olmaktan uzaktır. Bu nedenle, akustik OMA yöntemi kullanılırken son adımlar yakılmamalıdır. Öte yandan, kendimizi yalnızca yanmanın ilk aşamasıyla sınırlamak amaca uygundur, çünkü yalıtım tahribatı hacmindeki artışla, deşarj enerjisinin akustik etkiyi yaratan kısmı artar.
« Yüzen "kopmalar. Arızaların onlarca dakika tekrarı, arıza geriliminde bir azalmaya yol açmazsa, o zaman arızanın meydana geldiği sonucuna varabiliriz. kaplin(uç bağlantılarda çok daha az sıklıkla bu tür olaylar meydana gelir). Öncelikle, tesisat bağlantı noktasının karşısındaki kablo hattının ucundaki uç oluğun (kaplin) hasar görmediğinden görsel olarak emin olmanız gerekir. Bundan sonra, yanma durdurulmalı ve salınımlı ve akustik deşarjların bir kombinasyonu ile MF belirlenmelidir.
3.5. Mobil brülörler
Şu anda, KİS için kablo ağlarında kullanılan tesisatlar, minibüslerin veya normal otobüslerin şasilerine monte edilmektedir. Kurulumların ana hacmi, OMT'nin akustik yönteminde kusurlu yalıtımı yakmak ve bir kıvılcım deşarjı oluşturmak için kullanılan cihazlar tarafından işgal edilir.
bunlarda aynı mobil birimler otomatik olmayan konum için cihazlar, salınımlı deşarj yöntemini kullanan cihazlar, endüksiyon kablosu dedektörleri ve üniversal alıcılar (indüksiyon ve akustik arama için), temas yöntemi için cihazlar vardır. Birimler donatılmıştır özel davullarölçülen kablonun damarlarına bağlantı için, toprak döngüsü, 380 veya 220 V besleme ağı, ayrıca anahtarlama ve kontrol ekipmanı ve ölçüm aletleri test ve yazma kontrol modları.
Mobil kurulumlarda, birbirine geçmeli kontaklar, çitler ve diğer araçlar yardımıyla güvenlik koşulları sağlanır. Yakıcı cihazların büyük çoğunluğu doğrultulmuş akım ile yakma sağlar. Bu durumda, birkaç voltaj ve akım adımı zorunlu olarak uygulanır. Son aşamalarda, yani düşük voltajlı aşamalarda, bazen endüstriyel veya artırılmış (yaklaşık 1000 Hz) frekansın alternatif akımı (rezonanssız yanma) kullanılır.
Bir sonraki aşamaya geçiş otomatik olarak gerçekleştirildiğinde, iki yanma aşamasının paralel çalışması yaygın olarak kullanılır.
Bir dizi yanan kurulumun verilerini sunalım. Seba dynatronic'ten (Almanya) VT5000 tipi kabloların yanma yalıtımı için kurulum, doğrultulmuş akımda altı yanma aşamasına sahiptir
|
Gerilim, kV |
||||||

Pirinç. 3.14. İki brülörün paralel çalışma şeması:
1 - anahtar; 2 - diyot kutbu; 3 - HPG70 kurulumu;
4 - VT5000 kurulumu
Her aşamadaki çıkış gücü yaklaşık 7 kVA'dır. 70 kV ve 0,05 A akım için BT5000 ve HPG70 üniteleri şekil 2'de gösterilen devreye göre paralel olarak kullanılabilir. 3.14. Anahtar 1 engelli. diyot direği 2 tam voltajlı (70 kV) kurulum için yapılmıştır 3 ve tesisatın maksimum akımı (110 A) için 4 . Bu sütun her iki tesisatın paralel çalışmasını sağlar. Yüksek gerilim tesisatından kaynaklanan bir arıza durumunda, yüksek akımlı tesisat otomatik olarak arkı toplayabilir. VT5000 ünitesinde altı adet yüksek hızlı elektromanyetik brülör kademe anahtarı bulunur. Kararlı bir yanma modunda, anahtar VT5000 kurulumundan açılır.
Baltou şirketi (Belçika), EDC6000 tipinde bir yakma ünitesi üretmektedir. Tesisatın 24, 12, 6, 3 kV doğrultulmuş voltajda dört yanma aşaması ve bir yanma aşaması vardır. alternatif akım voltajı 500 V. Sürekli yanma gücü her kademede doğru akımda 6 kW, alternatif akımda 4,5 kVA'dır. Ünite 220 ±22 V şebekeden beslenir. Ünitenin ana elemanı, yanmanın tüm aşamalarında çıkış akımının stabilizasyonunu sağlayan manyetik şönt cihazlı bir transformatördür. Transformatörün dokuz ikincil sargılar: köprü doğrultucusunu beslemek için sekiz özdeş (3 kV;
0,25 A) ve bir (500 V; 9 A) alternatif akımda yakmak için kullanılır. Redresörlerin çıkış devreleri, çıkışta 24, 12, 6 ve 3 kV voltaj ayarı sağlayan bir anahtar yardımıyla seri, karışık ve paralel bağlanmıştır.
Rusya, İngiltere ve ABD'de kullanılan 15 kV'a kadar gerilime sahip kablo hatları için doğrultulmuş bir voltajda (bir aşamadan diğerine geçerken çok az değişen) yakma tesislerinin gücü 10 kVA, Almanya ve Belçika'da 5 ... 7 kVA'dır. İşletme deneyimi ve tesis parametrelerinin analizi şunu gösteriyor: optimum değer güç - 6 ... 8 kV-A. Bu durumda, MP'deki iletken köprünün verimliliği ve direnci ile ilgili yukarıdaki oranlar mümkün olduğunca dikkate alınmalıdır.
Kablo hattı hasar görürse, bu, iletimler sırasında ekonomik kayıplarla doludur. elektrik akımı, kısa devre meydana gelebilir ve elektrikli cihazlara veya trafo merkezlerine zarar verebilir. Bütünlük ihlali durumunda İzolasyon malzemesi elektrik çarpması riski olabilir.
Kablo hatlarında hasar arayın
Hattın hasar görmesi, konut binalarının, ticari tesislerin, atölyelerin ve işletmelerin kontrol ve izleme sistemlerinin güç kaynağı bağlantısının kesilmesine neden olabilir, Araç. Kablo hattı robotunda ihlallerin bulunması büyük önem taşımaktadır.
hasar nedir
Yer altı ve havai enerji nakil hatları birçok nedenden dolayı arızalanabilmektedir. En yaygın durumlar şunlardır:
- Bir veya daha fazla damarın toprağa kısa devresi;
- Birkaç çekirdeğin aynı anda kendi aralarında kapanması;
- Çekirdeklerin bütünlüğünün ihlali ve kırık olarak topraklanması;
- Topraklama olmadan iletkenlerin kırılması;
- Voltaj normale döndüğünde kaybolan voltajda hafif bir artışla (yüzen arıza) bile kısa devrelerin meydana gelmesi;
- Yalıtım malzemesinin bütünlüğünün ihlali.
Gerçek güç aktarım kesintisi türünü belirlemek için, özel cihaz- megaohmmetre.

megaohmmetre
Hasarlı olduğu iddia edilen kablonun güç kaynaklarından ve çalışan cihazdan bağlantısı kesilir. Telin her iki ucunda aşağıdaki göstergeler ölçülür:
- Faz izolasyonu;
- Hat izolasyonu
- Elektrik akımı ileten iletkenlerin bütünlüğünün ihlal edilmemesi.
Kablo hatlarında hasar yerlerinin belirlenmesi aşamaları
Kabloda sorunlu alanların bulunması, çalışmayan alanın hızla ortadan kaldırılması sayesinde üç ana aşamadan oluşur:

İlk aşama özel ekipman kullanılarak gerçekleştirilir. Bu amaçla transformatörler, kenotronlar veya yüksek frekans üretebilen cihazlar kullanılır. 20 - 30 saniye yanarken, direnç göstergesi önemli ölçüde düşer. İletkende nem varsa, gerekli yakma işlemi çok daha uzun sürer ve elde edilebilecek maksimum direnç 2-3 bin ohm'dur.

Kablo yakma için AIP-70 kurulumu
Kaplinlerde bu süreç çok daha uzun sürerken direnç göstergeleri dalgalar halinde değişip sonra yükselip sonra geri alabiliyor. Yakma işlemi, dirençte doğrusal bir düşüş gözlenene kadar gerçekleştirilir.
Kablo hasarının yerini belirlemedeki zorluk, kablo hattının uzunluğunun onlarca kilometreye ulaşabilmesidir. Bu nedenle ikinci aşamada hasar bölgesinin belirlenmesi gerekmektedir. Görevle başa çıkmak için etkili yöntemler kullanılır:
- Bir iletkenin kapasitansını ölçme yöntemi;
- Sondaj dürtü tekniği;
- Çekirdekler arasında bir döngü oluşturmak;
- İletkende salınımlı bir deşarjın oluşturulması.
Teknik seçimi, beklenen hasar türüne bağlıdır.
kapasitif yöntem
İletkenin kapasitansına bağlı olarak, iletkenin serbest ucundan çekirdek kopma bölgesine kadar olan uzunluk hesaplanır.
Kapasitif yöntemle hasarı belirleme şeması
Bir değişken kullanarak ve DC Hasar gören çekirdeğin kapasitansını ölçün. Mesafe, iletkenin kapasitansının doğrudan uzunluğuna bağlı olduğu gerçeğine dayanarak ölçülür.
с1/lx = c2/l – lx,
burada, c1 ve c2, kablonun her iki uçtaki kapasitansıdır, l, incelenen iletkenin uzunluğudur, lх, varsayılan kopma yerine istenen bitkidir.
Sunulan formülden, şuna eşit olan kırılma bölgesine kablo uzunluğunu belirlemek zor değildir:
lх = l * c1/(c1 + c2).
Darbe Yöntemi
Teknik, neden olduğu yüzer arızalar dışında, hemen hemen tüm iletken hasarı durumlarında uygulanabilir. yüksek nem. Bu gibi durumlarda iletkendeki direnç 150 ohm'un üzerinde olduğundan, bu darbe yöntemi için kabul edilemez. Alternatif akım yardımıyla hasarlı bölgeye bir prob darbesi uygulanmasına ve yanıt sinyalinin yakalanmasına dayanır.

Sondalamanın zaman tabanı, hasarın yerini belirlemek için darbe yöntemiyle sinyalleri yansıttı: 1, 2, ..., m - 500 - 1000 Hz frekansında tekrarlanan tek işlemler.
Bu prosedür özel ekipman kullanılarak gerçekleştirilir. Darbe iletim hızı sabit olduğundan ve mikrosaniyede 160 metre olduğundan, hasar bölgesine olan mesafeyi hesaplamak kolaydır.
Kablo, IKL-5 veya IKL-4 cihazında kontrol edilir.

Cihaz IKL-5
Tarayıcı ekranı darbeleri görüntüler farklı şekiller. Şekle bağlı olarak, hasarın türünü kabaca belirleyebilirsiniz. Ayrıca darbe yöntemi, elektrik akımının iletiminde bir ihlalin olduğu yeri bulmayı mümkün kılar. Bu yöntem, bir veya daha fazla damar kırılırsa iyi çalışır ve kısa devre ile kötü bir sonuç elde edilir.
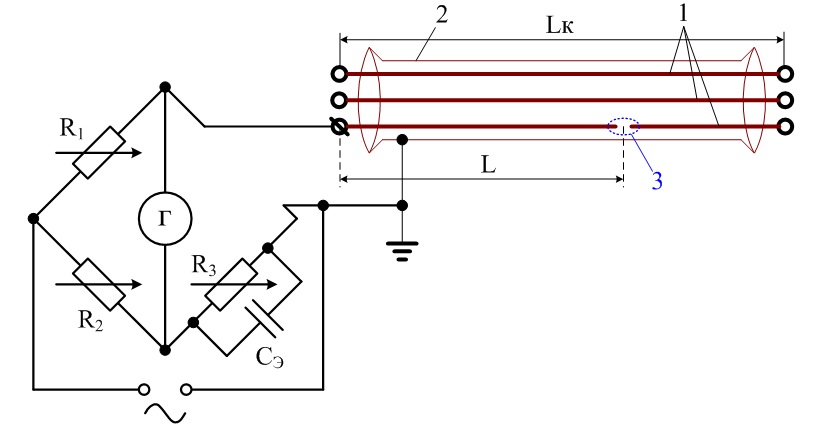
döngü yöntemi
Bu yöntem, dirençteki değişiklikleri ölçmek için özel bir AC köprüsü kullanır. Kabloda yaşayan en az bir işçi varsa bir döngü oluşturmak mümkündür. Tüm damarların kırılması gibi bir durum ortaya çıkarsa paralel yerleştirilmiş kablo damarlarını kullanmalısınız. Kırık bir damarı çalışan bir damara bağlarken, iletkenin bir tarafında bir halka oluşur. Direnci düzenleyebilen damarların karşı tarafına bir köprü bağlanır.

Döngü yöntemiyle kablo hasarını belirleme şeması
Bu tekniği kullanarak bir güç kablosunda hasar aramanın bir dizi dezavantajı vardır, yani:
- Uzun hazırlık ve ölçüm süresi;
- Elde edilen ölçümler tamamen doğru değildir.
- Kısayollar gereklidir.
Bu nedenlerden dolayı, yöntem nadiren kullanılır.
Salınımlı BOŞALTMA yöntemi
Hasar yüzen bir numuneden kaynaklanıyorsa yöntemi kullanın. Yöntem, voltajın hasarlı çekirdeğe uygulandığı bir kenotron kurulumunun kullanılmasını içerir. Çalışma sırasında kabloda bir kopma meydana gelirse, orada mutlaka kararlı bir salınım frekansına sahip bir deşarj oluşur.
Elektromanyetik dalganın sahip olduğu gerçeğini göz önünde bulundurarak sabit hız, ardından arızanın hattaki yerini kolayca belirleyebilirsiniz. Bu, salınım frekansı ve hız karşılaştırılarak yapılabilir.
Salınımlı deşarj yöntemiyle hasarı belirleme şeması
Hasar bölgesini belirledikten sonra, güç kablosunun hasar noktasını bulması için amaçlanan bölgeye bir operatör gönderilir. Bunun için tamamen farklı yöntemler kullanılır, örneğin:
- Akustik kıvılcım tespiti;
- indüksiyon yöntemi;
- Dönen çerçeve yöntemi.
akustik yöntem
Bu arıza bulma seçeneği, yeraltı hatları. Bu durumda operatörün topraktaki kablonun kopması yerine bir kıvılcım deşarjı oluşturması gerekir. Yöntem, hasar noktasında 40 ohm'dan fazla bir direnç oluşturmak mümkünse işe yarar. Kıvılcım deşarjının oluşturabileceği ses dalgasının gücü, kablonun yerleştirildiği derinliğe olduğu kadar zeminin yapısına da bağlıdır.
Akustik yöntemle hasarı belirleme şeması
Gerekli darbeyi üretebilen bir cihaz olarak, devresinde ayrıca küresel bir kıvılcım aralığı içermesi gereken bir kenotron kullanılır ve yüksek gerilim kondansatörü. Akustik alıcı rolünde, bir elektromanyetik sensör veya bir piezo sensör kullanılır. Ek olarak, ses dalgası yükselticileri kullanılır.
indüksiyon yöntemi
Bu, olası tüm kablo arızalarını aramak için evrensel bir yöntemdir, ayrıca hasarlı kablo hattını ve yeraltında bulunduğu derinliği belirlemenizi sağlar. Kabloyu bağlayan manşonları bulmak için kullanılır.

İndüksiyonla kablo hasarını belirleme şeması
Bu yöntemin temeli, akım bir elektrik hattı boyunca aktığında meydana gelen elektromanyetik alandaki değişiklikleri yakalama yeteneğidir. Bunu yapmak için frekansı 850 - 1250 Hz olan bir akım geçirilir. Bu durumda, akım gücü 25 A'ya kadar bir amperin birkaç kesri içinde olabilir.
İncelenen elektromanyetik alandaki değişikliklerin nasıl meydana geldiğini bilmek, kablonun bütünlüğünün bozulduğu bir yer bulmak zor olmayacaktır. Konumu doğru bir şekilde belirlemek için, kablonun yakılmasını ve tek fazlı devrenin iki veya üç faza çevrilmesini kullanabilirsiniz.
Bu durumda, bir "damar-damar" devresi oluşturmanız gerekir. Böyle bir devrenin avantajı, akımın zıt yönlerde yönlendirilmesidir (bir tel ileri, diğeri geri). Böylece alanın konsantrasyonu önemli ölçüde artar ve hasar yerinin bulunması çok daha kolaydır.
çerçeve yöntemi

Çerçeve yöntemiyle kablo hasarını belirleme şeması
Bu iyi bir yol elektrik hattının yüzeyinde çalışmayan alanları aramak için. Çalışma prensibi, indüksiyon yöntemine çok benzer. Jeneratör iki kabloya veya bir kablo ve bir kılıfa bağlıdır. Daha sonra hasarlı kabloya eksen etrafında dönen bir çerçeve uygulanır.
İhlalin olduğu yerde iki sinyal açıkça görülebilmelidir - minimum ve maksimum. Beklenen bölgenin ötesinde, sinyal tepe noktası olmadan dalgalanmayacaktır (monoton sinyal).
(VPU-60 + MPU-3 "Anka kuşu")
Şirket "ANGSTREM"üç tip tedarik eder :
1) Maksimum gerilimi 60-70 kV olan yüksek gerilim kablolarının test edilmesi ve yakılması için kullanılan tesisler. yardımcı ekipman Açık erken aşamalar yanma
2) Birkaç yüksek voltaj ve bir düşük voltaj kaynağı ile maksimum 20–25 kV voltaja sahip delici üniteler.
3) Çekirdek ve kabuk arasındaki metal köprüyü yok etmek için tasarlanmış art yakıcılar yüksek akımlar(300 A) durumda tek fazlı devre yaşamak üzerine.
Belirli bir modeli seçerken, hem üretim görevlerini hem de halihazırda mevcut olan ekipmanın özelliklerini ve satın alınanla uyumluluğunu dikkate almak gerekir.
ANGSTREM ekipmanının yakma için uyumluluğuna bir örnek

"ANGSTREM" şirketinin yakma tesislerinin ana teknik özellikleri
| ekipmanın adı | Maksimum çıkış voltajı, kV | Maksimum çıkış akımı, A | adım sayısı | Adım özellikleri, kV |
| 24 | 40 | 4 | 25; 5; 1; 0,3 | |
Yakma tesislerinin önemli parametreleri
Birkaç yüksek voltaj kaynağından ve bir düşük voltaj kaynağından oluşur. Her kaynağın maksimum akım ve voltaj değerlerine adım denir, sayıları dört ila altı arasında değişebilir. Yanma sürecinde kırılma gerilimi düştükçe bir sonraki yanma aşamasına geçiş gerçekleştirilir. Kurulum parametrelerine göre, paralel (veya ayrı) çalışma için daha güçlü bir aşama dahil etmek mümkün olur olmaz, devreye alınır. Daha güçlü bir aşama, daha düşük bir iç dirence ve daha yüksek bir akıma sahip bir kurulum olarak anlaşılır. Sürekli yanma imkanı
Eski modelin yakma tesislerinde, operatör tarafından aşamaların manuel olarak değiştirilmesi kullanıldı, bu da genellikle arkın kesintiye uğramasına neden oldu, yanma süresini artırdı ve arızaların "yüzmesi" olasılığını yarattı. donanımlı otomatik sistemler yanma yerindeki ark kırılması hariç olmak üzere yanmanın anahtarlama aşamaları, bu da harcanan süreyi önemli ölçüde azaltır hazırlık çalışmalarıİçin . Genellikle bu tür bir yanma, uzmanları yanıltmaması gereken "kademesiz" olarak adlandırılır: bu kavram birkaç güç ünitesinin (aşamanın) olmadığı anlamına gelmez - sadece bunlar arasında geçiş, operatörün katılımı olmadan otomatik olarak gerçekleştirilir. Yakma tesislerinin tasarımında yüksek voltaj üretmek için ya yağ dolu transformatörler ya da "kuru" transformatörler kullanılır. Arkı kesmeden kademelerin otomatik olarak değiştirilmesi sorunu her iki cihaz tipinde de çözülmüştür, ancak sadece kuru tip transformatörlerin her koşulda sürekli yanma sağlayabileceği kanısındadır. Bu fenomen, moddaki iki tip transformatörün farklı güç tüketimi ile ilişkilidir. kısa devre. Yağlı transformatörler kısa devre modunda önemli ölçüde daha yüksek güç tüketimine sahiptir, bu nedenle tüm yanma süreci boyunca aynı anda açık kalmaları verimsizdir, bu nedenle voltaj düştüğünde, daha yüksek voltaj üreten yağ transformatörlü kaynak kapatılır. Çoğu zaman, daha güçlü bir yanma aşamasına geçiş, önce "yüzmeye" yol açar, yani. daha yüksek bir voltajın önceki aşamasına dönerken arıza voltajını artırmak ve ardından arıza voltajını düşürdükten sonra bir sonraki aşamaya geçmek. Kurumsal Yazma Ayarları "ANGSTREM"bağlanma yeteneğine sahip olmak 60–70 kV'dan yanmaya başlayabilen. Bu, üzerinde çalışma yaparken olasılıkları önemli ölçüde genişletir. yüksek gerilim kablo hatları. sadece sabit olarak değil, aynı zamanda yüksek voltajlı yanma olasılığının her zaman gerçekleştirildiği mobil elektrik laboratuvarlarının bir parçası olarak da kullanılırlar. Yanma akımının operatör kontrolüVoltaj düştüğünde yanma akımındaki kontrolsüz bir artış, bitişik kabloların hasar görmesine ve arızalanmasına neden olur, bu özellikle kablo kanallarında yanarken önemlidir. İÇİNDE Otomatik veya manuel kurulum izin verilen maksimum akım, bu bir artıdır ve şantiyede uzmanların kusursuz çalışma kalitesini sağlar. Güç tüketimi, tamamen sınırlı güce sahip otonom bir güç kaynağından çalışabilme yeteneğiÇoğu ile donatılmış kablo elektrik laboratuvarları, , üzerine 6 kVA'dan daha fazla kapasiteye sahip bir elektrik santrali yerleştirmenin mümkün olmadığı GAZelle tipi bir araba temelinde monte edilmiştir. Tesisat yakma yeteneği"ANGSTREM"yeterli gücü korurken 6 kVA'lık bir elektrik santralinden çalışır. fonksiyonel avantaj daha enerji yoğun cihazlarla karşılaştırıldığında. Yanma gücüGüç biridir önemli özellikler, yanma süresini ve verimliliğini etkiler. Ayrıca daha fazlası kabloların güçlü bir şekilde kilitlendiği ve “kurutma” gerektiren koşullarda kendilerini iyi kanıtlamışlardır. Aşırı ısınma olmadan çalışma süresiKarmaşık ve rahatsız edici yaralanmalarda yanma birkaç saat sürebilir. Aynı zamanda cihaz aşırı ısınırsa, işlemin kesilmesi gerekir, bu da hasar bölgesinin tekrar tekrar yüzmesine neden olabilir. Daha uzun sürekli çalışma süresi, çok daha iyi. Yapım şirketi uzmanları"ANGSTREM"her zaman yüksek kaliteli ekipman seçiminde size yardımcı olacaktır! Makale, inovasyon departmanı uzmanları tarafından hazırlanmıştır © ANGSTREM LLC Baskı versiyonu Yararlı almak ister misin öğretim materyalleri? |

+ Akustik yöntem veya darbe yöntemi
Köprü tek Р333
Elektrik kablolarında hasar nasıl aranır?
Hasar arama ilkelerinin benzerliği ile güç kabloları hasar aramak için diğer teknikleri ve yöntemleri kullanmak daha uygundur. Elektrikçilerin kablolarında delik aramasının çok daha kolay olduğunu belirtmekte fayda var, çünkü iletişim kablolarında hasar bulmak için tipik olan birçok "bulmacanın" burada çözülmesine gerek yok. Örneğin, kablo elektrikçileri pratik olarak köprü ölçüm devrelerini ve temas arama yöntemini (pimler) kullanmazlar ve iyi bir yanıktan sonra reflektometre " Kahve Alanları". Bunun nedeni, yüksek voltajlı güç kablolarının sırasıyla yaklaşık 30 kV'luk bir gerilime ve yüzlerce amperlik bir akıma dayanabilmesidir. yakma ve çarpma yöntemleri Aşağıda açıklanan.
Elektrikçiler hasarı aramak ve kabloları ve ekipmanı test etmek için yeterli taşınabilir cihaza sahip değildir ve bir arabaya dayalı tüm mobil laboratuvarı kullanır. Genellikle, Rusça versiyonunda, böyle bir arabanın gövdesi üzerinde yüksek voltaj test laboratuvarı anlamına gelen LVI yazısı bulunur. Aynı zamanda, laboratuvar ekipmanı esas olarak araba gövdesine sağlam bir şekilde sabitlenmiş kurulumlardan oluşur. LVI devresinde yüksek gerilim ve akımların kullanıldığı düşünüldüğünde ekipmanların bir kısmı koruma görevini yerine getirmektedir.
Yüksek gerilim test laboratuvarının yüksek gerilim bölümü

Yüksek gerilim test laboratuvarı kontrol paneli
LVI'nın çalışmaları ile başlar Büyük bir sayı koruyucu önlemlerin sayısı. "Aramanın en temaslı yöntemi" fıkrasında anlatılan fıkralar burada ölümcüldür. Elektrikçilerle çalışırken, PUE'den birçok noktanın anlamını anlamaya başlarsınız.
Yüksek gerilim kablo testi
Kabloyu bir megohmmetre ile kontrol etmeden bile genellikle hasar aramasının başlaması ilginçtir. Kabloya bir test voltajı uygulayarak başlayın. Böyle bir başlangıç, yöntemlerde açıklanan iş sırasına uymuyor, ancak büyük ölçüde haklı. "Atış" kablosunun yalıtımı, genel olarak normlara karşılık gelen 10 MΩ'den fazla olabilir ve her şeye karar veren, artan voltajlı kablonun testidir.
Voltaj kademeli olarak 30-50 kV'a yükseltilir. Kural olarak, hasarlı bir kabloda bir arıza meydana gelir ve yüksek voltaj test ünitesinin koruması tetiklenir. Laboratuvar başka bir moda geçer - yazma modu.
Yüksek voltajlı bir elektrik kablosunun yanması
Yanan kurulum bağlanır. Kontrol panelinin fotoğrafında, sol altta büyük, küp şeklinde bir blok var. Tesisat, kabloya yüksek voltaj verir, ancak bir arıza sırasında kapanmaz. Yakma tesisatında gerilim anahtarı bulunur ve operatör tesisatın gücündeki akım-gerilim oranını değiştirebilir. Yüksek voltajla başlarlar ve kararlı bir arıza meydana geldiğinde, voltaj akım lehine düşürülür ve hasar noktasında kablo çekirdeğinin tamamen kaynaşması sağlanır.
Bu sürecin kimyası ve fiziği, kablo kırılma bölgesinde yoğun bir karbon kabuğunun oluşmasıdır. Benzer bir yöntemle, hasarlı çekirdek ile "toprak" arasındaki direncin 1-5 ohm'a düşürülmesini sağlarlar. Kablo zeminde değil, üst geçit boyunca döşenmişse, bu aşamada hasar arama tamamlanabilir. Yandığında, kablo duman çıkarmaya ve hasar noktasında çatlamaya başlar ve hasar, dıştan muayene ile kolayca bulunur.
Hat süreksizlik ölçer ile yüksek gerilim kablosunun ölçümü
Başarılı bir yakma işleminden sonra, çizgiyi bir reflektometre ile ölçmek, hasara olan mesafeyi belirlemede zorluklara neden olmaz. Hasarın yeri yoğun bir "kısa" olarak tanımlanır ve reflektogramda çok net bir şekilde gösterilir. Yüksek gerilim kablosunda kısalma faktörü kablonun markası ne olursa olsun sergilemek 1,87 .
için mikrofon
akustik
arama yöntemi
zarar
Bu arada, LVI'nın standart donanımı, bir reflektometrenin veya bir hat homojensizlik ölçerin varlığını sağlar. Sovyet döneminde paket, acı verici bir şekilde tanıdık R5-10 serisi homojensizlik ölçerleri içeriyordu ve şu anda bir RI-10M darbeli reflektometredir.
Akustik arıza bulma yöntemi
Yere döşenen kabloda hasar aramak için başka bir blok kullanılır - yüksek voltajlı bir puls üreteci - GVI (sağ alttaki kontrol panelinin fotoğrafında). GVI'da, kabloya oldukça büyük bir güce sahip bir dizi kısa darbe ile voltaj uygulanır (bir kapasitör tarafından enerji depolamak için kullanılır). Darbenin tüm enerjisi, yalıtımın hasar gördüğü noktada salınır ve yüksek sesli bir kuru tıklama (şok) oluşturur. Tıkırtılar o kadar yüksek ki, bazen 70 cm'lik topraktan bile yumuşak patlamalar olarak duyulabilir.
GVI bloğu ile birlikte akustik adı verilen başka bir yöntem kullanılır. Özü, yeri özel bir mikrofonla dinlemektir (bazen bir arama cihazının parçası olarak LVI paketine dahil edilir). Daha önce de belirtildiği gibi, bazen GVI çalışması sırasında arıza klik sesleri herhangi bir ekipman olmadan duyulur ancak rota her zaman sessiz yerlerden geçmez ve kablo her zaman 60-70 cm derinlikte yatmaz Bu gibi durumlarda akustik yöntem kullanılır, yani mikrofonla yeri dinlemek.
Hasarın rotasını ve yerini belirlemek için elektrik kablosu tümevarım yöntemi de kullanılır. Aslında yöntemin özü, Kablo bulucu ile kablo güzergahı arama sayfasında açıklanmaktadır. Yüksek gerilim kablolarında kontak arama yöntemi (pimler) kullanılmaz. Kural olarak, kablo o kadar yanar ki, hasarlar tek bir antenle kolayca belirlenir. Hasar yerinde sinyal sabit değildir (sönmez) ve çok net duyulur, arama dikey bir bobin üzerinde yapılır (en azından).
Ne yazık ki, bu tür teknolojilerin iletişim kabloları için kullanılması risklidir. Genellikle, örneğin PRPM'ye yüksek voltaj uygulanması, hasarı "yakabilir" (Fazın voltajını (220 Volt) kullanarak hasarı arayın) ve hasarın direncini birkaç kOhm'a düşürebilir ve bazı durumlar vardır. uzun süreli kullanım GIS-UMGIS bağı hasar direncini azaltmıştır. Ancak bu tür yöntemler iki nedenden dolayı çok dikkatli kullanılmalıdır.
İÇİNDE son yıllar Güç kablolarında hasar aramak için yakmayan yöntemler Rusya'da oldukça yaygınlaştı. Bu, özellikle Ark Yansıması olarak da bilinen darbeli ark yöntemi için geçerlidir. Yine de, Rus elektrik şebekesi ekonomisinde bu tür yöntemleri kullanma olanakları sınırlı kalmaktadır. Bunun nedeni, kablo hatlarının çoğunun yönlendirilmemiş kalmasıdır ve bu tür kablolarda yakma yöntemleri ve akustik arama yapılmadan yapılamaz. Bu nedenle, Rusya'daki güç kablolarındaki arızaları bulmak için en popüler şema devam etmektedir ve önümüzdeki yıllarda "yanma - nabız reflektometrisi - indüksiyon araması - akustik ile doğrulama" şeması olarak kalacaktır.
Şekil 1. MPU-3 "Anka kuşu"
Bu şemaya göre işin verimliliğinin anahtarı iyi bir yanıktır. Bir yandan, hasar bölgesinde çok fazla güç gerektiren güvenilir bir metal köprü görünümü sağlamalıdır. Öte yandan, yakma işlemi sırasında kabloya yüksek güç "pompalamak", kablonun başka yerlerde arızalanmasına neden olmamalıdır.
Rus elektrik şebekesi ekonomisinde kullanılan mevcut nesil yakma cihazları, büyük ölçüde 2000 yılında ortaya çıkan küçük boyutlu yakma cihazı MPU-3 "Phoenix" in etkisi altında oluşturulmuştur. Kesinlikle teknik çözümler, ilk kez bu cihazda başarıyla uygulanmış olup, günümüzün brülörleri için gereklilikleri belirlemektedir.
İlk olarak, tüm çalışma voltajı aralığında sürekli bir yanmadır (Phoenix için - 20 kV'dan 0'a). Önceki nesil delici üniteler, operatör tarafından kademelerin manuel olarak değiştirilmesini kullanıyordu, bu da arkın kesintiye uğramasına, delme süresinin artmasına ve arızaların "yüzmesine" olanak sağlıyordu. Phoenix'te üç kaynak (20 kV, 5 kV ve 600/300 V) bir diyot hattı üzerinden aynı anda açılır ve yakma işlemi devam ederken kapatılmaz. Bu nedenle ark, voltaj düştüğünde veya arttığında (arızanın “yüzmesi”) kesintiye uğramaz. Bu çözüm, Phoenix'te akım / gerilim dönüşümlerinin gerçekleştirildiği güç transistörlerinin kısa devre modunda neredeyse sıfır güç tüketimine sahip olması nedeniyle mümkün olmuştur. Diğer yanan cihazların çoğunun temeli olan yağ transformatörleri, kısa devre modunda önemli ölçüde daha yüksek güç tüketimine sahiptir ve tüm yakma işlemi boyunca hepsini açık tutmak pahalıdır. Bu tür cihazlarda ark kesintiye uğramadan anahtarlama aşamaları sorunu çözülmüş olsa da, voltajın artması ve arızanın "yüzmesi" ile daha yüksek bir voltaj kaynağı kapatılmış olabilir ve ardından ark kesilecektir. "Yüzme" arızaları üzerinde çalışırken, Phoenix'in bugüne kadar eşi benzeri yok.
İkincisi, yüksek voltajlı yakma cihazları ile çalışmanın senkronizasyonu ve 45 - 60 kV'luk voltajlardan 0'a kadar sürekli yanmanın sağlanmasıdır. Phoenix, 60 kV'tan yanmaya başlayabilen AID-60P Vulkan-M'ye bir diyot hattı ile bağlanır. Gerilim 20 kV'a düştüğünde, Phoenix arkı kesmeden süreci başlatır. Bugün, tüm büyük yakma ekipmanı üreticileri benzer çözümler kullanıyor.

Şekil 2. Montaj aşamasında MPU-3 "Phoenix" kurulumu.
Üçüncüsü, operatörün yanan akımı kontrol etmesidir. Bu gereklilik özellikle kablo kanallarında yanarken önemlidir. Bu gibi durumlarda voltaj düşüşü ile birlikte yanma akımındaki kontrolsüz bir artış, genellikle bitişik kabloların hasar görmesine ve arızalanmasına neden olur. Phoenix'te bu mümkün değil. İçindeki güç modüllerinin her biri bir akım kaynağı olarak çalışır ve sırasıyla 150 mA, 1,2 A ve 20 A'dan fazla çıkış yapmaz. Ayrıca, cihazın maksimum yanma akımının manuel olarak sınırlandırıldığı bir versiyonu mevcuttur: operatör maksimum değeri ayarlar. kabul edilebilir akım ve arıza yerinde ne olursa olsun yanma akımı ayarlanan değerin üzerine çıkmayacaktır. Yanma akımının sınırlandırılması ve kontrol edilmesi sorunu, tüm yakma ekipmanı üreticileri tarafından henüz çözülmemiştir. Bazı kurulumlarda kablo kanallarındaki kabloları yakmak tek kelimeyle tehlikelidir!
Dördüncüsü, bu sadece hasar bölgesinde etkili bir enerji salınımıdır. Yakma işlemi sırasında diğer yerlerde izolasyona zarar verilmemelidir. Hasarlı alan, onarım için iki kovanlı bir kablo ek parçası değil, bir manşon takılması yeterli olacak şekilde yakılmalıdır. Phoenix'in çok etkili bir şekilde çözdüğü bu görevdir: 
Şekil 3. Mobil bir elektrik laboratuvarına yerleştirilmiş MPU-3 "Phoenix" kurulumu
380 V vinil izoleli kablolar bile kılıflarını arızanın etrafında metrelerce dökmezler, ancak açıkça belirlenmiş bir deliği vardır.
Beşinci olarak, modern bir yakma cihazı, tamamen sınırlı güce sahip otonom bir güç kaynağından çalışmalıdır. Bugün elektrik laboratuvarlarının çoğu GAZelle veya benzerlerinin ve bazen de Sobol'un şasisine monte edilmiştir. Böyle bir şasiye tam bir ekipman seti ve 6 (nadiren - 8) kW'tan fazla kapasiteye sahip bir elektrik santrali yerleştirmek fiziksel olarak imkansızdır. Bu tür güç kaynaklarından yanmayı sağlamak için geliştiriciler, yanan cihazların oluşturulmasına giderler. düşük güç. Bunun için yüksek bir bedel ödemeniz gerekiyor - yanma süresi ve verimliliği. Phoenix ise çok az güç tüketimine sahiptir ve 6 kW'lık bir elektrik santralinden çalıştırılması, en zor modlarda bile tam teşekküllü yanmaya izin verir.
Altıncı, aşırı ısınmadan uzun süre çalışır. Karmaşık ve rahatsız edici yaralanmalarda yanma birkaç saat sürebilir. Cihazın yüksek dahili enerji tüketimi, cihazın aşırı ısınmasına, işlemin kesintiye uğramasına ve hasarlı bölgenin tekrar "yüzmesine" neden olur. Özellikle bu tür durumlar, yanık debriyajda olduğunda tipiktir. Düşük iç enerji tüketimi nedeniyle Phoenix, sıcak güney yazında bile ek havalandırma olmadan bir saatten fazla sürekli çalışabilir ve kışın Moskova yakınlarında sınırsız bir süre çalışır. Ayrıca, cihazın ek havalandırması, sıcakta çalışırken yeteneklerini önemli ölçüde artırır.
Son olarak, yedinci olarak, yakma cihazı, hem taşınabilir otonom bir cihaz olarak hem de bir şasi üzerine monte edilmiş alet komplekslerinin bir parçası olarak ve prefabrike elektrik laboratuvarlarının bir parçası olarak kullanılabilecek şekilde olmalıdır. Yukarıda bahsedildiği gibi "Phoenix", güç transistörleri temelinde tasarlanmıştır ve içindeki tüm dönüşümler 20 kHz frekansta gerçekleştirilir. Bu, yağ kullanmamayı ve 55 kg ağırlığında kompakt bir cihaz oluşturmayı mümkün kıldı ve ordunun genellikle "Böylece iki asker onu kollarında taşıyabilir!" Phoenix'in ikinci on yıldır faaliyette olmasına rağmen, kompaktlık açısından hala mevcut tüm brülörleri geride bırakıyor.
 (1 derecelendirmeler, ortalama olarak: 5,00 5 üzerinden)
(1 derecelendirmeler, ortalama olarak: 5,00 5 üzerinden) 

